Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки.
Схема номер 2
В новой схеме также присутствует трёхвыводной эл. компонент (но это уже не транзистор) постоянный и переменный резисторы, светодиод со своим ограничителем. Добавлено только два электролитических конденсатора. Обычно на типовых схемах указаны минимальные значения C1 и C2 (С1=0,1 мкФ и С2=1 мкФ) которые необходимы для устойчивой работы стабилизатора. На практике значения емкостей составляют от десятков до сотен микрофарад. Ёмкости должны располагаться как можно ближе к микросхеме. При больших емкостях обязательно условие C1>>C2. Если ёмкость конденсатора на выходе будет превышать ёмкость конденсатора на входе, то возникает ситуация при которой выходное напряжение превышает входное, что приводит к порче микросхемы стабилизатора. Для её исключения устанавливают защитный диод VD1.
У этой схемы уже совсем другие возможности. Входное напряжение от 5 до 40 вольт, выходное 1,2 — 37 вольт. Да, имеется падение напряжения вход — выход равное примерно 3,5 вольтам, однако роз без шипов не бывает. Зато микросхема КР142ЕН12А именуемая линейным регулируемым стабилизатором напряжения имеет неплохую защиту по превышению тока нагрузки и кратковременную защиту от короткого замыкания на выходе. Её рабочая температура до + 70 градусов по Цельсию, работает с внешним делителем напряжения. Выходной ток нагрузки до 1 А при длительной работе и 1,5 А при непродолжительной. Максимально допустимая мощность при работе без теплоотвода 1 Вт, если микросхему установить на радиатор достаточного размера (100 см.кв.) то Р макс. = 10 Вт.
Замер напряжения для сварки
https://youtube.com/watch?v=CY19cUIkh00
После изготовления и настройки устройства регулирования, его можно применять в работе. При этом необходим еще одно устройство, которое будет делать замеры напряжения для сварки. Жаль, но не будет возможности применять домашние амперметры.
Они не могут применяться в работе с полуавтоматическими инверторами мощностью больше 250 А. Поэтому, лучше применять клещи, измеряющие напряжение. Это достаточно дешевый и простой способ определить силу тока, управлять клещами просто и понятно.
Такое приспособление в верхней зоне оборудования прикрепляются к фидеру и меряют напряжение. На каркасе оборудования есть тумблер предельного значения тока.
Исходя из модели и стоимости, изготовители выпускают клещи для измерения напряжения. Они могут работать при 150-550 А. Необходимо подбирать устройство с идентичными параметрами инвертора.
Клещи, измеряющие ток — хороший вариант, когда надо срочно померять показатели напряжения, что не повлияет на цепь и не требует подключать к нему вспомогательные элементы.
Есть одно отрицательное качество: они вообще не подходят для измерения значений при постоянном токе. Это происходит по причине, что постоянный ток не делает переменное электромагнитное поле, и устройство просто не распознает его.
При работе с переменным током, такое устройство-регулятор справляется отлично.
Есть еще один метод, измеряющий напряжение, он радикальнее. В цепь полуавтоматического инвертора присоединить индустриальный измеритель ампер, который может измерить высокие показатели напряжения.
Это недорогой и действенный метод определения значений тока, но применение амперметра при работе инвертором имеет свои тонкости.
В цепь присоединяют не сам прибор измерения ампер, а его варистор или проводник, одновременно с этим, указатель в виде стрелок подключается к варистору или проводнику.
При отклонении от очередности, устройство может не работать или еще хуже — выйти из строя.
Это интересно: Баластник для сварочного аппарата своими руками — основательный взгляд на вопрос
Намотка трансформатора
Его первоначально предстоит полностью разобрать, железо следует на время отложить. Предстоит изготовить каркас катушки, применив для этого текстолит толщиной равной 2 мм, такая необходимость возникает по той причине, что свой каркас не имеет достаточного запаса прочности. Габариты щеки должны быть равны 147х106 мм. В щеках нужно подготовить окно, габариты которого равны 87х51,5 мм. На этом можно считать, что каркас полностью готов. Теперь нужно отыскать обмоточный провод Ø1,8 мм, предпочтительнее использовать тот, что имеет усиленную стекловолоконную защиту.
