Особенности сварки алюминиевого провода
Сварка алюминиевых проводов, преимущественно встречается в большой промышленности. Для процесса сваривания используют аргоном или привычный сварочный аппарат. Чтобы не перепалить провод, сварка производится на пониженной мощности.
Могут возникать некоторые трудности в виде оксидной плёнки, скорость её образования очень велика. В результате она остаётся на расплавленном металле. Чтобы этого избежать, используются газовая защитная среда и флюс для алюминиевого кабеля.
Сварка алюминиевого провода своими руками в домашних условиях, не является простой задачей. Нужно обладать сверхточными и быстрыми движениями, дабы избежать переплавки металла. Если Вы мастер без опыта, поработайте с газом на более низких скоростях. Но если опыта достаточно, самым удобным вариантом будет инверторный аппарат.
Сварка алюминиевого провода по шагам
Рассмотрим сварку алюминиевого провода по шагам:
- Сначала удаляем изоляцию и все лишние материалы;
- Далее концы заготовок обрабатываются флюсом. Это повысит итоговое качество;
- Включаем аппарат и настраиваем правильный режим работы;
- Начинаем сварку;
- Затем убираются лишние части, появившиеся в результате работы;
- Возобновляем изоляцию провода.
Последовательность сварки проводов
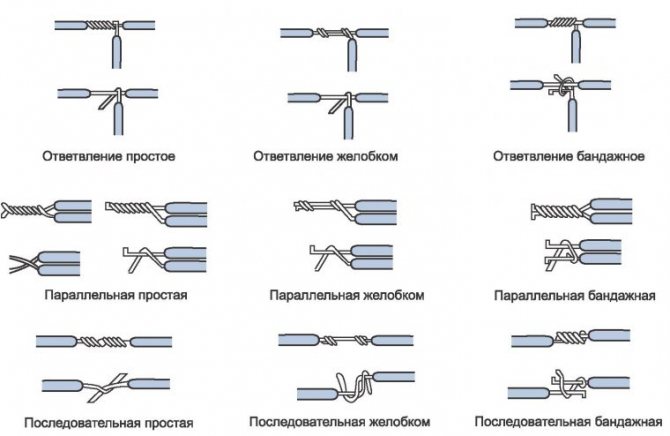
Сварка алюминиевых проводников происходит с обязательной аккуратной зачисткой жил от изоляции и оксидного слоя, а также необходимо использовать специальный флюс для защиты от агрессивного воздействия атмосферного кислорода. Для медных жил флюс не нужен, но зачистка от изоляции и окисного слоя механическим способом также необходима. Этим способом можно эффективно провести разводку электрических линий, а можно изготовить комплект сварочных проводов для аппарата. Существует несколько способов скрутки жил с целью их дальнейшей сварки, а именно:
- бандажный способ соединения параллельных последовательных проводников либо в виде ответвления под различными углами;
- желобковая скрутка проводников различной толщины;
- соединение с помощью простой скрутки.
Поскольку скрутка осуществляется в основном на высоте, инструмент должен быть компактным и удобным, а для приваривания жил подбирать сварочный провод для инвертора следует с позиции максимальной лёгкости и гибкости, например марки КОГ 1Х16.
С целью облегчения процесса сваривания, возможно, придётся изготовить специализированный набор сварочных проводов для инвертора с облегченным держателем и зажимом. Это делается для работы в стеснённых условиях, и суть переделки состоит в том, чтобы изготовить компактный и надёжный зажим для скрутки и держатель для угольного или омеднённого электрода небольшого размера.
Важно, чтобы самодельные элементы имели надёжную изоляцию и соответствовали требованиям безопасности, а также необходимо помнить об использовании сварочной маски. После скрутки проводников одним из способов и усовершенствования кабеля можно приступать к сварке медных проводов инвертором, имеющим обычно ремень для переноски, что увеличивает мобильность
Последовательность подготовки медных проводов и их сварки заключается в следующем:
После скрутки проводников одним из способов и усовершенствования кабеля можно приступать к сварке медных проводов инвертором, имеющим обычно ремень для переноски, что увеличивает мобильность. Последовательность подготовки медных проводов и их сварки заключается в следующем:
- свариваемую жилу зачищают от изоляции, окисного слоя и делают скрутку;
- минусовым зажимом фиксируют скрутку на 1.5—2 см ниже места сварки;
- добиваются устойчивой дуги короткого замыкания и сваривают провода в течение 1—2 секунд, до образования характерной капли расплавленной меди;
- затем место соединения изолируется термоусадочным материалом.
