Физические явления
Электрическая дуга между двумя электродами в воздухе при атмосферном давлении образуется следующим образом:
При увеличении напряжения между двумя электродами до определённого уровня в воздухе между электродами возникает электрический пробой. Напряжение электрического пробоя зависит от расстояния между электродами и других факторов. Потенциал ионизации первого электрона атомов металлов составляет приблизительно 4,5 — 5 В, а напряжение дугообразования — в два раза больше (9 — 10 В). Требуется затратить энергию на выход электрона из атома металла одного электрода и на ионизацию атома второго электрода. Процесс приводит к образованию плазмы между электродами и горению дуги (для сравнения: минимальное напряжение для образования искрового разряда немногим превышает потенциал выхода электрона — до 6 В).
Для инициирования пробоя при имеющемся напряжении электроды приближают друг к другу. Во время пробоя между электродами обычно возникает искровой разряд, импульсно замыкая электрическую цепь. Электроны в искровых разрядах ионизируют молекулы в воздушном промежутке между электродами. При достаточной мощности источника напряжения в воздушном промежутке образуется достаточное количество плазмы для значительного падения напряжения пробоя или сопротивления воздушного промежутка. При этом искровые разряды превращаются в дуговой разряд — плазменный шнур между электродами, являющийся плазменным тоннелем. Возникающая дуга является, по сути, проводником и замыкает электрическую цепь между электродами. В результате средний ток увеличивается ещё больше, нагревая дугу до 5000-50000 K. При этом считается, что поджиг дуги завершён. После поджига устойчивое горение дуги обеспечивается термоэлектронной эмиссией с катода, разогреваемого током и ионной бомбардировкой.
После поджига дуга может оставаться устойчивой при разведении электрических контактов до некоторого расстояния.
Взаимодействие электродов с плазмой дуги приводит к их нагреву, частичному расплавлению, испарению, окислению и другим видам коррозии.
Строение дуги
Строение электрической дуги при дуговой сварке. 1-анодная область, 2-область дуги и защитного газа, 3-дуга, 4-катодные пятна, 5-катодная область
Электрическая дуга состоит из катодной и анодной областей, столба дуги, переходных областей. Толщина анодной области составляет 0,001 мм, катодной области — около 0,0001 мм.
Температура в анодной области при сварке плавящимся электродом составляет около 2500 … 4000°С, температура в столбе дуги — от 7 000 до 18 000°С, в области катода — 9000 — 12000°С.
Столб дуги электрически нейтрален. В любом его сечении находятся одинаковое количество заряженных частиц противоположных знаков. Падение напряжения в столбе дуги пропорционально его длине.
Сварочные дуги классифицируют по:
- Материалам электрода — с плавящимся и неплавящимся электродом;
- Степени сжатия столба — свободную и сжатую дугу;
- По используемому току — дуга постоянного и дуга переменного тока;
- По полярности постоянного электрического тока — прямой полярности («-» на электроде, «+» — на изделии) и обратной полярности;
- При использовании переменного тока — дуги однофазная и трехфазная.
Саморегулирование дуги
При возникновении внешнего возмущения — изменения напряжения на дуге, скорости подачи электрода и др. — возникает нарушение в установившемся равновесии между скоростью подачи и скоростью плавления. При увеличении длины дуги увеличивается её сопротивление и уменьшается сварочный ток. Это приводит к уменьшению выделяемого тепла и уменьшению скорости плавления электрода. При этом, скорость подачи, оставаясь постоянной, становится больше скорости плавления, что приводит к восстановлению длины дуги. При уменьшении длины дуги скорость плавления проволоки становится больше скорости подачи, это приводит к восстановлению нормальной длины дуги.
На эффективность процесса саморегулирования дуги значительно влияет форма вольт-амперной характеристики источника питания. Большое быстродействие колебания длины дуги отрабатывается автоматически при жестких ВАХ цепи.
Строение сварочной дуги
Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре
Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз. Поэтому для сварщиков были разработаны специальные средства защиты
https://youtube.com/watch?v=CYX6IjBHSlE
https://youtube.com/watch?v=cHN0USMdmGI
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
Выполнение сварки

Для качественного соединения деталей необходимо выполнить предварительную зачистку их поверхности от всевозможных загрязнений и оксидов, подготовить стыки. Дома этому будут способствовать различные растворители, на производстве — щелочные ванны.
