Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.
Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
Особенности эксплуатации
Самодельная сборка нагревателя – это лишь половина дела
Не менее важное значение имеет правильная эксплуатация получившейся конструкции. Изначально, каждый такой прибор представляет определенную опасность, поскольку он не способен самостоятельно контролировать уровень нагрева теплоносителя. В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств
В связи с этим, каждому нагревателю требуется определенная доработка, то есть установка и подключение дополнительных контрольных и автоматических устройств.
В первую очередь выход трубы оборудуется стандартным набором устройств, обеспечивающих безопасность – предохранительным клапаном, манометром и приспособлением для отвода воздуха. Следует помнить, что индукционные водонагреватели будут нормально работать лишь при наличии принудительной циркуляции воды. Самотечная схема очень быстро приведет к перегреву элемента и разрушению пластиковой трубы.
Во избежание подобных ситуаций, в нагревателе устанавливается термостат, подсоединенный к устройству аварийного отключения. Опытные электротехники используют для этих целей терморегуляторы с температурными датчиками и реле, отключающие цепь при достижении теплоносителем заданной температуры.
Самодельные конструкции отличаются довольно низкой эффективностью, поскольку вместо свободного прохода, на пути воды имеется препятствие в виде частиц проволоки. Они почти полностью перекрывают трубу, вызывая повышенное гидравлическое сопротивление. При нештатных ситуациях возможны повреждения и разрыв пластика, после чего горячая вода непременно приведет к короткому замыканию. Обычно такие нагреватели используются в небольших помещениях, в качестве дополнительной системы отопления в холодное время года.
https://youtube.com/watch?v=MkGh1ssfS0k
Отопительная система – важная составляющая любого дома. Её можно назвать «сердцем» жилища, ведь именно тепло формирует уют и атмосферу. Рынок изобилует различными видами газовых котлов, потому что они считаются самыми эффективными. Однако газовая магистраль может быть расположена довольно далеко, поэтому в данном случае электрическое оборудование выходит на первый план. Довольно популярны индукционные котлы. Достоинством этого типа обогрева является то, что индукционная печь из сварочного инвертора без проблем изготавливается своими руками. На основе вихревых током можно сконструировать также индукционный нагреватель для металла, взяв за источник тока сварочный инвертор.
Инструкция по изготовлению индукционного нагревателя
Чтобы осуществить переделку сварочного оборудования в индукционную печь, необходимо подготовить расходные детали и инструменты
Также важно подготовить чертежи и придерживаться инструкции по сборке
Простое изделие на основе сварочного инвертора
Для изготовления простого, но эффективного нагревателя, можно использовать сварочный инвертор. Процесс изготовления достаточно простой:
- Для начала нужно взять толстостенную полимерную трубку.
- С торцевой части трубы стоит установить разводку и 2 вентиля, а внутрь засыпать куски стальной проволоки небольшого диаметра и размера (5 мм).
- Закрепить верхний вентиль.
- Выполнить 90 витков медной проволокой для сборки индуктора.
В качестве генератора используется сварочный аппарат, а роль нагревателя играет трубка с проволокой. Аппарат устанавливается в режим переменного тока с повышенной частотой.
В процессе нагрева происходит излучение магнитного поля и прогревание проволоки вихревыми потоками. Это вызывает закипание жидкости.
Экспериментальная модель нагревателя мощностью 1600 Вт
Для сборки экспериментального оборудования мощностью 1,6 кВт потребуется подготовить металлическую трубу с толстыми стенками. Поскольку катушка без особых сложностей сможет прогреть любой материал, можно усовершенствовать нагреватель.
Корпус можно изготовить из пластиковой трубы, которая обладает большим диаметром, чем элемент системы отопления. Оптимальная длина изделия составляет 1 м, а внутреннее сечение — 50-80 мм.
Чтобы подключить нагреватель к оборудованию, потребуется закрепить переходники сверху и снизу корпуса. Нижняя секция закрывается решеткой, а затем внутрь корпуса помещают наполнитель из небольших металлических частиц.
Для обмотки подходит медный провод с изоляцией сечением 1-1,5 мм. Использование более толстой проволоки неоправданно, поскольку это усложнит плотное расположение витков.