Изготавливая сварочный полуавтомат своими руками, нужно создать на первичной обмотке следующее количество витков: 164 + 15 + 15 + 15 + 15. В промежутке между слоями нужно проложить изоляцию, применив тонкую стеклоткань. Провод предстоит наматывать с максимальной плотностью, в противном случае он может не влезть.
Для подготовки вторичной обмотки нужно использовать алюминиевую шину, которая имеет стеклянную изоляцию с габаритами, равными 2,8х4,75 мм, приобрести ее можно у обмотчиков. Понадобится около 8 м, однако приобрести материал нужно с некоторым запасом. Намотку следует начинать с образования 19 витков, после предстоит обеспечить петлю, направленную под болт М6, затем необходимо сделать еще 19 оборотов. Концы должны иметь длину по 30 см, что понадобится для проведения дальнейших работ. При изготовлении полуавтомата сварочного следует учесть, что если для работы с габаритными элементами вам может быть недостаточно тока при подобном напряжении, то на этапе монтажа или уже в процессе дальнейшего использования аппарата можно переделать вторичную обмотку, дополнив ее еще тремя витками на плечо, в конечном результате это позволит получить 22+22.
Сварочный полуавтомат должен обладать обмоткой, которая укладывается впритык, по этой причине следует мотать очень аккуратно, это позволит расположить все верно. При использовании для образования первичной обмотки эмальпровода затем в обязательном порядке нужно произвести обработку посредством лака, минимальное время удержания катушки в нем ограничено 6 часами.
Теперь можно смонтировать трансформатор и подсоединить его к электросети, что позволит определить ток холостого хода, который должен быть равен примерно 0,5 А, уровень напряжения на вторичной обмотке должен быть эквивалентен 19-26 В. При совпадении условий можно на время отложить трансформатор и приступить к выполнению следующего этапа.
Делая сварочный полуавтомат своими руками, взамен ОСМ-1 для силового трансформатора допустимо использовать 4 единицы ТС-270, однако они обладают несколько иными габаритами, при необходимости для этого случая можно самостоятельно рассчитать данные для осуществления намотки.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Устройство и принцип работы
Часто понижение вольтажа регистрируется в частном секторе и густозаселенных городских районах. Скачки связаны с одновременным подключением бытовых нагревательных приборов. Стабилизатор предназначен для защиты от значительных колебаний в сети, поддерживает мощность, необходимую для сварочной дуги.
Не случайно второе название стабилизатора напряжения для сварки – стабилизатор электродуги. Стабилизирующее действие основано на эффекте магнитной индукции. Оборудование подобно трансформатору: электрическое поле первой катушки порождает индуктивный или наведенный ток во второй обмотке, включенной в единый контур со сварочным аппаратом. При падении вольтажа до критической отметки (180 В) в первой обмотке, во вторичной цепи подключается реактивная катушка. Она подает компенсирующий заряд. Количество подключаемых витков пропорционально падению напряжения.
Когда в сети 240 В (такие колебания тоже бывают), регулятор автоматически снижает количество витков вторичной обмотки. На выходе питающего контура опять стабильный сигнал.
https://youtube.com/watch?v=dm2l3UmDsGY
Стабилизирующее оборудование включается только при снижении или повышении входного сигнала. Подключение дополнительных витков спасет от затухания электродуги во время сварочного процесса. Происходит автоматическая стабилизация напряжения без участия сварщика.