Щелочную ванну можно приготовить самостоятельно, для этого понадобится:
- вода — 1 л;
- кальцинированная сода — 50 г;
- технический трехзамещенный фосфорнокислый натрий — 50 г;
- силикатный клей — 30 г.
Для улучшения очистки, щелочную жидкость необходимо подогреть до температуры 65°. После извлечения алюминиевой заготовки из ванны, нужно очистить предназначенные для соединения торцы специально предназначенной для этого металлической щеткой, с тонкой щетиной либо напильником.
Ручной труд вполне заменит шлифовальная машина. После очистки, элементы следует еще раз очистить растворителем.
Операция сварки предполагает использование постоянного тока обратной полярности, с величиной до 30 A на каждый миллиметр диаметра сварочного стержня. Повысит качество соединения, предварительный разогрев деталей до 300-400°.
Величина нагрева прямо пропорциональна толщине соединяемых конструкций. Однако если обработке подлежат крупногабаритные детали, нагреваются только предполагаемые для сварки торцы.
Обеспечить получение качественного валика помогут следующие операции:
- шов освобождается от сформировавшейся корки шлака;
- валик поливается горячей водой;
- очищается металлической щеткой.
Предупредить проявление коробления и кристаллизационных дефектов при сварке поможет медленное остывание сварного валика.
Строение и главные условия возбуждения разряда
В области разряда дуга представляет собой проводник электрического тока, который протекает через ионизированный газовый столб. Для стабильного существования этого столба необходима весьма значительная разность потенциалов, при которой в зоне дугового разряда формируются две зоны — отрицательно заряженный катод и положительно заряженный анод. Полярность протекания тока при этом значения не имеет, поскольку разряд может возбуждаться и при прямой, и при обратной полярности.
Для сварки и размерной обработки твёрдых сплавов используется преимущественно прямая полярность, а при размерной обработке металлов – обратная. Зависимость между током и напряжением называется вольт-амперной характеристикой (ВАХ) сварочной дуги. У каждой модели сварочного аппарата характеристики ВАХ различны.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но — при определенных условиях – является средством транспортировки расплавленного металла от электрода к заготовке. Основных способов перемещения расплава может быть два:
- Механическое натяжение, когда преобладающая часть капель расплавленного металла касается ванны и втягивается в нее силами поверхностного натяжения;
- Электродинамические силы, когда выброс расплавленного металла происходит во время его выталкивания из сварочной ванны
При простом соединении холодного электрода с устройством, генерирующим большие токи, ионизированный канал отсутствует. Тогда дуга зажигается плохо. Поджиг дуги в сварочных инверторах вызывается либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к заготовке для создания короткого замыкания.
Во втором случае говорят о явлении форсажа дуги, когда область контакта быстро и сильно нагревается. В результате инициируется поток ионизированного газа, после чего контакт ликвидируется, а горение продолжается «естественным» образом.
Дуговая сварка может выполняться постоянным или переменным током. Выбор жёсткости схемы и её вида зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
https://youtube.com/watch?v=m3wpLZ83Fno
Классификация
За счет широкого распространения сварочного процесса дуга может быть нескольких видов. Особенности энергетического электрозаряда позволяют выделить следующие его разновидности согласно конструкции и назначению:
- плавкая изготавливается из стального сплава – при работе происходит расплавка металлического электродного стержня;
- неплавкая актуальна при работе с графитом и вольфрамом – электроды данного вида во время сварки не расходуются, а формирование шва происходит из расплавленных металлических заготовок.