Печь для нагрева металла
Из-за повышенной пожарной безопасности метод индукции применяется в металлургии. Собрать нагреватель для обработки металлических заготовок можно из подручных средств. Для предстоящих работ потребуется подготовить:
- 12-вольтный аккумулятор.
- Медную обмоточную проволоку.
- Пленочные конденсаторы.
- Транзисторы и диоды.
- Кольца блока питания от персонального компьютера.
Индукционная печь из сварочного инвертора.
Последующая сборка производится по такой инструкции:
На радиаторы охлаждения устанавливаются транзисторы. Во время использования прибор интенсивно нагревается, поэтому лучше подготовить крупные радиаторы.
Изготавливаются дроссели. Для их сборки применяют медную проволоку и кольца блока питания ПК
Важно следить, чтобы межвитковое расстояние оставалось идентичным на каждом отрезке.
Собирается конденсаторная батарея. Емкость элемента питания должна составлять 4,7 мкФ.
Изготавливается обмотка. Диаметр медной проволоки должен составлять 2 мм
Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
Диаметр медной проволоки должен составлять 2 мм. Потребуется выполнить 8 витков, чтобы во внутреннем пространстве поместились все обрабатываемые детали.
На последнем этапе подключается аккумулятор. Ток регулируется во время изготовления печи. Для этого достаточно поменять количество витков.
Кроме того, следует предусмотреть систему отвода тепла и вентиляции, т.к. во время работы печь сильно нагревается.
Нагреватель для воды
Использование такого агрегата в частном доме позволит организовать бесперебойную подачу ГВС или обогрев помещения. Система расходует много электрической энергии, но обладает простой схемой сборки и отсутствием сложностей в обслуживании. Предстоящая сборка начинается с подготовки:
- Сварочного инвертора.
- Теплоизолятора (подойдет керамзит).
- Проволоки из меди и стали.
- Отрезка пластиковой трубы с толстыми стенками.
- Трубок разного диаметра.
https://youtube.com/watch?v=YVqeCTkgfrk
На первом этапе начинается изготовление котла. Его можно соорудить из 2 трубок разного сечения, которые вставляются друг в друга с выдерживанием зазора 20-25 мм.
Дальше производится приваривание концов колец и подсоединение к общей системе отопления. Во внешнюю стенку нужно вварить выходную и входную трубки.
Затем изготавливается обмотка, которая в точности повторяет форму котла. Всего нужно выполнить 35-40 витков, соблюдая равное межвитковое расстояние.
На последнем этапе собирается защитный корпус, который делается из диэлектрического материала, и подключается инверторный аппарат и теплоноситель.
Правильно собранная конструкция сможет прослужить в течение 20-25 лет без ремонта и замены расходных деталей.
Индукционный нагреватель своими руками
Индукционный нагреватель незаменимая вещь для кузнецов, токарей, слесарей и домашних мастеров. С его помощью всегда легко и быстро можно нагреть и даже расплавить металл, вам не нужны дорогие теплоносители, такие, как уголь и газ, достаточно подключить к прибору электричество. Происходит бесконтактный нагрев металла токами высокой частоты, по научному волнами радиочастотного диапазона. Прибор широко применяют для термообработки, закалки и гибки деталей, бесконтактной плавки, пайки и сварки, металлов. В ювелирном деле для термической обработки мелких деталей. В медицине для дезинфекции медицинского инструмента. В автосервисе слесаря нагревают заржавевшие гайки. Так же индуктор устанавливают в индукционных котлах, применяемых для отапливания жилых помещений. На этом рисунке изображена рабочая схема индукционного нагревателя, который вы легко можете сделать своими руками.
Схема индукционного нагревателя
Устройство состоит из задающего генератора высокой частоты собранного на двух мощных полевых транзисторах. Рабочее напряжение генератора зависит от мощности установленных полевых транзисторов. С транзисторами IRFP250 устройство можно питать напряжением от 12 до 30 вольт. А если установить транзисторы IRFP260, тогда напряжение питания можно поднять от 12 до 60 вольт.
Мощность индуктора заметно возрастет, температура нагрева металла поднимется более 1000 градусов, что позволит плавить металлы. В процессе работы транзисторы будут очень сильно нагреваться, поэтому их надо установить на большие радиаторы и поставить мощный вентилятор. На холостом ходу индуктор потребляет не менее 10А, а в рабочем состоянии не менее 15А, соответственно требуется очень мощный блок питания минимум на 20А.