Технические характеристики и критерии выбора лучших аппаратов
Составные части сварочного инвертора.
Разберемся с техническими характеристиками аппаратов, предлагаемые их производителями – попробуем сформировать рабочий список:
- Номинальный сварочный ток или мощность инвертора. Одна из главных характеристик, всегда присутствует в паспорте прибора. Это сила тока, при которой аппарат работает ровно, стабильно, без перегрева и перегрузки. Этот показатель тесно связан со следующим – ПН.
- ПН – продолжительность нагрузки. Очень важный критерий об отношении рабочего времени ко времени, нужном на перерыв из-за перегревания. Параметр указывается в процентах. Если, например, ПН указана в 60%, то аппарату после десяти минут работы нужно остывать такие же десять минут.
- Диапазон скачков напряжения: есть инверторы, которые способны стабильно работать в условиях, когда напряжение скачет на 20 – 30%. Такая характеристика особенно важна для работы в сельской местности. Сварочный инвертор, работающий лишь при стабильном напряжении в 220 В, не годится в условиях нестабильной электросети.
- Диапазон регулировки сварочного тока. Чем шире этот диапазон, тем универсальнее прибор, с помощью которого можно варить и тонкие металлические листы, и массивные литые детали. У бюджетных моделей для домашнего пользования такой диапазон очень скромный: 150 – 200А.
- Снижение напряжения холостого хода – R.D.Речь о снижении напряжения до безопасного уровня 10 – 12В в момент простоя аппарата. Нужный уровень тока мгновенно возвращается при касании электродом заготовки.
- Диаметр электродов для сварочных работ обычно находится в интервале от 1,4 мм до 6,0 мм. Этот показатель зависит от силы тока, генерируемого инвертором. Допускаемые размеры диаметра всегда указываются в технических характеристиках приборов. При покупке аппарата лучше выбирать модели хотя бы с небольшим запасом по этому критерию на всякий случай. «Всяким случаем» является риск прыжка напряжения в сети вниз.
- Температурные условия эксплуатации. Важнейший критерий для российских регионов, особенно в холодных климатических поясах. Обычно приемлемым температурным диапазоном считаются показатели от -15°С до +40°С. Но если вы живете в регионе с холодными зимами, ищите приборы с более широкими температурными показателями. Не забывайте, что хранить инверторный аппарат нужно с учетом этих же цифр: если это склад, он должен быть отапливаемым. Заодно заметим, что сварочные аппараты в виде инверторов не любят лишней влаги из-за риска образования конденсата. Капризен не сам аппарат, капризны его электронные схемы: что есть, то есть. Температурная чувствительность считается одним из недостатков инверторов в целом.
- Вентиляция. Кроме слишком низких или слишком высоких температур и повышенной влажности электронные схемы инверторов не любят пыли. Здесь нужно делать разницу: если профессиональные и промышленные аппараты обязательно должны иметь в своем составе специальные туннельные системы вентиляции, то для бытовых ручников эти требования не являются такими уж критичными. Тем не менее любой инвертор нужно чистить от пыли дважды в год по крайней мере.
- Форсаж дуги – отличная дополнительная функция, полезная особенно для новичков. Это автоматическое повышение сварочного тока при приближении электрода к поверхности заготовки. В результате снижается риск залипания, повышается качество дуги, исчезают брызги расплавленного металла.
- Горячий старт – еще одна дополнительная опция для быстрого поджига дуги: это опять автоматическое повышение силы сварочного тока, но на этот раз в момент зажигания сварочной дуги. Очень повышает общую комфортность работы и, следовательно, настроение.
- Антиприлипание или антистик – третья дополнительная опция: в момент прикасания электрода к поверхности металлической заготовки сварочный ток автоматически отключается на очень короткое время. При отнимании электрода он сразу же восстанавливается.
График напряжения и выходного тока.
Теперь нужно решить, какие именно сварочные аппараты инверторного типа вам нужно рассмотреть с точки зрения технологического процесса сварки и режима работы.
Таких типов всего три:
- MMA – приборы для ручной дуговой сварки;
- MIG/MAG – полуавтоматические аппараты;
- TIG – автоматы для сварки в аргоне.
