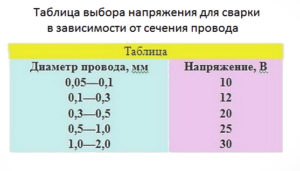
Рекомендованные режимы сварочного тока для разных проводников
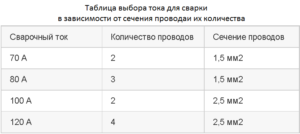
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Что нужно знать начинающим сварщикам
Если опыта в сварке практически нет, а выполнить работу нужно, то необходимо запомнить следующие нюансы.
- Шов получится качественным, хорошо проваренным, а на металле не появится прожогов, если постоянно следить за ним. Поэтому рекомендуется заранее расположить свариваемые детали так, чтобы было удобно наблюдать за ходом сварки.
- Самый простой вариант – сварка в нижнем положении. Начинающим сварщикам лучше начинать с него. Потом можно переходить к кольцевым стыкам, а после них к вертикальным. Последние являются самыми сложными в исполнении.
- Для удобства лучше делать стыки внахлест. Если же варить стык в стык, то можно случайно привариться к столу, на котором лежат элементы.
- При появлении дефектов в ходе работы, их необходимо удалить. Для этого проблемный участок дополнительно проваривается или сначала выбирается с помощью болгарки, а потом наплавляется еще раз.
- Если приходится сваривать толстые детали, то для полного провара на кромках необходимо делать фаски. Зазор между кромками зависит от толщины элементов, но не должен быть меньше 0,5 мм.
https://youtube.com/watch?v=pRr61WAO-4I
Угольные электроды применение
Угольные электроды необходимы специально для того, чтобы прошивать отверстия в различных заготовках из стали, для разрезания и строжки металла, а еще для сваривания медных проводов.
Они необходимы для промышленных и сталелитейных предприятий, для изготовления разнообразных конструкций из металла, в машиностроении и судостроении, а также в остальных областях. Такие электроды являются неплавкими, поэтому при работе их ресурсы практически не расходуются.
Данные инструменты не портятся, поэтому нет необходимости постоянно их менять, что является необычайно удобным при их использовании. Однако они не особенно распространены для частного использования, а в большинстве случаев применяются только в промышленных областях.
Внутреннее устройство угольного электрода
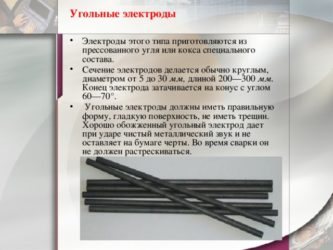
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Выполнены эти электроды из довольно сложной смеси кокса и угля с различными добавками вяжущего характера типа смолы и специальных элементов типа металлического порошка или стружки для усиления состава.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.
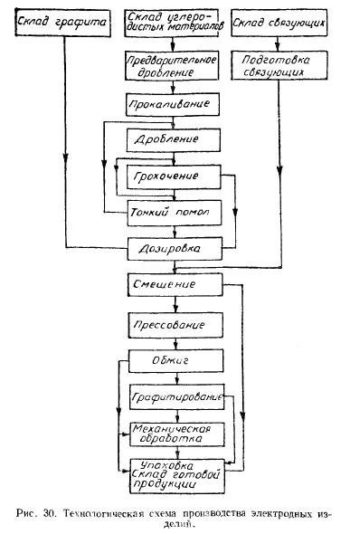 Технологическая схема производства угольных электродов.
Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Применение и особенности работы
Понятно, что графитовый электрод используется не только для сварки проводов — область его применения гораздо шире. Для предварительной обработки металла перед сваркой или другими видами обработки, резки металлических заготовок, обработки кромок металла — для всех этих задач применяется данный вид электродов. Использование графита позволяет быстро и эффективно срезать заклёпки, осуществлять прошивку элементов из легированной или углеродистой стали. Применяются также специальные стержни для плавления стали, чугуна и сплавов в электротермических печах. Они изготавливаются с ниппелями, что позволяет соединять их между собой, из-за чего подача электрода в печь осуществляется непрерывно. Использование электродов из графита для дуговой резки металла снижает количество брака.