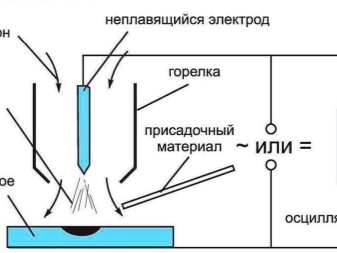
По схеме подвода тока и среде
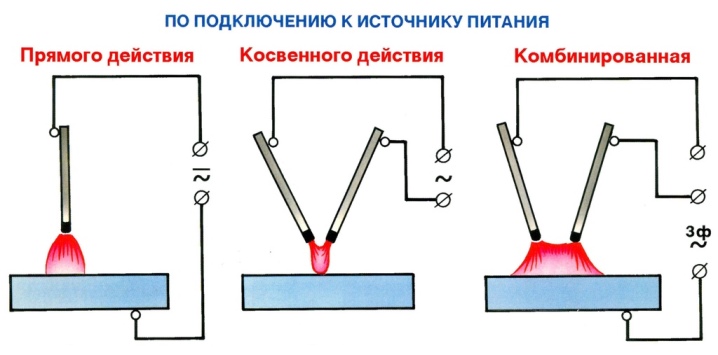
Согласно схеме электросоединения дуги для сварки делят на две разновидности.
- Прямого действия. В качестве одного электрода выступает конструкция сварки, а второго – плавящийся элемент. В месте зазора происходит образование дуги.
- Косвенного действия. Розжиг происходит между парой неплавких параллельных электродов, после чего он подносится к свариваемой заготовке.
По атмосфере
По принципу атмосферы сварочные дуги бывают трех типов.
- Открытая сфера. В данном случае горение дуги возможно в открытом пространстве, при этом образуется газовая сфера с содержанием металлического пара, а также электродного и поверхностного.
- Закрытая. Дуга закрытого типа наблюдается при горении под флюсом. В фазе газа около дуги находится пар от материала, электрода и слоя флюса.
- С подачей смеси газа. В этом электрозаряде может располагаться газ в сжатом виде, а также его примеси. Использование водорода, углекислого газа и аргона необходимо для предотвращения окисления обрабатываемой поверхности. Благодаря подаче вышеперечисленных веществ наблюдается восстановление среды или ее нейтральное отношение по отношению к факторам последней.
По длительности действия
Согласно длительности работы электрическую сварочную дугу можно поделить на такие типы:
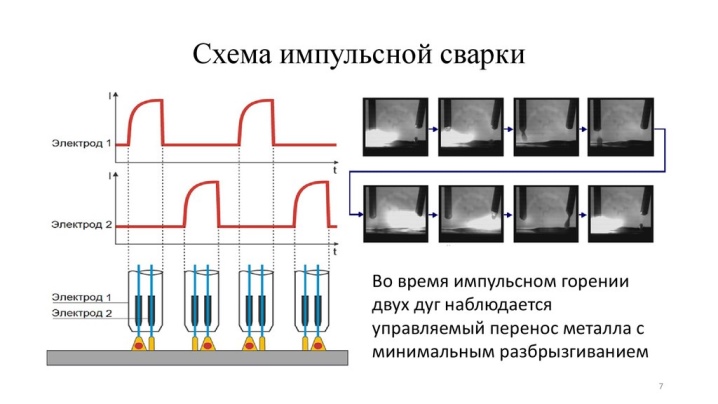
- постоянная, которая считается актуальной для длительной работы;
- импульсная, что представлена однократным мощным импульсом, обычно такая дуга используется для контактного вида сварки.
Травмы, вызванные вспышкой дуги
Когда люди думают о травмах, вызванных вспышкой дуги, они часто полагают, что электрошок – единственный риск. В то время как электрошока, безусловно, является главной опасностью, это действительно только начало потенциальных проблем. Ниже приведены некоторые из других способов, как электрическая дуга может нанести вред людям.
Ожоги – Даже если дуга не вступает в непосредственный контакт с человеком, она все равно может причинить ожог. Температура дуговой вспышки может достигать 20 000 градусов по Цельсию, что может привести к серьезным ожогам.
Огонь. Существует опасность попадания в огонь. Если в области есть какие-либо огнеопасные предметы, их следует удалить.
Разлет предметов – дуговая вспышка может создавать много давления, которое может раскидать объекты по воздуху. Такие вещи, как расплавленный металл и части машин, могут стать очень опасными снарядами.
Давление взрыва – давление от взрыва может достигать 2000 фунтов на квадратный фут. Это может подбросить людей в воздух. Это также то, что вызывает упомянутые выше снаряды.
Слуховой ущерб – вспышки дуги очень громкие. Фактически, они могут достигать 140 дБ в некоторых случаях. Это примерно тот же уровень звука, что и выстрел пистолета. Так как это происходит быстро, это может нанести серьезный ущерб слуху тех, кто находится в этом районе.
