Электроды для сварки медных проводов
Для сварки проводов в распределительной коробке требуются специальные графитные или угольные электроды с омеднением. Такие электроды имеют температуру плавления, превышающую в несколько раз плавление меди. Они легко поддаются процессу резки, что позволяет делать стержни удобной для работы длины.
При использовании самодельного аппарата для сварки проводов в распределительной коробке лучше применять угольные электроды, имеющие большую температуру электрической дуги, нежели графитовые. Это свойство позволяет проводить сварочные работы на минимальных токах. Графитовые электроды широко применяются при сварке инвертором, так как такой аппарат имеет регулировку силы тока. Сварка инвертором получается более высокого качества. При отсутствии заводских стержней можно использовать стержни от батареек или щетки от электрического двигателя.
Технология процесса и способы сварки проводов
Существуют различные технологии соединения жил: с помощью клеммников, сжимов, опрессовки, пайки или сварки — все они подробно описаны в Правилах электроустановок (ПУЭ) и используются на практике. Наиболее надежным из всех признан метод сварки.
Рис.1
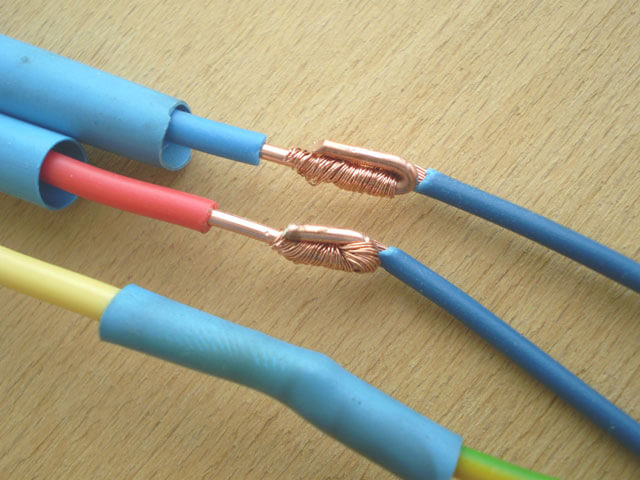
Сваренные воедино проводники представляют собой однородную жилу с рекордно низким переходным сопротивлением, что полностью исключает их нагрев и гарантирует пожаробезопасность. Для электропроводки, в основном, используется медный провод.
Чтобы выполнить сварку, нужен аппарат с постоянным или переменным током напряжением 12-36 В, с возможностью регулирования тока. Этому условию отвечает инвертор для сварки медных проводов (рис.1).
Учитывая его немалую стоимость, некоторые умельцы вместо него используют трансформатор (рис. 2) или сварочный аппарат, изготовленный своими руками .
В данной статье мы не будем рассказывать о том, как сделать сварочник самостоятельно. Модель может зависеть от исходных материалов, имеющихся у мастера под рукой, и от его знаний и умений.
Рис. 2
Для получения надежного соединения двух и более проводников (жил) используется отработанная технология. Порядок действий таков:
- С жилы аккуратно снимают отрезок изоляции длиной 60-80 мм, для чего используют нож или специальный инструмент (стриппер, зачиститель, съемник и др.). Разделку производят исключительно вдоль проводника, чтобы случайно не сделать надрез.
- Тщательно зачищают поверхность до состояния блеска.
- Оголенный участок проводника обрабатывают наждачной шкуркой.
- Смачивают чистую тряпочку ацетоном, либо уайт-спиритом и протирают поверхности проводников. Для медных проводов используют буру.
- Выполняют скрутку. При выполнении скрутки не стоит допускать небрежность. Нельзя просто свить проводки в «жгутик» или сплести из них «косичку». Работу выполняют аккуратно, чтобы не поломать проводники.
- Выравнивают концы и ровно срезают торец, чтобы он имел плоский срез. Для этого используют монтажные ножницы или обыкновенные кусачки.
- Сварка проводов, скрученных в единый элемент, выполняется по торцам проводников и занимает 1-2 секунды, в зависимости от количества жил в скрутке и полученного общего сечения.
- Получившаяся в процессе сварки капля (в виде шарика) должна остыть (рис 4).
- Для долговечности ее можно покрыть лаком.