Электроды из графита применяются также в следующих процессах:
- сварка изделий из цветных металлов;
- заварка изъянов, полученных при литье;
- сваривание тонколистовых металлических элементов;
- наплавка твёрдосплавных частей к основе.

Работа с графитовым электродом может проводиться и с присадочным материалом. Пруток из материала, который используется в качестве присадочного, может подаваться в процессе сварки или укладываться заранее в место расположения шва.
Нужно помнить, что работа с этим видом электродов имеет свои особенности. При длительной сварке, чтобы материал стержня не расходовался слишком быстро, и дуга была устойчивой, нужно на электрод подавать минус (то есть должна применяться прямая полярность). Внешние факторы оказывают заметное воздействие на стабильность дуги. КПД при работе с графитом ниже, в сравнении с плавящимися электродами. Соединения, полученные в результате сварки получается не очень пластичными, не исключается появление пустот. Сама по себе работа, если применяется угольный или медно-графитовый стержень, значительно отличается от сварки обычными электродами, поэтому к ответственным задачам следует допускать лишь опытный персонал.

Механизм создания подключения
Сделать электропроводку дома несложно. Для этого необходимо иметь необходимые знания и оборудование. Оборудование приобретается в магазине, знания даже не нужно покупать. В самом начале должна составляться схема электросети. В большинстве случаев хозяин строительства нанимает электрика которые не представляют будущее расположение мебели и в результате выключатели закрыты дверями, розетки в углах закрыты мебелью.
Как правило, электрики вычерчивают схемы мелом на стене будущее оборудования, но лучше схему электросети с размещением электрических токоприемников разместить на плане помещения отдельным чертежом, включая коммутацию (соединение) жил силовых кабелей в распределительной коробке — это поможет:
- рассчитать нагрузку на электросеть;
- сечение проводов;
- разделить потребителей на группы.
В плане бытовой схемы электросети имеется как минимум две группы электропотребителей:
- освещение;
- силовая часть, то есть розетки.
Лучше всего чтобы эти два контура монтировались отдельными силовыми кабелями. Если планируются установка мощных электроприборов: электроплита, духовка, бойлер — эти аппараты должны иметь собственный отдельный контур, т.е. отдельный отключатель, предохранитель и кабели.
Соединение проводов в распределительной коробке согласно ПУЭ
https://youtube.com/watch?v=rkuLx_JUvso
ПУЭ — это сборник нормативной документации устройства и монтажа электрических цепей, по сути — это настольная Библия всех людей, которые начинают заниматься электрикой. В сборнике показаны основные принципы создания цепей, правила их расчёта, защита и коммуникационные приспособления. Далее все описание электрических устройств будут в соответствии с правилами согласно ПУЭ.
Выбор сечения и марки провода
Для прокладки электропроводки в помещениях и соединение проводов в распределительной коробке согласно ПУЭ жилы должны иметь различное цветовое изоляционное покрытие, от одного производителя с одинаковой цветовой гаммой. Для проводки лучше всего использовать провод марки ВВГНГ — одножильный медный, плоский в двойной изоляции, лучше всего с добавочным обозначением НГ, что означает негорючий.
Лучше всего приобрести кабель известной марки производителя, который обязательно должен иметь сертификат. Не нужно брать провод без маркировки, электропроводка в доме — это прежде всего безопасность и делается не на один год, поэтому экономия здесь неуместна. Необходимо учитывать, что медный кабель при одинаковом сечение выдерживает в полтора раза больше нагрузки чем алюминиевый.