Тяжесть потенциальной травмы
Существует много способов вспышки дуги, которые могут привести к травмам людей и окружающего объекта. Тяжесть травмы будет зависеть от ряда факторов. Понимание того, насколько опасна ситуация, может помочь учреждениям и сотрудникам правильно подготовиться при входе в зону, где возможна дуговая вспышка.
Следующие факторы могут повлиять на то, насколько серьезной может быть травма:
Электрический ток. Сила электричества, создающая дуговую вспышку, окажет существенное влияние на потенциальную травму. Чем выше ток, тем больше будет риска.
Близость. Чем ближе кто-то к фактической вспышке дуги, тем больше опасности у них
Поэтому важно держать людей, которые не обучены и не подготовлены для работы с электрическим оборудованием, вдали от любой области, где есть потенциал для дуговой вспышки
Длина – дуговая вспышка обычно будет продолжаться до тех пор, пока цепь не разорвется. Когда автоматические выключатели работают правильно, это займет всего доли секунды. Однако даже небольшое увеличение длины дуговой вспышки может привести к увеличению вероятности травмы.
Температура. Температура вспышки дуги также может вызывать повышенный риск ожогов и других травм.
Окрестности. Объекты, находящиеся в районе, где происходит вспышка дуги, могут быть ключевым показателем того, насколько потенциально может быть травма. Если вокруг склада возникает вспышка дуги, эти объекты могут разлетаться по всему району, что приводит к серьезной травме.
Область воздействия. Место на теле, в которое ударяет дуга, также влияет на потенциальную травму. В то время как само электричество может проходить через тело из любой точки входа, места, где он входит и выходит из организма, подвержены более сильным ожогам.
Способы деионизация среды между контактами
1. Удлинение зазора: диэлектрическая прочность среды пропорциональна длине зазора между контактами. Таким образом, при быстром размыкании контактов может быть достигнута и более высокая диэлектрическая прочность среды.
2. Высокое давление. Если оно в непосредственной близости от дуги, увеличивается, плотность частиц, составляющих канал дугового разряда, также растет. Повышенная плотность частиц приводит к высокому уровню их деионизации и, следовательно, диэлектрическая прочность среды между контактами увеличивается.
3. Охлаждения. Естественная рекомбинация ионизированных частиц происходит быстрее, если они остывают. Таким образом, диэлектрическая прочность среды между контактами может быть увеличена путем охлаждения дуги.
4. Эффект взрыва. Если ионизированные частицы между контактами сметены прочь и заменены неионизированными, то диэлектрическая прочность среды может быть увеличена. Это может быть достигнуто с помощью газового взрыва, направленного в зону разряда, или впрыскиванием масла в межконтактное пространство.
В таких выключателях в качестве среды гашения дуги используется газ гексафторид серы (SF6). Он имеет сильную тенденцию поглощать свободные электроны. Контакты выключателя открываются в потоке высокого давления SF6) между ними (см. рисунок ниже).
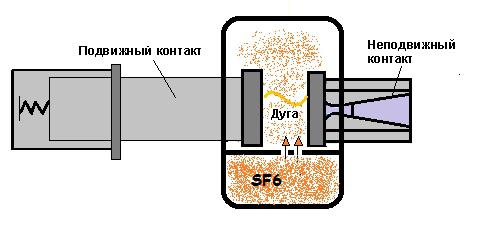
Газ захватывает свободные электроны в дуге и формирует избыток малоподвижных отрицательных ионов. Число электронов в дуге быстро сокращается, и она гаснет.
https://youtube.com/watch?v=BPO_UgaT7z8
https://youtube.com/watch?v=PiGB4UcvDRg
Борьба с электрической дугой
В ряде устройств явление электрической дуги является вредным. Это, в первую очередь, контактные коммутационные устройства,
используемые в электроснабжении и электроприводе: высоковольтные выключатели, автоматические выключатели, контакторы, секционные изоляторы на контактной сети электрифицированных железных дорог и городского электротранспорта. При отключении нагрузок вышеуказанными аппаратами, между размыкающимися контактами возникает дуга.