Принцип электронных стабилизирующих устройств сложнее, там задействованы полупроводники и конденсаторы. За счет преобразовательных схем компенсируются энергопотери, входные показатели тока не влияют на выходное напряжение, ампераж. Подобные стабилизаторы встроены в мощных инверторах. Профессиональное сварочное оборудование не нуждается во внешней защите.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48 V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Регулятор напряжения генератора
Генератор преобразует электричество. Без генератора не работала бы вся бортовая система машины. К обмотке магнита подключён специальный датчик. Простые пружины являются задающим устройством. Для устройства сравнения используется маленький рычаг. Группа контактов играет роль исполнительного устройства. Постоянное сопротивление представляет собой орган регулировки, который часто используется в машинах.
Во время работы генератора на его выходе возникает ток. Возникший ток переходит в обмотку магнитного реле. В результате появляется магнитное поле и под его воздействием плечо рычага раздвигается. На него начинает действовать пружина, и играет роль сравнивающего устройства. Когда ток превышает положенные значения, на магнитном реле контакты раздвигаются. В это время отключается постоянное сопротивление в цепи. Меньший ток поступает на обмотку.
Пожалуй, всем полезно знать, что такое класс точности электросчетчика.
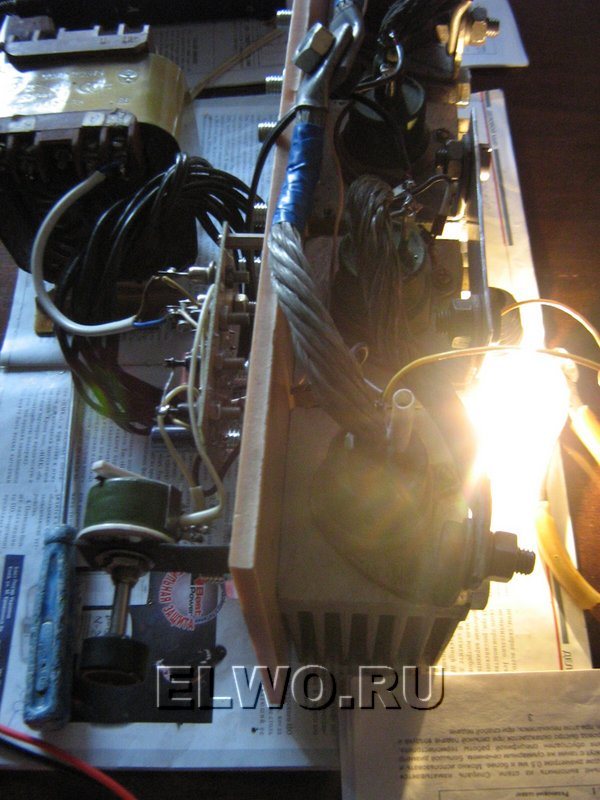
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Особенности регуляторов для первички трансформаторов
Ток зарядки батареи составляет 10% ее емкости. Это значит, что аккумулятор с емкостью 60Ач заряжается током не более 6А. Напряжение заряда при работе автомобиля 14,5В. Учитывая необходимый запас, зарядное устройства должно быть способно выдать 10А при напряжении 16В.
В разных моделях аппаратов она производится разными способами:
- Добавочными сопротивлениями. Включаются после диодного моста. Самая простая конструкция, но имеющая самые большие размеры.
- Транзисторами. Высокая точность регулировки, но самая сложная схема, требующая хорошего охлаждения силовых транзисторов.
- Тиристорное управление. Простые схемы. Регулировка осуществляется тиристорным ключем в цепи первичной обмотки или тиристорами, установленными вместо диодов в выпрямительный мост.
https://youtube.com/watch?v=cPCg0X-ywBc
https://youtube.com/watch?v=0_Neyya36BU
https://youtube.com/watch?v=WncjnJkVBek
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К держателю сварочных электродов последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
https://youtube.com/watch?v=UX81XigBgBY
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты
Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15 о С).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
СВАРОЧНЫЙ АППАРАТ
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного «бублика». Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.