Внимание! для капитальной схемы нельзя использовать многожильный кабель ПВС или ШВВП. Хотя эти провода мягкие и их удобнее укладывать, но сопротивление по току у них больше, соответственно они будут нагреваться при подключении нагрузки сильнее
Расчет по мощности
Одно из основных правил расчета сечения кабеля: используется в расчете 1 кв.мм — 9 А. электротока, то есть кабель сечением 1 мм может выдержать нагрузку чайника или утюга мощностью 2 кВт.
Исходя из этих рекомендаций для проводки в доме должны применяться не менее:
- освещения жила в 1,5мм кв., что соответствует 10 — 12А.;
- розетки в комнатах 16А, что соответствует сечению 2,5 мм. кв.
- кухонные электродуховки, провод для которых должен выдержит 25А. — это сечение 4мм. кв;
- жила четырехконфорочная электроплита должна выдерживать 32А. — сечением 6 мм2.
Правильный выбор соединения эл
проводов в распределительной коробке зависит от его сечения
Внимание! нельзя использовать электрокабель различных производителей, так — как они имеют разное удельное (омическое) сопротивление на 1 погонный метр
Электрическая распределительная коробка и соединение проводов
После прокладки проводов, согласно составленной схемы их необходимо соединить между собой. Для того чтобы соединение были в одном месте существуют коммуникационные коробки (распределительные). В зависимости от монтажа соединения устройства могут быть круглого или квадратного сечения, глубокие или помельче и делятся на внутренние (для скрытой проводки) и наружные по способу крепления.
Согласно требованиям ПУЭ электрокабель должен проходить не менее 15 см. от потолка с учетом всех навесов. На этом же расстоянии крепится и устройство для коммутации жил кабелей. Для установки внутренней коробки в стене высверливается ниша, соответствующая наружному диаметру гильзы, для наружного крепление производится непосредственно на стену.
Сколько проводов можно скручивать в распаечной коробке? Не стоит экономить на распределительных коробках и пытаться туда завести как можно больше проводов — неудобно будет соединять, да и все они могут не войти. Как правило в одну распаечную коробку заводят 3-4 провода.
Угольные электроды
Угольные электроды необходимы специально для того, чтобы прошивать отверстия в различных заготовках из стали, для разрезания и строжки металла, а еще для сваривания медных проводов.
Они необходимы для промышленных и сталелитейных предприятий, для изготовления разнообразных конструкций из металла, в машиностроении и судостроении, а также в остальных областях. Такие электроды являются неплавкими, поэтому при работе их ресурсы практически не расходуются.
Данные инструменты не портятся, поэтому нет необходимости постоянно их менять, что является необычайно удобным при их использовании. Однако они не особенно распространены для частного использования, а в большинстве случаев применяются только в промышленных областях.
Резка угольным электродом
Если сравнить со стандартной резкой, к примеру, пильным полотном, кислородными резками и остальными, то угольные электроды приобретать весьма выгодно. Есть несколько факторов, почему это происходит:
- просты в использовании, ведь необходим не только электрод, но и сжатый воздух, а также ток;
- резка начинается сразу, а лишний металл удаляется;
- материал может работать с большим количеством других материалов, где есть разнообразные легкие сплавы, чугун или медь;
- работает только по основному принципу, сначала зажигается дуга, а потом она начинает расплавлять металл основного типа, при разрезании струя воздуха выдувает все лишние части, поэтому края становятся идеально ровными.
Сварка при помощи угольных электродов проводов из меди проводится тогда, когда они омедненые, обычно они называются карандаш. Иногда может возникнуть такая ситуация, что можно воспользоваться обычным угольным стержнем.
Электроды угольно медные
Они могут быть нескольких видов:
- Омедненные круглые необходимы для самых разнообразных сфер, их диаметр составляет 3,2 — 19 мм.
- Омедненные бесконечные считаются одними из самых экономичных, расход их также является очень небольшим, они не оставляют после своей работы никаких отходов. Для удобства их применения необходима специализированная машинка. У электродов такого типа круглое сечение а диаметр 8 — 25 мм.