На этом рисунке изображена печатная плата индукционного нагревателя.
Так же вам понадобятся резисторы R1, R2 на 10К мощностью 0.25 Ватт. Резисторы R3, R4 с сопротивлением 470 Ом не менее 2 Ватт. Диоды D1, D2 ультрабыстрые UF4007 или другие аналогичные на максимальный ток до 1А. Стабилитроны VD1, VD2 мощностью не менее 5 Ватт с напряжением стабилизации 12В например 1N5349 и другие. Дроссели L1, L2 размером 27х14х11 мм желтого цвета с белой полосой я вытащил из компьютерных блоков питания. На каждый дроссель надо намотать 25 витков медного провода диаметром 1 мм желательно в лаковой изоляции, если не найдете, подойдет одножильный провод в полихлорвиниловой изоляции на скорость сильно не влияет.
Конденсаторы С1-С16 металлоплёночные 0.33 мкФ 630В, соединяются параллельно рядами 4х4, в блоке всего шестнадцать штук. С меньшим рабочим напряжением лучше не ставить, будут сильно греться. Между конденсаторами оставляйте небольшое расстояние для хорошего охлаждения потоком воздуха.
Дроссели решил приклеить силиконовым герметиком, чтобы не болтались.
Важную деталь нагревателя, индуктор я сделал из медной трубки диаметром 6 мм длинною 1 метр. Купить такую можно в любом автомагазине типа «Газовщик» и там где торгуют газо-балонным оборудованием для автомобилей. Медную трубку наматываем на кусок полипропиленовой трубы внешним диаметром 40 мм, такая труба используется в пластиковом отоплении. Делаем пять витков, расстояние между верхним краем первого витка и нижним краем пятого витка должно быть 40 мм. Концы трубы изгибаем, как на рисунке и прикрепляем к радиаторам с помощью двух клемных колодок для провода сечением 16 мм².
В процессе работы индуктор будет сильно нагреваться от раскаленной детали, что может привести к повреждению медной трубки, поэтому надо сделать охлаждение. На концы медной трубки я одел силиконовые трубки и подключил насос омывателя лобового стекла автомобиля. Насос от ВАЗ 2114 и силиконовые трубки купил в автомагазине. Получилась нормальная водяная система охлаждения.
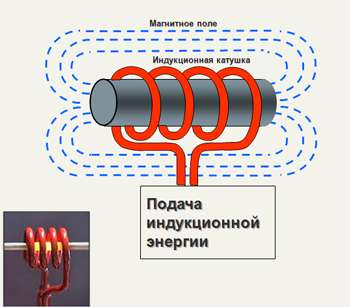
Принцип работы и область применения
Генератором повышается частота тока и передаёт свою энергию катушке. Индуктором ведётся преобразование высокочастотного тока в переменное электромагнитное поле. С высокой частотой меняются электромагнитные волны.
Нагревание происходит за счёт разогрева вихревых токов, которые провоцируются переменными вихревыми векторами электромагнитного поля. Почти без потерь передаётся энергия с высоким КПД и энергии достаточно на разогрев теплоносителя и даже больше.
Аккумуляторная энергия передаётся на теплоноситель, который находится внутри трубы. Теплоноситель, в свою очередь, является охладителем нагревательного элемента. За счёт чего, увеличивается срок эксплуатации.
Промышленность является наиболее активным потребителем индукционных нагревателей, так как многие проектирования предусматривают вести с высокой термообработкой. С их использованием повышается прочность продукции.
В высокочастотных кузницах устанавливаются приборы с высокой мощностью.
Кузнечно-прессовые компании, используя такие агрегаты, повышают производительность труда и уменьшают износ штампов, сокращают расход металла. Установки со сквозным нагревом могут охватывать сразу некоторое количество заготовок.
При поверхностном упрочнении деталей, применение такого нагрева позволяет увеличить в несколько раз износостойкость и получить значительный экономический эффект.
https://youtube.com/watch?v=PetFNjKUxjs
1 Применение ТВЧ в промышленности
Токи высокой частоты – это токи, в которых число колебаний за одну секунду достигает одного миллиона. Напряжение в станках ТВЧ может быть от одной тысячи до нескольких сотен тысяч вольт.
