Краткий обзор производителей

Существуют разные виды карандашей для сварки. Каждая из марок продукта обладает своими особенностями:
- «Оксал». Изделия этого производителя отличаются тем, что обладают высокой эффективностью в условиях отсутствия каких-либо энергоносителей. Достаточно иметь при себе коробок спичек или зажигалку. Работы по восстановлению целостности материалов можно производить в широком диапазоне температур (-85 — +85 градусов).
- «Нанопайк». Сварочный карандаш этого производителя имеет невысокую стоимость (150 руб.). Его можно применять для ремонта пластиковых изделий, эмалированной посуды, шифера, а также других кровельных материалов. Хорошо паяет карандаш и деревянные изделия, оцинкованный металл. Один элемент можно использовать до 30 раз, так как расходуется он очень экономно.
- Сварочный карандаш «Экстремал». Это изделие также используется для обработки металлов и эмалированных поверхностей. Стоимость такого изделия составляет около 60 руб./шт. Оно обеспечивает 60-70 % прочности дуговой сварки.
Как видите, изделие имеет достаточно высокую эффективность, однако для основательного соединения материалов его применять не следует.
Карандаш для пайки алюминия
Это новый способ пайки, успевший себя довольно неплохо зарекомендовать. Профессиональные сварщики отзываются о нем хорошо, ведь его применение позволяет не таскать с собой тяжелое оборудование, искать источник питания. Все работы выполняются весьма оперативно, в считанные секунды.

Карандаш сварочный, изготовление которого выполнялось по особой технологии, предназначен для быстрых решений проблемных вопросов не только в домашней, но и в полевой обстановке. С его помощью имеется возможность запаять массу полезных вещей.

В итоге все же следует заметить, что пайка алюминия представляет собой хлопотное дело, да и желаемое качество достигается не всегда. По этой причине к подобным работам прибегают в крайних случаях, когда иные мероприятия не позволяют решить проблему.
Какие бывают припои
Существует большое количество материалов для пайки, основное разделение происходит на мягкие и твердые. Монтаж радиоаппаратуры происходит при помощи легкоплавкого, его температура плавления колеблется от 300 до 450 °C. По прочности мягкие виды припоев не уступают при пайке другим, используются при сборке практически всех электронных изделий.
Некоторые тугоплавкие припои имеют легирующие стали, что по позволяет реализовать некоторые параметры при соединении. Примеси используются для достижения определенных характеристик, антикоррозийных свойств, уровней прочности. Припой для пайки используется в большинстве случаев марки ПОС, что означает оловянно – свинцовые припои. Число указывает на процентное содержание составом олова.

Оловяно-свинцовый припой
Если происходит ситуация, когда припои и флюсы применяемые при пайке неизвестного происхождения, отличить можно по следующим физиологическим свойствам:
- Температура плавления свинцово – оловянных припоев варьируется в пределах от 183 до 265 °C.
- Яркий металлический отблеск выдает высокое содержание олова, предположительно марка ПОС-61 и выше.
- Большое содержание свинца выдается тусклым серым оттенком, матовой поверхностью.
- Большое количество свинца повышает пластичность проволоки, изделие диаметром 6 мм можно легко согнуть руками, а более качественное не гнаться.
Различные виды припоя производятся изготовителями при некоторых факторах. Большинством современных материалов пайки применяется допуск флюса от 1 до 3%, что значительно улучшает условия работы. Нет необходимости подносить жало паяльного инструмента к флюсу каждый раз, если он содержится сердцевиной припоя. Разновидностью свинцово – оловянных изделия является припой марки ПОССу. Обозначение предполагает добавление сурьмы, применяется в различных производствах, подходит к применению с оловянными деталями.