- Омедненные плоские с прямоугольным или квадратным сечением размером 8 — 25 мм, однако при индивидуальном заказе можно произвести электроды более большого размера.
- Омедненные полукруглые используются чаще всего во всех сферах. Одна сторона их имеет плоское сечение, а другая круглое. Именно поэтому можно резать металл любого типа безо всяческих проблем. Также при его использовании можно делать любые по форме канавки. Сечение его составляет 10 — 19 мм.
- Омедненные полые в основном применяются для строжки, можно сформировать канавки овального типа. Используются они довольно редко, поэтому найти их очень сложно. Имеют диаметр 5 — 13 мм.
Характеристики
Кроме размеров угольные электроды для сваривания проводов из меди также обладают различными характеристиками, поэтому стоит внимательно выбирать наиболее подходящие из них:
Сила тока. С которой в состоянии справиться электрод. Именно от этого зависит, подойдет он к оборудованию определенного типа или окажется с ним несовместимым. Также стоит учитывать то, с чем придется справляться изделию. Ведь для масштабных операций может стать необходимостью использование большой силы тока, с которой электрод работать не в состоянии.
Формы и размеры необходимых канавок. Данные параметры находятся в прямой зависимости от конца инструмента и его фактического размера. Именно поэтому нужно подбирать электроды под определенные виды операций, однако большие размеры являются наиболее популярными из всех возможных. Металл удаляется очень быстро и просто, при продолжительной работе иногда остаются лишние кусочки металла
Однако при сварке это не настолько важно.
Толщина срезов находится в прямой зависимости от того, насколько мощный ток. Ведь при этом нужно следить за тем, способно ли изделие выдержать это.
Технология работ с медью

Перед сваркой меди необходимо заранее подготовить все оборудование, компоненты, проверить их исправность. Чтобы избежать, ожогов, травм, ухудшения зрения, сварочные работы надо производить в специальной робе, рукавицах, защитной маске.
Наготове должен быть огнетушитель. Только неукоснительное соблюдение правил безопасной сварки позволит вам получить требуемый результат. Для сварки меди мы будем использовать электроды двух видов – угольные и графитовые.
Электропровода отличаются составом и качеством меди, поэтому подбирать параметры тока необходимо, учитывая это.
Если сварочный ток подобран правильно – дуга будет устойчивой, электродный стержень не будет залипать. Умение быстро подбирать параметры тока под характеристики свариваемого материала приходит с опытом.
Вот примерные характеристики тока для разных типов проводов:

Подготовка окончена, можно приступать к сварке. Для начала снимем изоляцию кабеля на расстоянии 7-10см. Затем провода из нескольких жил скручиваются.
Образовавшуюся скрутку аккуратно подрезаем, оставляем около 5 сантиметров, на ней размещаем зажим из меди. Его функция – отвод избыточного тепла. Также подключаем массу (заземление).
Подносим электродный стержень к скрутке и варим в течение нескольких секунд, до образования на конце скрутки медного шарика. Сваривать надо аккуратно, не повреждая изоляцию.
Затем ждем, пока провода остынут и изолируем, используя для этого изоленту или специальную термоусадочную трубку.
Его задача – плотно держать электрод, от этого зависит качество сварки. В случае износа его следует заменить.
Сварка медных жил проводов графитовым электродом
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса. Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке. Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
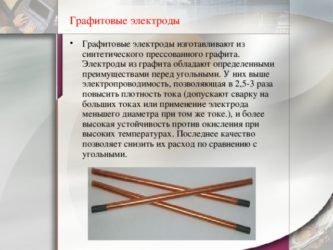
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Регулирование силы тока во время сварки
Регулировка тока вовремя сварки проводов происходит в приделе от 30 до 120 ампер (в этом диапазоне работает большинство инверторных сварочных аппаратов). В любом случае вам придется подбирать опытным путем точный ток сварки, так как:
- Каждый инвертор имеет свои особенности.