Устройства ТВЧ широко используют в промышленности.
- с помощью ТВЧ в индукционных печах происходит плавление любого металла. Удобство данного метода состоит в том, что применяться он может в условиях полного вакуума. Это позволяет избежать окисления и загрязнения металлов;
- с помощью высокочастотных токов производят закалку металла. Особенность такой закалки состоит в том, что закаляется лишь оболочка изделия, внутренняя часть остается пластичной. Это защищает металл от хрупкости;
- с помощью устройств ТВЧ сваривают некоторые детали в автопромышленности.;
- в медицине высокочастотные токи применяются для лечения кожных заболеваний, методом улучшения кровообращения в капиллярах, суставов, позвоночника, прогревания внутренних органов;
Последним изобретением на основе высокочастотных токов стал станок по сварке натяжных потолков из ПВХ. Это устройство мы рассмотрим подробнее.
1.1 Устройства ТВЧ для устройства натяжных потолков ПВХ
Натяжные потолки сегодня по праву занимают одно из первых мест во внутренней отделке дома. Они обладают высокими эстетическими качествами, довольно быстро монтируются, позволяют скрыть потолочные коммуникации. К тому же на натяжных полотнах могут быть нанесены узоры, рисунки и, даже, собственные фотографии.
Станок ТВЧ отличается высокой скоростью выполнения сварки натяжных потолков
С помощью расцветки и формирования полотен дизайнеры решают вопросы визуального увеличения пространства, искусственного точечного освещения помещений и многое другое.
Шов на натяжных потолках из ткани или ПВХ должен быть:
- прочным. Полотно на потолке имеет достаточно высокий коэффициент натяжения. Поэтому шов на ткани или ПВХ должен быть настолько прочным, чтобы не разорвался и не потянулся ни при монтаже, ни со временем;
- незаметным. Прелесть натяжных потолков заключается именно в том, что они выглядят как единое полотно из красивой ткани. Любые загибы или сварочные швы значительно снизят эстетичность интерьера.
Шов, выполненный на стенке ТВЧ является прочным и имеет эстетичный вид
Именно эти две задачи можно безупречно решить с помощью аппарата ТВЧ для натяжных потолков.
1.2 Устройство
Станки ТВЧ состоят из следующих механизмов:
- Механизм подавления электродуги. В случае появления искр или, как следствие, электрической дуги, свариваемое полотно может прогореть. К тому же есть вероятность выхода из строя самого сварного электрода. Поэтому станок оснащен автоматическим регулятором, который снижает мощность генератора, в случае опасности возникновения искр.
- Механизм для подавления помех. Поскольку высокочастотные токи создают собственное высокое магнитное поле, но при этом чувствительны к другим магнитным полям, станок оснащен экраном, создающим, своего рода, защитный купол над отдельно взятым ТВЧ устройством.
- Предохранительное устройство защищает станок от перепадов напряжения в электросети.
- Сварное устройство. Данный механизм соединяет ПВХ полотна посредством диэлектрического нагревания.
- Механизм привода. Большинство станков оснащены приводами двух типов: ножным и пневматическим. Пневматический привод является более точным и более безопасным, поскольку позволяет уберечь станок и полотно от пережима и прочих ошибок обслуживающего персонала.
- Кроме этого каждый станок предусматривает наличие инвертора, который, собственно, и генерирует высокочастотные токи.
Все эти механизмы устанавливаются на станину, представляющую собой стол. Такая станина позволяет удобно уложить полотно для сварки и избежать изгибов или искривлений.
1.3 Принцип работы
Принцип работы ТВЧ станков для натяжных потолков основывается на диэлектрическом нагреве двух полотен, контактирующих между собой. В процессе сварки в отдельных случаях могут использоваться присадочные материалы.
Такие устройства позволяют производить спайку:
- быстро;
- равномерно;
- надежно;
- прогревая лишь конкретные точки.
Станок ТВЧ JL-5000FA для натяжных потолков
Процесс спайки производится посредством двух электродов, через которые и проходит диэлектрический ток.
Спайка может производиться тремя способами:
- встык;
- внахлест;
- Т-образным швом.