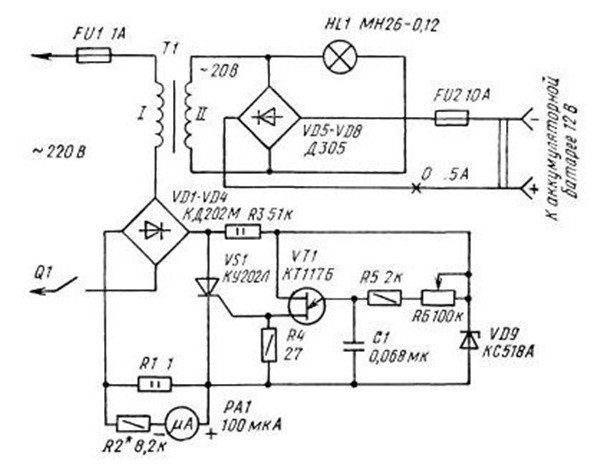
Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:
Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30 В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной – можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.
↑ Схема и детали сварочника
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Типы регуляторов тока
Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.
Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
https://youtube.com/watch?v=Ap6_c2wTe7M
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Для схемы «Тиристорное реле указателя поворотов»
Автомобильная электроникаТиристорное реле указателя поворотовг. Казань А. СТАХОВБесконтактное реле сигнализации поворотов автомобиля может быть сконструировано с использованием кремниевых управляемых диодов — тиристоров. Схема такого реле показана на рисунке.Реле представляет собой обычный мультивибратор на транзисторахТ1 и Т2;, частота переключения которого определяет частоту мигания ламп, так как тот самый мультивибратор управляет выключателем постоянного тока на тиристорах Д1 и Д4.В мультивибраторе могут работать любые маломощные низкочастотные транзисторы.При подключении переключателем П1 сигнальных ламп переднего и заднего подфарников сигнал мультивибратора открывает тиристор Д1 и напряжение аккумуляторной батареи прикладывается к сигнальным лампам. При этом правая обкладка конденсатора С1 заряжается положительно (относительно левой обкладки) через резистор R5. Радо схемы Когда запускающий импульс мультивибратора подается на тиристор Д4, то тот самый тиристор открывается и заряженный конденсатор C1 оказывается подсоединенным к тиристору Д1 так, что он мгновенно получает обратное напряжение между анодом и катодом. Это обратное напряжение закрывает тиристор Д1, что прерывает ток в нагрузке. Следующий запускающий импульс мультивибратора снова открывает тиристор Д1 и весь процесс повторяется. Диоды Д223 применены для ограничения отрицательных выбросов тока и улучшения запуска тиристоров.В выключателе постоянного тока могут быть применены любые маломощные тиристоры с любыми буквенными индексами. При использовании тиристоров КУ201А ток, потребляемый сигнальными лампами, не должен превышать 2 а; дл… Смотреть описание схемы …
↑ Схема
Исключён фрагмент. Наш журнал существует на пожертвования читателей. Полный вариант этой статьи доступен только меценатам и полноправным членам сообщества. Читай условия доступа!
Устройство (рис.1) состоит из сварочного трансформатора (промышленного или самодельного), диодно-тиристорного выпрямителя со схемой управления, сглаживающего конденсатора С1 и дросселя L1.
Фактически — это простой регулятор мощности. Так как питание схемы управления стабилизировано, установленное значение сварочного тока поддерживается довольно стабильно. Из-за наличия в схеме фильтрующих элементов С1 и L1, пульсаций напряжения на выходе практически нет. Дуга держится надежно, и качество шва получается высоким. Схема управления — это фазоимпульсный генератор на аналоге однопереходного транзистора, собранный на двух транзисторах разной проводимости. Питается от вторичной обмотки сварочного трансформатора Т1 через диодный мост VD1 и стабилизатор, образованный стабилитронами VD2, VD3. Их можно заменить одним на соответствующее напряжение стабилизации. Резистор R1 ограничивает ток, протекающий через стабилитроны. В зависимости разных выходных напряжений сварочных трансформаторов приходится подбирать R1 для оптимального тока стабилизации стабилитронов VD2, VD3 и устойчивой работы фазоимпульсного генератора. Переменным резистором R2 производится регулировка сварочного тока. Он изменяет время заряда конденсатора С1 до напряжения открывания ключа на транзисторах VT1 и VT2. При желании расширить диапазон регулировки тока (в меньшую сторону), увеличивается сопротивление R2 до 100 kOm. Управление мощными тиристорами VS1, VS2 , производится с помощью маломощных VS3 и VS4, которые, в свою очередь, запускаются генератором через импульсный трансформатор T2.