- Напряжение вашей сети может не соответствовать 220 Вольтам.
- Химический состав медных жил проводов может отличаться из-за разных производителей.
- К тому же вам не помешает потренироваться, чтобы работа прошла как можно качественнее и быстрее.
Особенности процесса
Проведение сварки угольным электродом и инвертором позволяет получить прочное сварное соединение без дефектов и неровностей. При этом данная технология позволяет работать с разными видами металла.

Электроды, которые выполнены из угля, отличаются от металлических стержней тем, что они относятся к тугоплавким. Из этого следует, что во время сварочного процесса они выполняют роль проводника электричества, но при этом они становятся частью сварочной ванны.
Во время работы угольные стержни разогреваются до очень высоких температурных показателей. А если продолжить нагревание, то они сразу из расплавленного состояния перейдут в состояние кипения.
При проведении сварочного процесса рекомендуется применять постоянный электрический ток с прямой полярностью. В этом случае минус (катод) должен быть на электроде, а плюс (анод) на металлической поверхности изделия.

Во время сварки угольными стержнями сварщику обязательно требуется использовать присадочные элементы. Процесс сваривание может выполняться двумя способами:
- Слева направо (присадочные компоненты находятся сзади электродов);
- Справа налево (впереди идут присадочные компоненты).
Стоит отметить! Во время проведения сварочного процесса дома можно использовать самодельный аппарат для сварки и пайки угольными электродами. В связи с тем, что угодные стержни имеют небольшую теплопроводность, можно будет создавать дугу при силе тока всего 3-5 Ампер.
Требования техники безопасности при сварке графитом
Графитовый электрод позволяет создавать надежные соединения деталей разного рода металлоконструкций, но сварку крайне важно осуществлять с учетом норм безопасности. Схема сварки меди с использованием графитового электрода
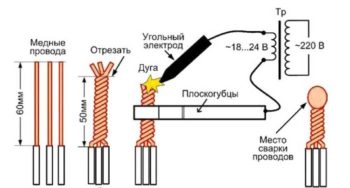
Схема сварки меди с использованием графитового электрода.
Опишем их подробно:
ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.
Если не придерживаться требований безопасности, описанных выше, при выполнении сварочных работ с графитовыми стержнями, можно получить ожог кожи, сетчатки глаз и т.п.
Распределительная коробка
Провода от электрощита распределяются по отдельным помещениям квартиры или дома. Причем в каждой комнате обычно имеется не одна, а несколько точек подключения (розетки и выключатели). Для стандартизации стыковки проводников и концентрации их в одном месте применяются распределительные коробки (другие их названия: «распаечные» или «разветвительные»). В коробках сосредоточены кабели от всех потребляющих устройств.
Чтобы в процессе следующего ремонта не искать проводку, ее прокладывают по определенным правилам, которые прописаны в ПУЭ — Правила Устройства Электроустановок.
Правила устройства электропроводки
Одна из рекомендаций — проводить все соединения и ответвления проводов в распределительной коробке. Потому провода пускают по верху стены, на расстоянии 15 см от уровня потолка. Дойдя до места ответвления, кабель опускаются вертикально вниз. В месте ответвления устанавливается распределительная коробка. В ней и происходит соединение всех проводов по требуемой схеме.
По типу установки распредкоробки бывают внутренние (для скрытого монтажа) и наружные. Под внутренние в стене делают отверстие, в которое встраивается коробка. При таком монтаже крышка находится на одном уровне с отделочным материалом. Иногда в процессе ремонта ее закрывают отделочными материалами. Однако такой монтаж возможен не всегда: толщина стен или отделки не позволяет. Тогда используется коробка для наружного монтажа, которая крепится непосредственно на поверхность стены.