Механизм возникновения дуги в данном случае следующий:
- Уменьшение контактного давления — количество контактных точек уменьшается, растёт сопротивление в контактном узле;
- Начало расхождения контактов — образование «мостиков» из расплавленного металла контактов (в местах последних контактных точек);
- Разрыв и испарение «мостиков» из расплавленного металла;
- Образование электрической дуги в парах металла (что способствует большей ионизации контактного промежутка и трудности при гашении дуги);
- Устойчивое горение дуги с быстрым выгоранием контактов.
Для минимального повреждения контактов необходимо погасить дугу в минимальное время, прилагая все усилия по недопущению нахождения дуги на одном месте (при движении дуги, теплота выделяющаяся в ней будет равномерно распределяться по телу контакта).
Для выполнения вышеуказанных требований применяются следующие методы борьбы с дугой:
- охлаждение дуги потоком охлаждающей среды — жидкости (масляный выключатель); газа — (воздушный выключатель, автогазовый выключатель, масляный выключатель, элегазовый выключатель), причём поток охлаждающей среды может проходить как вдоль ствола дуги (продольное гашение), так и поперёк (поперечное гашение); иногда применяется продольно-поперечное гашение;
- использование дугогасящей способности вакуума — известно, что при уменьшении давления газов, окружающих коммутируемые контакты до определённого значения, приводит к эффективному гашению дуги (в связи с отсутствием носителей для образования дуги) вакуумный выключатель.
- использование более дугостойкого материала контактов;
- применение материала контактов с более высоким потенциалом ионизации;
- применение дугогасительных решёток (автоматический выключатель, электромагнитный выключатель). Принцип применения дугогашения на решётках основан на применении эффекта околокатодного падения в дуге (большая часть падения напряжения в дуге — это падение напряжения на катоде; дугогасительная решётка — фактически ряд последовательных контактов для попавшей туда дуги).
- использование дугогасительных камер — попадая в камеру из дугостойкого материала, например слюдопласта, с узкими, иногда зигзагообразными каналами, дуга растягивается, сжимается и интенсивно охлаждается от соприкосновения со стенками камеры.
- использование «магнитного дутья» — поскольку дуга сильно ионизирована, то её в первом приближении можно полагать как гибкий проводник с током; создавая специальными электромагнитами (включённых последовательно с дугой) магнитное поле можно создавать движение дуги для равномерного распределения тепла по контакту, так и для загона её в дугогасительную камеру или решётку. В некоторых конструкциях выключателей создаётся радиальное магнитное поле, придающее дуге вращательный момент.
- шунтирование контактов в момент размыкания силовым полупроводниковым ключом тиристором или симистором, включеным параллельно контактам, после размыкания контактов полупроводниковый ключ отключается в момент перехода напряжения через ноль (гибридный контактор, тирикон).
Сервиспром
ООО «Сервиспром» – производитель спецодежды и поставщик обуви и средств индивидуальной защиты на промышленные предприятия Украины. Мы предлагаем новейшие технологии в области охраны труда, позволяющие защищать работников там, где до недавнего времени считалось, что защитить невозможно.
Одним из приоритетных направлений нашего предприятия является поставка защитных комплектов для защиты от термических рисков воздействия электрической дуги, производства ЗАО «ФПГ Энергоконтракт» (Россия) на правах эксклюзивного дилера на территории Украины.
В состав полного защитного комплекта входят костюм, устойчив к воздействию электрической дуги, подшлемник термостойкий, перчатки термостойкие (одеваются под диэлектрические), каска со щитком и обувь устойчивые к воздействию электрической дуги.
Вышеуказанные комплекты имеют постоянные защитные свойства защиты от воздействия электрической дуги, высокие физико-механические показатели, комфортные, эргономичные, имеют небольшой вес и легки в уходе.
Комплекты производства производства ЗАО «ФПГ Энергоконтракт» имеют сертификат соответствия «УкрСЕПРО» и заключение санитарно-эпидемиологической экспертизы.
Сертификация костюмов осуществляется на соответствие ГОСТ 12.4.221-2004 , ГОСТ 12.4.124-83 , ДСТУ EN 531:205, ГОСТ Р 12.4.234-2007 (МЭК 61482-1:2002), ГОСТ Р 12.4.218-99 , ГОСТ Р ИСО 11612-2007 .