Третьим пакетом будут не «голые» автоматы TIG для аргонной сварки, а универсальные инверторы, позволяющие работать по разным технологиям, в том числе TIG. Нас ведь интересует обзор и выбор самого подходящего инвертора для домашнего пользования или небольшой частной мастерской – как правильно выбрать сварочный инвертор для своих нужд. Промышленными автоматами пусть занимаются крупные производства, они разберутся без нас.
Как сделать агрегат для сварки проводов своими руками
При желании можно сделать трансформатор для сварки медных проводов своими руками. Основной вопрос касается подбора материалов и инструментов. Во время изготовления прибора лучше придерживаться инструкции.
Материалы и инструменты
Чтобы сделать прибор своими руками, из материалов потребуется такое:
- трансформатор;
- зажимы типа крокодил;
- угольный электрод;
- алюминиевый кабель — 2 штуки;
- поворотный регулятор напряжения;
- провод питания сечением более 2.5 мм.
Из инструментов подбираются пассатижи, набор отвёрток. Желательно иметь под рукой плоскогубцы.
Подбор корпуса
Для самоделки необходим надежный кожух, который будет защищать трансформатор
Важно помнить о технике безопасности, поскольку легко получить ожог. Коробка может быть подобрана из металла либо пластика. Если делается мобильная установка, лучше использовать пластик
Металлическая коробка считается более устойчивой, однако не предназначена для транспортировки
Если делается мобильная установка, лучше использовать пластик. Металлическая коробка считается более устойчивой, однако не предназначена для транспортировки.
Подбор корпуса
Трансформатор
Касательно основы на выбор представлены, как электронные, так и силовые установки
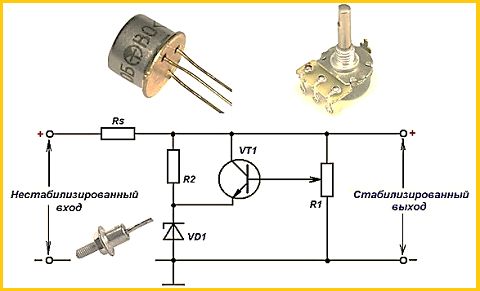
Блоки поставляются различными производителями и важно определиться со схемой сварочного устройства на тиристорах. В цепи предусмотрено место для блоков вывода, а также вторичной обмотки. Отдельно подбирается регулятор напряжения, который отвечает за выпрямленный ток
Данная технология активно используется для зарядки аккумуляторов. Поэтому подобные установки встречаются в стартерах различных производителей. Если выбор пал на электронный блок, стоит малость разобраться в его работе. За основу взята схема генератора сигналов, поэтому используются биполярные транзисторы. Обеспечивается обратная проводимость, наблюдается высокое напряжение
Отдельно подбирается регулятор напряжения, который отвечает за выпрямленный ток. Данная технология активно используется для зарядки аккумуляторов. Поэтому подобные установки встречаются в стартерах различных производителей. Если выбор пал на электронный блок, стоит малость разобраться в его работе. За основу взята схема генератора сигналов, поэтому используются биполярные транзисторы. Обеспечивается обратная проводимость, наблюдается высокое напряжение.
Схема трансформатора
При подборе электронного блока учитывается максимальный уровень энергопотребления, а также напряжение. Распространенными считаются самодельные модификации на 6 и 9 вольт. В стандартной схеме электронного блока происходит открытие транзисторов и далее по цепочке осуществляется разряд конденсаторов. Тиристор в цепи работает в качестве усилителя.
Как вариант, применяются трехобмоточные трансформаторы серии ТИ. Их особенность заключается в малом уровне напряжения. При желании элемент можно самостоятельно создать на ферритах. В таких установках высокий показатель преобразования энергии
Во время сборки важно добиться необходимой величины тока, которая зависит от потребностей
Кабель питания
Когда имеется мощный трансформатор на 24 вольта, для него рекомендуется подобрать соответствующую электропроводку. Рекомендуется использовать заготовки с сечением от 2.5 мм. По технике безопасности рекомендуется установить выключатель, который подключается к проводке. Таким образом, в случае чего установку можно будет оперативно выключить, прекратив подачу тока.
Кабель питания
Использование клемм
Чтобы запитать трансформатор или инвертер, на него одеваются клеммы методом скручивания. Далее осуществляется подключение к сети 220 вольт.
Установка держателя и контакта
От клемм отходит два провода, один из которых идёт на держатель, другой — на контакт. У сварщика должна быть возможность удерживать заготовку, а также свободно зафиксировать электрод, благодаря которому осуществляется сварка. Специалисты не всегда используют зажимы, предпочитая работать свободно с плоскогубцами. Рассматривая поближе держатель под электрод, рекомендуется подбирать длинные заготовки, поскольку они более практичны.