Некоторые формы распределительных коробок
По форме распредкоробка может быть круглой или прямоугольной. Выводов обычно четыре, но может быть и больше. Выводы имеют резьбу или штуцера, к которым удобно крепить гофрошланг. Ведь именно в гофрошланг или пластиковую трубу удобнее укладывать провода. В этом случае заменить поврежденный кабель будет очень просто. Сначала отсоединить его в распределительной коробке, потом от потребителя (розетки или выключателя), потянуть и вытащить. На его место затянуть новый. Если же проложить по старинке — в штробу, которую потом замазать штукатуркой — для замены кабеля придется долбить стену. Так что это та рекомендация ПУЭ, к которой однозначно стоит прислушаться.
Что вообще дают распределительные коробки:
- Повышенная ремонтопригодность системы электроснабжения. Так как все соединения доступны, легко определить участок повреждения. Если проводники уложены в кабельные каналы (гофрошланги или трубы), легкой будет и замена поврежденного участка.
- Большая часть проблем с электрикой возникает в соединениях, а в таком варианте монтажа их можно периодически осматривать.
- Установка распределительных коробок повышает уровень пожарной безопасности: все потенциально опасные места находятся в определенных местах.
- Требует меньших затрат денег и труда, чем прокладка кабеля к каждой из розеток.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
https://youtube.com/watch?v=590RFbENVcw
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры.

Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности.
К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.
При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока.
С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.
Графитовый электрод для сварки

технических характеристикэлектрод легко режется
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Похожие записи:
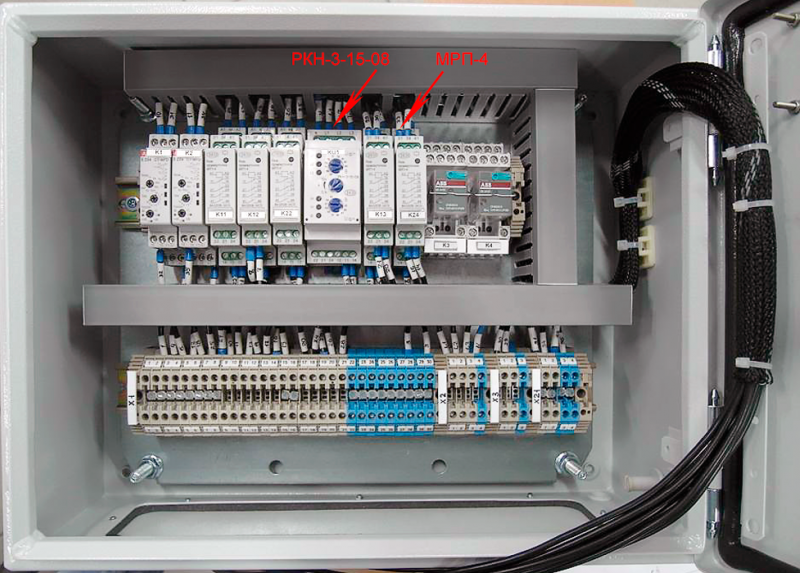 Реле контроля фаз и напряжения
Реле контроля фаз и напряжения
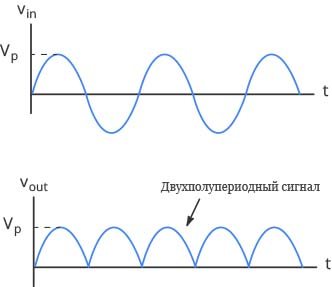 Двухполупериодный выпрямитель принцип работы
Двухполупериодный выпрямитель принцип работы
 Электрический теплый пол в частном загородном доме: особенности монтажа в деревянном и каркасном доме
Электрический теплый пол в частном загородном доме: особенности монтажа в деревянном и каркасном доме
 Выполнение схемы электрической принципиальной и перечня элементов к ней
Выполнение схемы электрической принципиальной и перечня элементов к ней
 Ограничители перенапряжения нелинейные (опн)
Ограничители перенапряжения нелинейные (опн)
 Что такое реле контроля напряжения и для чего его используют в домах и квартирах
Что такое реле контроля напряжения и для чего его используют в домах и квартирах