- Завершают работу намоткой изоляции (качественной, с надежным прилипанием) или помещением скрутки в термоусадочную трубку.
Рис. 4. Сварочный «шарик»
Это интересно: Как приварить петли на ворота самостоятельно, инструкция
Сварочный кабель, виды, маркировка
На современном рынке представлено большое количество разнообразных кабелей. Основная классификация подразумевает разделение проводников на группы в зависимости от количества жил:
- провода с одной медной жилой используются для оснащения переносных сварочных аппаратов при осуществлении электродуговой сварки;
- шнуры с двумя жилами из меди или её сплавов представляют собой анод и катод, что позволяет применять их при импульсной сварке и для резки металлов;
- трехжильные предназначены для проведения автоматического сваривания и для получения струйного шва.
Данные проводники маркируются следующим набором букв и цифр: КС (кабель сварочный) — 1-3 (количество жил). Также в маркировке могут присутствовать обозначения: П — полимерная защита; ВЧ (П, П) — высокочастотный ток переменного или постоянного вида.
Далее мы рассмотрим марки кабелей из первой группы.
КРПТ
КРПТ — это марка сварочного кабеля для ручной дуговой сварки, аббревиатура включает следующие обозначения:
К — кабель; Р — резиновая изоляция и оболочка; П — переносного типа; Т — тяжелый.
КРПТ представляет собой гибкий проводник с медными жилами, используется для работы как в закрытом помещении, так и на улице.
Данная марка кабеля для сварочного аппарата применяется для присоединения передвижных и переносных механизмов к сетям с переменным напряжением до 660 В частотой до 400 ГЦ или с постоянным напряжением до 1000 В.
Цифровая маркировка включает количество жил и площадь их сечения, в качестве разделительного символа применяется вопросительный знак — «?». Маркировка может иметь многозвенную форму: провод включает жилы с разным сечением или одна из них используется для заземления.
Важно! КРПТ является устаревшей маркой проводников, поэтому он снят с производства. В качестве аналога выступает КГ
КГ
КГ (кабель гибкий) — это наиболее популярная марка сварочного кабеля, предназначена для подключения к сетям переменного напряжения до 660 В частотой 400 Гц или постоянного напряжения до 1000 В.
Специалисты выделяют следующие разновидности КГ, которые предназначены для использования в разных климатических условиях:
КГ-ХЛ — холодостойкий, применяется в условиях очень низких температур — до -60°С;
КГ-Т — тропический, предназначен для выполнения работ в высоких температурах — до +55°С;
КГн — провод имеет негорючую изоляцию, рекомендуется для выполнения сваривания в пожароопасных условиях.
КГ-КОГ — наиболее гибкий тип провода, следует применять для работы в труднодоступных местах, в закрытых помещениях, при возведении металлоконструкций на высоте.
Кабели КГ различаются по максимальной токовой нагрузке, которую они выдерживают. Величина тока, в свою очередь, зависит от площади сечения провода. Основные виды КГ представлены в статье «Сварочный кабель КГ».
КОГ
Еще одной популярной маркой является КОГ — кабель особо гибкий, предназначен для проведения работ в труднодоступных местах.
Высокая гибкость провода гарантирует быстрое изменение положения сварочного оборудования, что обеспечивает комфорт для исполнителя.
Проводники КОГ предназначены для соединения электрододержателей при дуговой сварке, автоматических или полуавтоматических установок с источником на переменное напряжение 220 В частоты 50 Гц или постоянное напряжение 700 В.
КОГ является аналогом КГ, имеет некоторые конструктивные особенности. Маркировка сварочного кабеля КОГ и его разновидностей:
- КОГ-Т обладает следующим температурным диапазоном эксплуатации: от -30 до +50°С;
- КОГ-У — от -50 до +50°С;
- КОГ-ХЛ — от -60 до +50°С.
Другая важная информация представлена в статье «Сварочный кабель КОГ».
Это интересно: Описание и характеристики магнитных уголков для сварки: рассказываем вопрос
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
https://youtube.com/watch?v=mfzo03kTxIE
Важно! Новый паяльник при первом подключении в розетку начинает дымить. Не следует переживать. Это абсолютно нормальное явление
Дым образуется из-за выгорания технической смазки, которая использовалась при производстве паяльника. Через 3-5 минут это пройдет
Это абсолютно нормальное явление. Дым образуется из-за выгорания технической смазки, которая использовалась при производстве паяльника. Через 3-5 минут это пройдет.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.

Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Важно! Существуют и другие, экзотические виды паяльников. Например, инфракрасный. Нагрев осуществляется с помощью ИК теплового излучения
Нагрев осуществляется с помощью ИК теплового излучения.
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.
В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.

Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.
 Паяльник с регулятором мощности
Паяльник с регулятором мощности
Сварка медных жил проводов графитовым электродом
В современном соединении проводов все больше находит применение угольный электрод для сварки концов медных проводов. Этот способ заменяет устаревший метод спаивания медных жильных скруток. При этом не требуется применение припоя и флюса. Задача сварки такая же, как и при пайке – это обеспечение надежного и долговечного контакта между двумя, а то и несколькими проводами, так как обычным соединением добиться этого невозможно. На поверхности меди со временем непременно появляется пленка из-за окисления. После процесса сваривания место соединения жил сваривается отличительно, чем при спаивании, спайка происходит лишь на кончике. Однако и такой образованный контакт при завышенной нагрузке предотвращает перегрев сваренных жил кабелей.
Графитовый электрод для сварки
Из-за своих технических характеристик графитовый электрод легко режется, медленнее расходуется, не растрескивается при сварке. Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Регулирование силы тока во время сварки
Регулировка тока вовремя сварки проводов происходит в приделе от 30 до 120 ампер (в этом диапазоне работает большинство инверторных сварочных аппаратов). В любом случае вам придется подбирать опытным путем точный ток сварки, так как:
- Каждый инвертор имеет свои особенности.
- Напряжение вашей сети может не соответствовать 220 Вольтам.
- Химический состав медных жил проводов может отличаться из-за разных производителей.
- К тому же вам не помешает потренироваться, чтобы работа прошла как можно качественнее и быстрее.
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.
Нормы монтажа проводки в распределительной коробке
Итак:
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов, как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.
Соединение методом сварки
Итак:
Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт. Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.
Соединение проводов метод опрессовки
Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Подробная инструкция
Сначала рассмотрим самый простой вариант, когда необходимо скрепить два одножильных проводника из одного и того же металла (к примеру, медь).
Технология выглядит следующим образом:
- Тщательно зачищаем обе жилы от изоляции примерно на 5 см. Для этого также можно использовать специальный инструмент для снятия изоляции.
- Оголенные жилы зачищаем до металлического блеска ножом или наждачной бумагой.
- Скрещиваем две жилы и скручиваем их по часовой стрелке между собой, так чтобы они обвили друг друга по спирали (смотрите схему ниже).
- Изолируем готовую скрутку с помощью изоленты. Также рекомендуется использовать термоусадочную трубку, которая надежно защищает оголенную область от внешней среды.

Как Вы видите, ничего сложного нет. Особенность заключается в том, что необходимо оголять жилы не меньше чем на 5 см и скручивать пассатижами, чтобы был неразрывный и надежный контакт.
Также хотелось бы дать пару советов по поводу более сложной ситуации, когда необходимо сделать скрутку одножильного и многожильного провода. В этом случае сначала повторяем пункт «1» и «2» из инструкции, предоставленной выше. Далее необходимо скрестить изделия и многожильный провод тщательно намотать на середину одножильного (на расстоянии 2,5 см от конца). Когда все витки будут накручены, свободный конец одножильного проводника необходимо загнуть пассатижами в сторону витков, как показано на фото ниже. После этого соединение изолируется и укладывается в распределительную коробку. Кстати, таким же образом можно сделать хорошую скрутку двух многожильных проводов.
Следует обратить Ваше внимание на то, что делать скрутку из алюминия и меди нельзя ни в коем случае. Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать
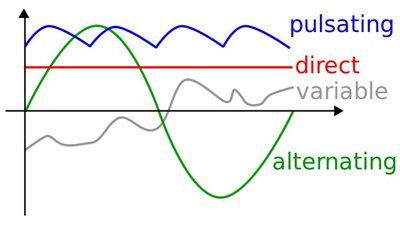
При постоянном токе такое соединение особенно быстро разрушится
Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится
Первая и главная причина – между алюминием и медью образуется гальваническая пара, в результате химических реакций, при попадании влаги (она в любом случае будет), начинается электролиз и соединение разрушается. Сопротивление контакта возрастает до тех пор пока он не пропадет полностью, при этом он начинает греться и обгорать. При постоянном токе такое соединение особенно быстро разрушится.