Держатель для аппарата
Уменьшается риск поражения электротоком, плюс сварщику практичнее работать в труднодоступных местах. С длинным держателем легко производить работы на потолке либо в узких проходах. Дополнительно, если от трансформатора отходит длинный держатель, нет необходимости часто его переставлять.
Особенности соединений
Существует довольно много способов соединить провода – при помощи винтовых и самозажимных клемм, обжимных гильз, болта и гайки (через шайбу). Но чаще всего, концы проводов соединяют скруткой, то есть попросту скручивают.

Все перечисленные способы имеют один существенный недостаток. Даже при соблюдении правил и технологии производства работ, площадь зоны контакта двух проводников оказывается меньше рабочего сечения жилы.
При достаточно высокой нагрузке (не превышающей, тем не менее, допускаемую) место контакта будет нагреваться. Что может привести к расплавлению изоляции, короткому замыканию, пожару.

Соединение пайкой достаточно трудоемко. А если учесть, что распределительные коробки, как правило, находятся на уровне 2,3-2,5 метра от пола, работы выполнять очень неудобно.
Ведь помимо паяльника, необходимо иметь при себе припой, и иногда еще и флюс. И все это на высоте. К тому же, чтобы соединение получилось качественным, его необходимо прогреть в течение довольно длительного времени, что тоже не ускоряет процесс работы.
Общая характеристика
https://www.youtube.com/watch?v=hPfc3aqfxBk
Основанием любого провода является металлическая жила, которая бывает, — монолитной и скрученной из проволочек. Для внутренней проводки применяют жилу, состоящую из меди или алюминия.
При этом медные провода более технологичны, устойчивей к коррозии, менее ломкие, чем алюминиевые.
Если говорить о сварочных работах на медных деталях, их можно производить как на постоянном, так и на переменном токе. При ручной дуговой сварке скруток есть вероятность покрытия металла легирующими частичками.
Свойства Cuprum, позволяют применять доступные, с простым функционалом инверторы. Ведь для создания крепких скруток на проводах подбирают напряжение, которое составляет 12-36 Вольт.
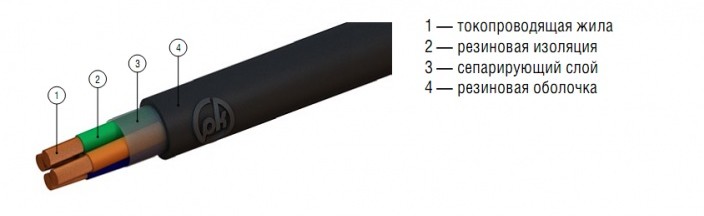
Характеристики и маркировка сварочного кабеля
В магазинах продаются различные марки сварочных кабелей, рассчитанных на определенные условия работы. Одни выдерживают сильный холод, другие жару, есть такие которые могут работать под водой. Чтобы выбрать необходимый вариант, нужно изучить их характеристики.
Кабель КРТП с гибкими многопроволочными жилами из меди предназначен для передвижных аппаратов, которыми выполняют ручную сварку. Буквы означают, что это кабель с резиновой изоляцией, тяжелый, переносной. Цифрами в конце обозначения указано число проводников и площадь сечения. Если они разные по толщине или есть заземляющий проводник, маркировка делается многозвенной.
Снимаемую с производства предыдущую марку заменяют гибким сварочным кабелем КГ. Количество проводников, и сечение указываются цифрами. Для обозначений исполнения используются дополнительные буквы:
- ХЛ ― указывают на то, что работать можно при температуре до -60⁰C. Материал покрытия не растрескается на морозе.
- Т ― означает, что изоляция сделана из антисептического материала, на котором не селятся грибок и плесень. Кабель может эксплуатироваться в среде с повышенной влажностью при температуре до +55⁰C. В некоторых источниках указано значение до +85⁰C.
- Н ― ставится у проводов с негорючей изоляцией, рекомендуемых для работы в пожароопасных условиях.
- Приставка в виде буквы П добавляется, если жила отдельно заизолирована полимерным материалом, например, пленкой ПВХ.
- Обозначение высокочастотных проводов дополняют буквами ВЧ. Этот вариант рекомендуется для работы с инвертором.