Принцип работы фазового регулирования
Принцип регулирования данного типа заключается в том, что импульс, открывающий тиристор, имеет определенную фазу. То есть, чем дальше он располагается от конца полупериода, тем большей амплитуды будет напряжение, поступающее на нагрузку. На рисунке ниже мы видим обратный процесс, когда импульсы поступают практически под окончание полупериода.
Минимальная мощность
На графике показано время, когда тиристор закрыт t1 (фаза управляющего сигнала), как видите он открывается практически под конец полупериода синусоиды, в результате амплитуда напряжения минимальна, а следовательно, мощность в подключенной к прибору нагрузке будет незначительной (близкой к минимальной). Рассмотрим случай, представленный на следующем графике.
Половинная мощность
Здесь мы видим, что импульс, открывающий тиристор, приходится на середину полупериода, то есть регулятор будет выдавать половинную мощность от максимально возможной. Работа на мощности, близкой к максимальной, отображена на следующем графике.
Мощность, близкая к максимальной
Как видно из графика, импульс приходится на начало синусоидального полупериода. Время, когда тиристор находится в закрытом состоянии (t3) – незначительное, поэтому в данном случае мощность в нагрузке приближается к максимальной.
Заметим, что трехфазные регуляторы мощности работают по такому же принципу, но они управляют амплитудой напряжения не в одной, а сразу в трех фазах.
Такой метод регулирования прост в реализации и позволяет точно изменять амплитуду напряжения в диапазоне от 2 до 98 процентов от номинала. Благодаря этому становится возможным плавное управление мощностью электроустановок. Основной недостаток устройств данного типа – создание высокого уровня помех в электросети.
В качестве альтернативы, позволяющей сократить помехи, можно переключать тиристоры, когда синусоида переменного напряжения проходит через ноль. Наглядно работу такого регулятора мощности можно посмотреть на следующем графике.
Переключение тиристора через «ноль»
Обозначения:
- A – график полуволн переменного напряжения;
- B – работа тиристора при 50% от максимальной мощности;
- C – график, отображающий работу тиристора при 66%;
- D – 75% от максимума.
Как видно из графика, тиристор «отрезает» полуволны, а не их части, что минимизирует уровень помех. Недостаток такой реализации – невозможность плавного регулирования, но для нагрузки с большой инерционностью (например, различных нагревательных элементов) этот критерий не основной.
Видео: Испытания тиристорного регулятора мощности
Похожие записи:
 Как узнать код от магнитолы
Как узнать код от магнитолы
 Как собрать короб для проводов металлический
Как собрать короб для проводов металлический
 Сопротивление автомобильной лампочки 12 вольт
Сопротивление автомобильной лампочки 12 вольт
 Текстовый экран 20×4: инструкция по подключению и примеры использования
Текстовый экран 20×4: инструкция по подключению и примеры использования
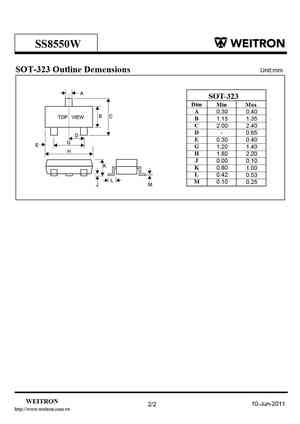 Ss8550 datasheet, equivalent, cross reference search
Ss8550 datasheet, equivalent, cross reference search
 Как устанавливается газовое оборудование на карбюраторный двигатель
Как устанавливается газовое оборудование на карбюраторный двигатель