ТВЧ станки производства Китай для ПВХ в промышленности применяют не только для пайки натяжных потолков. С их помощью изготавливают:
- подушки безопасности для автомобилей;
- детские надувные мячи и круги;
- пляжные горки и аттракционы, типа «банана»;
- пляжные сумки и матрацы, и прочие изделия из ПВХ.
Индукционный генератор тепла в системе отопления
Чтобы организовать отопление частного дома с помощью индукционного нагревателя, проще всего использовать трансформатор, который состоит из первичной и вторичной короткозамкнутой обмотки. Вихревые токи в таком устройстве возникают во внутренней составляющей и направляют образовавшееся электромагнитное поле на вторичный контур, который одновременно выполняет роль корпуса и нагревательного элемента для теплоносителя.
Обратите внимание, что в качестве теплоносителя при индукционном нагреве может выступать не только вода, но также антифриз, масло и любые другие токопроводящие среды. При этом степень очистки теплоносителя большого значения не имеет
Инверторный нагреватель имеет компактные размеры, работает бесшумно и может быть установлен практически в любом подходящем месте, соответствующем требованиям техники безопасности
Индукционный отопительный котел оснащают двумя патрубками. Нижний патрубок, по которому будет поступать холодный теплоноситель, необходимо устанавливать на вводном участке магистрали, а вверху устанавливают патрубок, передающий горячий теплоноситель к подающему участку трубопровода. Когда теплоноситель, находящийся в котле, нагревается, возникает гидростатический напор, и теплоноситель поступает в отопительную сеть.
В работе индукционного нагревателя есть ряд преимуществ, о которых следует упомянуть:
- теплоноситель в системе постоянно циркулирует, что предотвращает вероятность ее перегрева;
- индукционная система вибрирует, в результате накипь и другие осадки не откладываются на стенках оборудования;
- отсутствие традиционных нагревательных элементов позволяет эксплуатировать котел с высокой интенсивностью, не опасаясь частых поломок;
- отсутствие разъемных соединений исключает протечки;
- работа индукционного котла не сопровождается шумом, поэтому его можно установить практически в любом подходящем помещении;
- при индукционном нагреве не выделяются какие-либо опасные продукты разложения топлива.
Безопасность, бесшумная работа, возможность использовать подходящий теплоноситель и долговечность оборудования привлекли немало домовладельцев. Некоторые из них задумываются о возможности изготовить самодельный индукционный нагреватель.
Инструкция по изготовлению
Чертежи
Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 2. Устройство.
Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- паяльник;
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки, которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора, полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды, которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
https://youtube.com/watch?v=Bl6uNFvubgk
Принцип работы и область применения
Генератором повышается частота тока и передаёт свою энергию катушке. Индуктором ведётся преобразование высокочастотного тока в переменное электромагнитное поле. С высокой частотой меняются электромагнитные волны.
Нагревание происходит за счёт разогрева вихревых токов, которые провоцируются переменными вихревыми векторами электромагнитного поля. Почти без потерь передаётся энергия с высоким КПД и энергии достаточно на разогрев теплоносителя и даже больше.
Аккумуляторная энергия передаётся на теплоноситель, который находится внутри трубы. Теплоноситель, в свою очередь, является охладителем нагревательного элемента. За счёт чего, увеличивается срок эксплуатации.
Промышленность является наиболее активным потребителем индукционных нагревателей, так как многие проектирования предусматривают вести с высокой термообработкой. С их использованием повышается прочность продукции.
В высокочастотных кузницах устанавливаются приборы с высокой мощностью.
Кузнечно-прессовые компании, используя такие агрегаты, повышают производительность труда и уменьшают износ штампов, сокращают расход металла. Установки со сквозным нагревом могут охватывать сразу некоторое количество заготовок.
При поверхностном упрочнении деталей, применение такого нагрева позволяет увеличить в несколько раз износостойкость и получить значительный экономический эффект.
Общепринятой областью применения устройств, являются пайка, плавка, нагрев перед деформацией, закалка ТВЧ. Но есть ещё зоны, где получают монокристаллические полупроводниковые материалы, наращивают эпитаксиальные плёнки, вспенивают материалы в эл. поле, ТВЧ сварка оболочек и труб.