Кабели марки КОГ отличаются особой гибкостью, что облегчает ведение сварки в неудобных местах без ущерба для качества. Ими подключают держатели электродов к аппаратам ручной, полуавтоматической, автоматической сварки. Тип исполнения маркируется буквами:
- Т ― для работы при температуре -30 — +50⁰C;
- У ― -50 — +50⁰С;
- ХЛ ― -60 — +50⁰C.
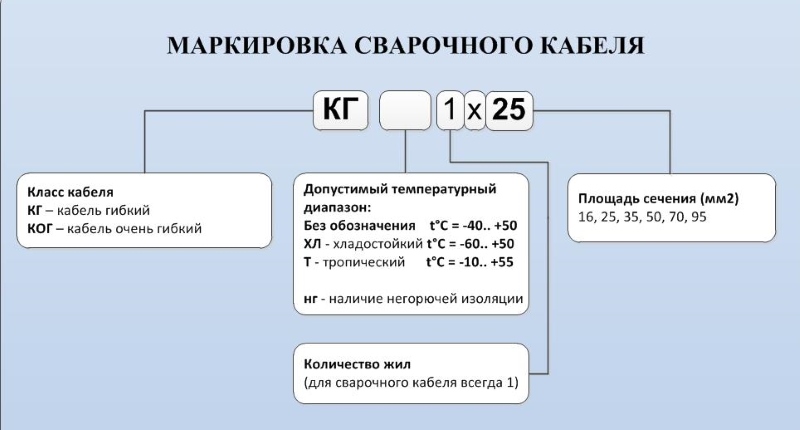
Пример маркировки сварочного кабеля
О сварке проводов
Процесс включает в себя подготовку жил и их дальнейшее соединение.
В них входят:
- разделка концов кабелей и проводов, снятие изоляции;

скрутка оголенных жил;
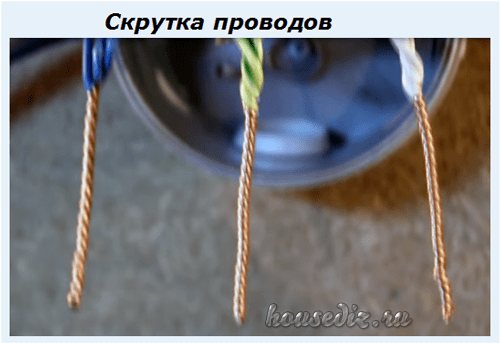
подготовка сварочного оборудования.

Особенности технологии
Для соединения проводов можно использовать переменный, постоянный или выпрямленный ток. Его величина должна расплавить медь в месте приложения электрода без нарушения внутренней структуры металла. При этом форма приложенного напряжения существенное влияние не оказывает, хотя сварной шов хорошего качества проще обеспечить на постоянном токе.
Сварка создает наиболее монолитный и прочный сплав металла с надежным контактом. Для нее достаточно регулировать токи в пределах 40÷120 А, подбирая их по поперечному сечению и количеству соединяемых проводов: электрод не должен прилипать, а дуге необходимо обеспечить устойчивое горение.
Медь обладает меньшей температурой плавления, чем сталь. Ее нет необходимости прогревать высокими токами, создавать большую дугу. Процесс протекает кратковременно, без образования большого количества брызг металла. Для непродолжительной работы сварщика допустимо использовать защитные очки вместо маски, упростить некоторые меры безопасности. Но работать все равно следует в специальной одежде и обуви.
Для сварки используют электрод из угля со слоем омеднения. Вполне допустимо заменить его стержнем от отработавшей батарейки или щеткой от электродвигателя.
Такой электрод подносят вплотную к скрутке и сразу же отводят на 0,5÷1 мм. Возникающая дуга расплавляет медь, образуя на окончании характерный шарик. Цепь тока сразу разрывают: кратковременностью процесса сохраняют целостность изоляции на проводах, исключают образование пористой структуры металла в создаваемом шве.

После охлаждения металла скрутку со сваркой обматывают изолентой (желательно матерчатой) или закрывают термоусадочной трубкой.
Входящие в распределительную коробку кабели рекомендую сразу подписывать. Такое соединение жил скруткой со сваркой работает надежно десятилетиями. При необходимости прозвонки электрической схемы надписи значительно облегчат работу потомкам.