Вторая причина – у меди и алюминия разный коэффициент теплового расширения, под нагрузкой, когда контакт нагреется – проводники будут расширяться «по разному», а после остывания скрутка ослабнет и сопротивление еще больше возрастёт – как снежный ком.
Третья причина – на поверхности алюминия всегда образуется оксидная защитная плёнка, из-за которой также повышается сопротивление контакта, поэтому для соединения алюминиевых проводов покрывают кварцевазелиновой пастой, а клеммники для них продаются уже наполненными этой пастой.
Вот такие схемы Вы можете использовать при скрутке проводов своими руками: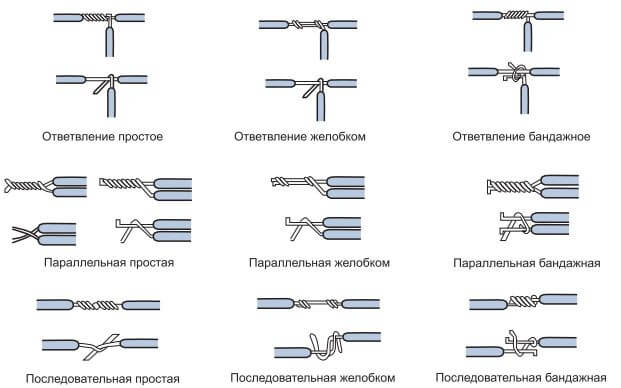
Также советуем Вам просмотреть наглядную видео инструкцию:
https://youtube.com/watch?v=XBP605jF0lE
Интересное приспособление позволит Вам быстро осуществлять скрепление:
https://youtube.com/watch?v=glxUI2lxHxs
Пайка проводов
Порядок работы при пайке проводников такой:
- Снятие изоляции;
- Зачистка проводов;
- Облуживание;
- Скрутка;
- Пайка;
- Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор сварочного провода
Этот кабель служит для подачи тока в место, где происходит соединение деталей. Поскольку процесс наиболее важный, сварочные провода имеют высокие требования, перечислим основные из них:
- Изоляция должна быть сверхпрочной и выдерживать множество процедур скручиваний;
- Сечение провода должно быть стойкой к нагрузкам, которые создаёт инвертор;
- Токопроводящие жилы, должны быть в полимерной оплётке;
- База изоляции провода, должна быть изготовлена из шланговой резины;
- Провод должен быть стойким к механическим повреждениям, а также не проявлять слабость к химическим веществам и агрессивной среде.
Сварка проводов своими руками
Для проведения сварки необходимы графитовые медные электроды. Их можно приобрести ровно столько штук, сколько требуется, поэтому много денег для этого будет не нужно. А всего таких электродов необходимо будет один или два. Вместо них можно воспользоваться графитовой щеткой, взятой из коллекторного электрического двигателя.
Она вставляется в сварочный аппарат таким же способом, как и электрод. Для замыкания дуги лучше всего подготовить «крокодильчики» (и не забыть их снабдить ручками с прочной изоляцией), потому что обычным держателем и зажимом в распределительной коробке трудно будет обойтись.
Перед тем, как проводится сварка проводов в распределительной коробке, провода очищают от имеющейся изоляции. Для обеспечения прочного контакта не последняя роль отводится площади, где происходит соприкосновение поверхностей. Для этого жилы оголяются приблизительно на десять сантиметров. Когда скрутятся провода, их длина будет равна пяти сантиметрам. Масса присоединяется к скрутке рядом с изолированной частью.
После сварки работа завершается путем изолирования скруток. Для этого пользуются изолентой, как раньше, однако есть другой, более современный метод изоляции — термоусадочные трубки. Вокруг проводов заматывать изоленту, если рядом находятся другие скрутки, будет очень неудобно. Поэтому в этом случае помогут термоусадочные трубки, которые легко надеваются и подогреваются с помощью строительного фена. В нагретом состоянии, они зажимаются вокруг проводов, создавая прочную оболочку.