Среднечастотные индукционные нагреватели
Когда требуется более глубокий прогрев, применяют индукционные нагреватели среднечастотного типа, работающие средних частотах от 1 до 20 кГц. Компактный индуктор для всех типов нагревателей бывает самой разной формы, которая подбирается так, чтобы обеспечить равномерный нагрев образцов самой разнообразной формы, при этом можно осуществить и заданный локальный нагрев. Среднечастотный тип обработает материалы для ковки и закалки, а так же сквозного нагрева под штамповку.
Легкие в управлении, с КПД до 100%, индукционные среднечастотные нагреватели, применяются для большого круга технологий в металлургии (также и для плавки различных металлов), машиностроении, приборостроении и других областях.
- Индукционный нагреватель 15 кВт Москва
- Индукционный нагреватель 60 кВт Пермь
- Индукционный нагреватель 80 кВт Екатеринбург
- Индукционные нагреватели 120 кВт Екатеринбург
Применение:
- машиностроительная отрасль
- металлообрабатывающая отрасль
- плавка черных и цветных металлов
- глубокий нагрев заготовок
- горячая штамповка
- закалка металлов на максимальную глубину
- закалка крановых колес.
подробнее
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
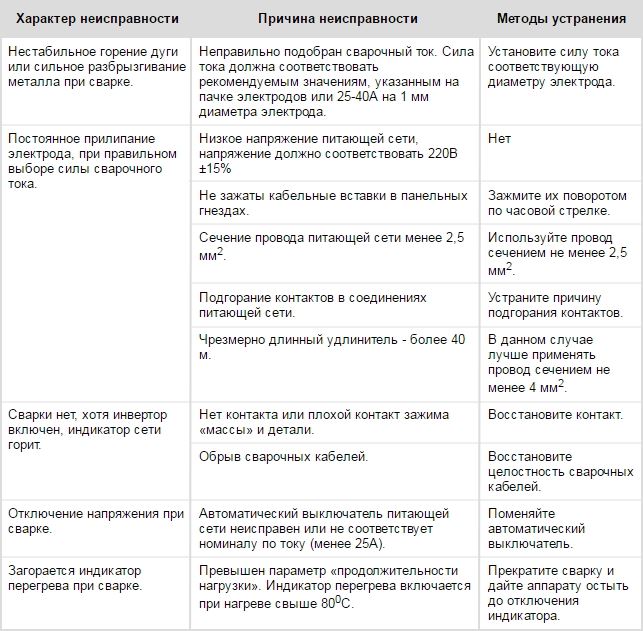
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Преимущества

Как было сказано выше, преимущества технологии индукционного нагрева обеспечили ее стремительное распространение. Общепризнанными достоинствами данного метода являются:
- Производительность. Подготовку к запуску аппарата и нагрев детали можно выполнить за короткий промежуток времени. Данное обстоятельство повышает производительность выполняемых работ, по сравнению с прочими методами нагрева, которые требуют длительного времени на достижение рабочей температуры.
- Качество. Промышленное применение характеризуется минимальным количеством брака. Эффект достигается благодаря направленному действию тепловой энергии. Для повышения качества готового изделия применяют специальные вакуумные камеры, которые исключают агрессивное воздействие атмосферного воздуха.
- Энергетическая эффективность. Высокая скорость работы позволяет экономить электроэнергию – нагрев поверхности происходит практически мгновенно, что отражается на себестоимости продукции.
- Автоматизация. Современное оборудование оснащают программно-вычислительными комплексами, которые позволяют добиться точных результатов работы.
- Экологичность. Технологический процесс не несет угрозы окружающей среде – отсутствуют токсичные выбросы в атмосферу либо другие вредные факторы.
Сборка и монтаж системы
В первую очередь следует определиться с сферой использования будущего устройства. Требования к простому лабораторному инвертору для индукционного нагрева и прибору для обогрева домашнего помещения, будут отличаться.
Печь для металла

Среди прочих положительных качеств метода следует отметить высокий уровень пожарной безопасности, а также простоту конструкции – сборку индукционного нагревателя своими руками из сварочного инвертора может выполнить специалист средней квалификации, разумеется, при условии наличия рабочей схемы.
Конструкция индукционной печи не отличается особой сложностью. Для сборки устройства понадобятся:
- аккумулятор на 12 В,
- обмоточный медный провод,
- конденсаторы пленочного типа,
- диоды,
- полевые транзисторы,
- радиаторы,
- кольца блока питания ПК.