Самодельные конструкции
На базе трансформаторов от старого оборудования многие сами сооружают аппараты, пригодные для сварки. Для кожуха необходима плотная коробка из огнестойкого материала, например, старый корпус от микроволновки. Некоторые умельцы монтируют схему с трансформатором и диодом на деревянной подставке. Если есть длинный кабель, для варки скрутки медных проводов применимо и такое оборудование. Варка проводится на весу, удаленность должна быть не менее 1,5 метров.
Можно использовать трансформатор любой мощности от 300 до 800 ватт, на вторичной обмотке должно быть напряжение от 12 до 36 В. Для сварки алюминиевых и медных проводов небольшого диаметра хватит 9 В. В качестве электрода, разжигающего дугу, используют угольные вкладыши пальчиковых батареек. На контакты выводят мощные провода с сечением не менее 15 мм2. Если нет толстого кабеля, скручивают 2 или три тонких провода.
https://youtube.com/watch?v=L75jxmwkoII
Себестоимость самодельного сварочного аппарата для сварки алюминиевых и медных проводов невысокая, используют трансформаторы от микроволновых печей, другой бытовой техники. С ними нужно обращаться аккуратно, нельзя их включать в сеть для проверки без удаления родной вторичной обмотки. Мощность может достигать 2000 В. С самодельной вторичной обмоткой трансформатор безопасен, к нему можно подключать угольный карандаш и плоскогубцы для зажима скрутки.
Как пользоваться паяльником
Ставим паяльник на поверхность (пол, стол и т.д.), загружаем его оловом, включаем в розетку и ждем пока он нагреется. Когда паяльник разогреется, олово в нашей ванночке расплавится. Ванночка должна быть полной
Я паяю скрутки так. Скрутки в распределительных коробках должны быть опущены кончиками вниз. В одной руке паяльник, в другой кусок канифоли. Опускаю скрутку в паяльник на пару секунд, прикасаюсь кусочком канифоли к нагретой скрутке и опять опускаю скрутку в паяльник. 2-3 секунды и скрутка пропаяна.

Недавно пропаял 16 распредкоробок за 30 минут. В каждой коробке по 3-5 скруток. Это получается 2 минуты на коробку вместе с перестановкой лестницы, переноса паяльника. Сами решайте быстро это или долго.
Аппараты инверторного типа

Преимущества сварочных инверторов
Плюсы инверторных агрегатов хорошо знакомы специалистам. Определенные модели оснащены ремешком, который позволяет носить инвертор на плече. Это дает возможность осуществлять сварочные работы со скруткой в распаечной коробке, стоя на стремянке. Инвертор можно подключать к бытовой электропроводке, так как аппарат имеет небольшое энергопотребление.
Инверторы обладают обширным спектром регулировки электротока. Их дуга весьма стабильная, прекрасно зажигается при небольших токах сварки. По этой причине и неподготовленный электрогазосварщик быстро способен достичь восхитительного эффекта и добиться оптимального качества сварки проводов.
Бытовые сварочные устройства маркируются аббревиатурой MMA. Затем указываются цифры, обозначающие величину рабочего тока – 200 или 250 B. Профессиональное устройство функционирует в температурном спектре до 150 градусов. Домашний аппарат обладает спектром от 0 до +30. Еще одним отличием домашнего устройства от профессионального и промышленного является длительность цикла работы.
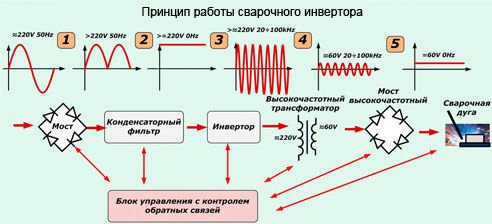
Алгоритм работы сварочного инвертора
Инвертор профессионального типа будет функционировать 8 часов с небольшими перерывами, промышленный – 24 часа с перерывом на 30 минут. Аппарат, предназначенный для бытовой эксплуатации, функционирует без перерывов 30 минут, а затем в течение часа остывает.
При сварке кабеля медного типа используется специальный угольный омедненный электрод, который именуют в простонародье «карандаш». Если угольного электрода нет, можно взять стандартный угольный стержень от непригодной батарейки. Сварочный ток, в зависимости от сечения и числа проводков, используется разного напряжения. Подходящим является тот режим, при котором прилипание электрода не происходит к участку сварки, а дуга устойчива.
Виды проводов для сварочника
Работа инвертора невозможна без его полной комплектации. В нее обычно включают не только сам аппарат, но и кабели. Они представляют собой проводник тока, выполненный из медной проволоки диаметром до 0,2 мм. Несколько таких элементов сплетаются в один пучок, который сверху имеет изоляционное покрытие.