Все изделия проходят испытания в аккредитованных лабораториях, которых в мире есть только три в России, Швейцарии и Канаде. Наша компания предоставляет копии протоколов испытаний на все составляющие комплектов.
Согласно МЭК 61482-1:2002 комплекты должны обеспечивать постоянство защитных свойств на протяжении всего срока эксплуатации, что подтверждается протоколами испытаний образцов: новых и после проведения 50 циклов стирки, (что аналогично 2-м годам эксплуатации) при этом термостойкие свойства их не ухудшаются более чем на 5%.
Костюмы изготавливаются из 100% арамидного волокна, которое единственное на сегодняшний день в мире имеет защитный механизм для защиты от термических рисков воздействия электрической дуги, основанный на свойствах волокон при повышении температуры более 360оС образовывать на поверхности ткани карбоновый слой, защищающий от высоких температур и потока заряженных частиц, и обеспечивает пользователю время для выхода из опасной зоны, сохраняя жизнь и сводя опеки максимум до 2-й степени.
Конструкция костюма разработана специально (ТУ 8570-001-56615498-2003) и ежегодно улучшается. За последние 10 лет защитные свойства костюмов повышены на 20%.
Для защиты работников на различных рабочих местах, имеющих различные уровни риска, разработаны комплекты VI степеней защиты. Таким образом достигается максимальная защита всех рабочих и оптимизация затрат предприятием.
О режимах дуговой сварки
Соединение деталей методом сплавления осуществляют в различных условиях. Совокупность мер, показателей и параметров, призванную обеспечить хорошее качество шва в любой ситуации, называют режимом сварки.
Характеризующие его параметры делятся на 2 группы:
- основные;
- дополнительные.
К первым относятся:
- диаметр электрода;
- сила тока;
- напряжение дуги.

Соединение деталей методом сплавления осуществляют в различных условиях. Дополнительные параметры:
- положение шва в пространстве;
- скорость выполнения работ;
- состав и толщина металла.
Сила тока определяется свойствами сварочного аппарата и указывается в инструкции к нему. От нее зависит количество выделяемого тепла, а значит, и глубина провара. Толстостенные элементы крупногабаритных металлоконструкций, подвергающихся воздействию больших нагрузок, соединяют током повышенной силы. Тонкую деталь он, напротив, может прожечь, поэтому ампераж снижают.
Диаметр электрода должен соответствовать силе тока.
В противном случае возникают следующие негативные моменты:
- Заниженный диаметр. Повреждается покрытие на стержне, дуга становится неустойчивой.
- Завышенный диаметр. Снижается плотность тока, нестабильными становятся длина дуги и ее положение, шов получается неровным и непрочным.
Параметры режимов ручной сварки приведены в таблице:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Независимо от толщины заготовок, швы на вертикальных поверхностях и потолке выполняют электродом диаметром 4 мм.
Мощные соединения делают в несколько подходов:
- Проваривают корень шва, используя стержень диаметром 3-4 мм.
- Набирают наплавку необходимой величины более толстыми изделиями.

Мощные соединения делают в несколько подходов. С увеличением скорости процесса уменьшается ширина шва, и наоборот. Данный параметр следует выдерживать в разумных пределах. При слишком высокой скорости металл не успевает полностью расплавиться, в соединении образуются непроваренные участки. При медленной сварке сталь растекается, что тоже негативно отражается на качестве шва.
Ширина соединения и глубина провара зависят от траектории движения электрода. Его перемещают по прямой, зигзагом, елочкой и т.д.
Похожие записи:
 Как проверить фоторезистор мультиметром
Как проверить фоторезистор мультиметром
 Какой аккумулятор для автомобиля лучше выбрать?
Какой аккумулятор для автомобиля лучше выбрать?
 Особенности схемы подключения электродвигателя стиральной машины
Особенности схемы подключения электродвигателя стиральной машины
 Мастер-класс по изготовлению динамических «бегущих» поворотников
Мастер-класс по изготовлению динамических «бегущих» поворотников
 Проводка в стиле ретро в деревянном доме
Проводка в стиле ретро в деревянном доме
 Как установить и подключить ксенон в машине
Как установить и подключить ксенон в машине