 Назначение этого провода заключается в подводке тока от инвертора к держателю электродов. Это необходимо для того, чтобы подключить аппарат к электросети и заземлению. Выбираются провода на основе характеристики агрегата и кабеля и при этом учитываются следующие показатели:
Назначение этого провода заключается в подводке тока от инвертора к держателю электродов. Это необходимо для того, чтобы подключить аппарат к электросети и заземлению. Выбираются провода на основе характеристики агрегата и кабеля и при этом учитываются следующие показатели:
- Длина;
- Площадь сечения;
- Падения напряжения в контуре.
На рынке провода представлены различными видами, что дает возможность приобретать изделие, которое обеспечит максимальную эффективность при применении оборудования. Наиболее популярным у сварщиков считается кабель марки КГ. Он представляет собой гибкий провод, применяемый для подключения агрегата к сети.
 Провод медный КГ-ХЛ
Провод медный КГ-ХЛ
Различают несколько разновидностей кабелей, которые отличаются по допустимой нагрузке тока. Кроме того, имеются модификации, рассчитанные на применение в определенных климатических условиях. Например, для северных регионов – это КГ-ХЛ с покрытием из холодостойкой резины, для южных – КГ-Т, устойчивый к появлению грибка.
Выпускается и еще одна марка кабелей для инверторов – КОГ1. Они отличаются наличием гибкой жилы, что позволяет специалисту, работающему с оборудованием спокойно перемещаться, меняя положение электрододержателя без дополнительных усилий.
Основные характеристики для выбора
Широкий ассортимент оборудования представленный на отечественном рынке несколько смущает неопытных покупателей. Но только на первый взгляд кажется, что модели, отличающиеся ценой, имеют существенную разбежку в параметрах. На самом деле больших отличий в характеристиках и функциональности у аппаратов для сварки проводов нет. Недорогие модели обычно изготовлены в Китае, более качественное оборудование поставляют европейские производители. Однако даже в их продукции могут использоваться китайские комплектующие и в этом ничего плохого нет.
Поэтому выбирая агрегат необходимо обращать внимание на диапазон регулировки сварочного тока. Для использования в быту достаточно и 160-200 А, в то время как для профессиональной деятельности потребуется аппарат с большим диапазоном
Важна и длительность работы без перерыва. Она зависит от того, на каких токах эксплуатируется аппарат. При высоких значениях реально держать дугу не более 3 минут, при малых продолжительность работы может быть значительно большей. Имеет смысл учитывать и напряжение холостого хода. Чем оно выше, тем лучше будет работать ваше оборудование. В среднем оно не должно превышать 90 В.
Использование аппарата для сварки проводов опускается только в специальной защитной маске. И если провода прилагаются практически каждым производителем, то дополнительные компоненты могут быть не везде.
Обзор популярных моделей
Одним из самых востребованных аппаратов для сварки медных проводов является ТС 700-2. Он имеет компактные габариты и относится к переносным моделям. Этот прибор рассчитан на работу с жилами сечением не более 24 мм². Чаще всего его используют электрики, чтобы добиться максимально надежного и качественного соединения проводов.
Смотрим видео о данной модели:
https://youtube.com/watch?v=PYDZeEy8L2s
В комплектацию аппарата входят сварочные и сетевой кабель, электроды, сумка для переноски, защитные очки. Также каждый агрегат оснащен паспортом и инструкцией по эксплуатации. Стоимость оборудования составляет около 6 тысяч рублей.
Заключение
Сварочный аппарат является сложным прибором, работа с которым требует определенных навыков. Поэтому если имеются сомнения по его применению, то лучше воспользоваться услугами специалистов, что позволит получить гарантированно качественный результат.
Аппарат для сварки скруток
При замене проводки все скрутки медных проводов лучше сваривать или пропаивать, такую сварку я видел даже на алюминиевых проводах в проводке дома 1960 года постройки. Уже тогда строители знали о сварке проводов… Как сделать аппарат для сварки медных скруток своими руками читайте далее.
Клеммы Wago
Многие наверняка скажут: А клеммы типа Wago на что? На дворе 21-й век!
Поэтому порой старая добрая скрутка будет надежнее всего этого современного «добра»!
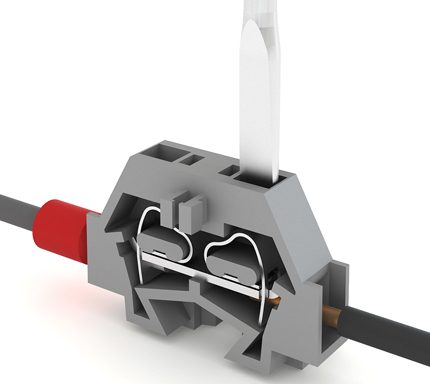
Одно время конечно были хорошие клеммы тупиковые — вставляешь туда скрутку и винтиком затягиваешь — получается заизолировано и крепко зафиксировано — обалденная штука, но сейчас они полностью пропали из продажи. Обидно
Параметры сварочного тока
Под параметрами подразумевается сила тока, напряжение и время сварки. Здесь у каждого свое мнение и понимание того, как нужно правильно настраивать дугу. Необходимое значение тока можно выставить, пользуясь инверторным сварочным аппаратом ресанта. Трансформаторные устройства подобным функционалом не обладают. Усредненные параметры для сварки проводки приведены в таблице.
| Сечение свариваемых проводов, кв. мм. | Количество жил, шт. | Ток, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Сварка обеспечивает наиболее качественное и надежное электрическое соединение проводки. Такой способ требует некоторого опыта и наличия оборудования. Однако полученный контакт будет обладать повышенной надежностью и прослужит не меньше, чем сами провода.
 Сварка позволяет получить надежное соединение проводов
Сварка позволяет получить надежное соединение проводов
Для сваривания необходим мощный источник тока, графитовые электроды и средства индивидуальной защиты. Во время работы следует остерегаться ярких вспышек дуги и раскаленных электродов. Нужно учитывать и то, что устройство работает от сетевого напряжения. Поэтому необходимо соблюдать элементарные правила электробезопасности.
Разновидности сварочного аппарата
Определиться с типом «сварочника» нужно прежде, чем приступать к работе. Существуют две разновидности аппарата: инверторный и трансформаторный. Инверторный сварочный аппарат – легкий и компактный – снабжен множеством защит и регулировок. Существуют разные модели, различающиеся мощностью и выходным током, предназначенные для настоящих «профи» и для «чайников». Небольшой вес (до 5-6 кг) и скромные габариты позволяют использовать подобные устройства как переносные. Их можно просто повесить на плечо и работать в самых сложных условиях. Аппарат уверенно варит электродами диаметром до 4-5 мм, да и стоит вполне приемлемо.
Классификация сварочных аппаратов.
Единственный недостаток – ремонтопригодность. В случае поломки без познаний в современной электронике починить самостоятельно его не удастся. Важный совет новичкам от профессионалов – «инверторник» нельзя ставить на землю. Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
В основе трансформаторных сварочных аппаратов лежит традиционная схема: сетевой трансформатор с медными обмотками. Отсюда солидные габариты, приличный вес и соответствующая цена. К несомненным плюсам таких устройств следует отнести возможность работы с металлом практически любой толщины и простоту в ремонте.
Технология сварки медных скруток
Для сварки провод очищают на 5–7 см от конца, чтобы во время работы не повредить сварочным оборудованием изоляцию. Сердечники складывают параллельно, концами в одну сторону. Скручивают, сильно зажимают скрутку плоскогубцами. Электродом касаются кончика скрутки. За 1–2 секунды образуется шарик однородного металла. Заваренную скрутку остужают, изолируют термоусадочной трубкой или изоляционной лентой.
Перед работой нужно потренироваться на обрезках кабеля, чтобы выбрать параметры рабочего тока. Угольный электрод сначала 5 секунд прогревают, только потом направляют на скрутку. Время выдержки зависит от количества проводников, диаметра жил. Медь нельзя перекаливать до потемнения, соединение будет хрупким, способно рассыпаться при укладке провода в щиток или распределительную коробку.
https://youtube.com/watch?v=udzayPc9mME
При выборе сварочного аппарата, предназначенного для сварки алюминиевых и медных проводов, учитывают параметры тока. Выбирают устройства с минимальным шагом настроек. Компактные легкие инверторы можно носить на плече. Универсальные хороши тем, что ими выполняют многие виды сварочных работ.

При замене проводки все скрутки медных проводов лучше сваривать или пропаивать, такую сварку я видел даже на алюминиевых проводах в проводке дома 1960 года постройки. Уже тогда строители знали о сварке проводов. Как сделать аппарат для сварки медных скруток своими руками читайте далее.