Припой Sn63Pb37
Наиболее распространенным при спайке и лужении медных, бронзовых деталей, через которые проходит течение тока, является припой третник. Температура плавления данной разновидности составляет 190 °C, получается герметичный шов. Зарубежным аналогом считается Sn63Pb37, где соответствующее названию содержание олова к свинцу.
Преимущества изобретения
Термокарандаш для сварки обладает рядом достоинств, делающих его незаменимым в некоторых ситуациях:
- легкость приспособления;
- автономность (не требуется электричества, топлива);
- компактность (помещается в любой карман одежды, рюкзака);
- позволяет проводить сварочные работы в труднодоступных местах (под машиной, между регистров батареи);
- температура в 2900 градусов обеспечивает плавление большинства металлов;
- устойчивое горение, которое трудно остановить, что делает его пригодным для сварки даже на мокрой поверхности;
- универсальность средства, применимого для работы на разных материалах;
- простота эксплуатации, описанная на упаковке.
Что понадобится?
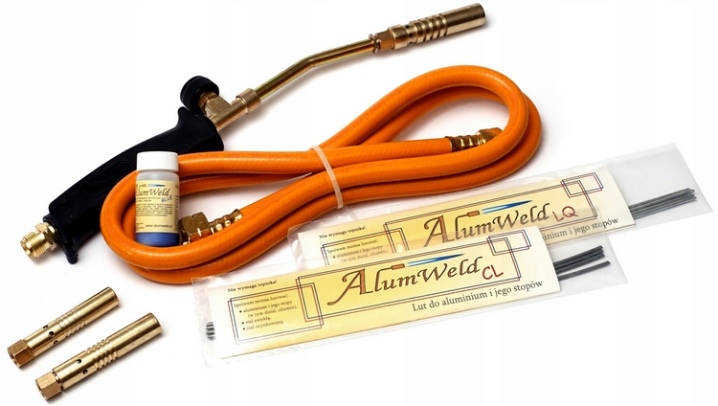
После очистки алюминия следующим этапом будет его пайка. Существуют разные способы: оловом, газовой горелкой и т. д. Технологию пайки газовой горелки рассмотрим позже, а пока необходимо подготовить необходимые компоненты: газовую горелку соответственно, струбцину, трубчатую проволоку (для пайки).
Горелку необязательно приобретать в магазинах для профессионалов, вполне подойдет насадка, которая крепится на газовый баллон. Далее понадобится трубчатый припой, состоящий из двух элементов: оболочки и порошковый материал. Он продается в специальных магазинах, лучше брать сразу целую упаковку – пригодится.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
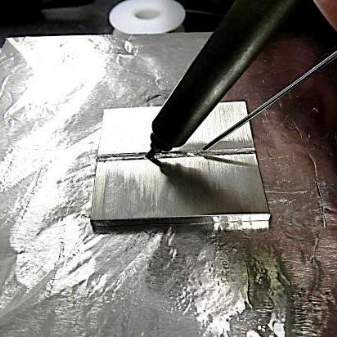
Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Нагрев алюминиевого изделия
Метод прогрева алюминиевых деталей подбирается индивидуально. Изделия сравнительно небольших размеров можно прогреть при помощи электрического паяльника и залудить припоем и флюсом для пайки меди. Для более массивных деталей имеет смысл использовать другой способ пайки алюминия с применением газовой горелки или паяльной лампы.
Таблица марок припоев для пайки алюминия.
При прогреве детали следует:
-
Контролировать температуру нагреваемого изделия.
Узнать текущую температуру поверхности детали можно, прикоснувшись к ней прутком припоя. Когда проволока припоя алюминия начинает плавиться следует уменьшить нагрев и приступать к непосредственной пайке с применением активного флюса. -
Следить за пламенем горелки.
Струя горелки содержит смесь природного газа и кислорода, а потому должна быть ярко-синего цвета. Правильный состав пламени горелки позволяет алюминиевой детали меньше окисляться и не перегреваться.
Ключевые преимущества прогрева массивных алюминиевых изделий газовой горелкой представлены:
- Низкой стоимость оборудования. Газовая горелка потребляет небольшое количество топлива и продается в любом строительном магазине.
-
Отсутствие неравномерного прогрева и напряжений внутри изделия.
Детали, прогретые газовой горелкой, имеют ровный шов и не меняют геометрию из-за перегрева. -
Легкий контроль рабочих температур.
При слишком сильном нагреве металла следует уменьшить интенсивность пламени горелки. -
Возможность проведения паяльных работ в домашних условиях.
При прогреве металла горелкой нет едкого запаха, отсутствует ультрафиолетовое облучение кожи и не летят искры.
Как паять алюминий без аргона: способ пайки припоем
Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т.п.
Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.
Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.
Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.
Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Общие рекомендации для достижения наилучшего результата при работе с припоем
- Зачищайте рабочую поверхность непосредственно перед нанесением припоя.
- Не стоит плавить припой в пламени горелки, так как это не позволит ему соединиться с металлом. Припой должен плавиться сам на поверхности детали!
- В жидком состоянии припой достаточно текучий, поэтому стоит хорошо лудить поверхность, чтобы исключить наличие щелей, особенно в месте пайки.
- Также убедитесь, что формообразующие элементы плотно прилегают друг к другу.
- При нанесении припоя дожидайтесь его впитывания. В противном случае не произойдет достаточное сцепление металлов, и, как следствие, не будет достигнута требуемая прочность изделия.
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Медный купорос
Карандаш для пайки алюминия
Это новый способ пайки, успевший себя довольно неплохо зарекомендовать. Профессиональные сварщики отзываются о нем хорошо, ведь его применение позволяет не таскать с собой тяжелое оборудование, искать источник питания. Все работы выполняются весьма оперативно, в считанные секунды.
Карандаш сварочный, изготовление которого выполнялось по особой технологии, предназначен для быстрых решений проблемных вопросов не только в домашней, но и в полевой обстановке. С его помощью имеется возможность запаять массу полезных вещей.
В итоге все же следует заметить, что пайка алюминия представляет собой хлопотное дело, да и желаемое качество достигается не всегда. По этой причине к подобным работам прибегают в крайних случаях, когда иные мероприятия не позволяют решить проблему.
Флюс Ф-61
Достоин особого внимания такой вариант, как Ф-61 флюс. Он относится к виду флюсов активного действия для удаления оксидов с поверхности алюминиевых изделий, предназначенных для спаивания. Одновременно он улучшает процесс растекания жидкого припоя. Флюс Ф-61А может использоваться также при соединении алюминия и сплавов на его основе с медными и стальными изделиями. Из всей группы подобных элементов его выделяет то, что он изготовлен на основе фторборатов.
Флюс Ф-61А производства «REXANT» является низкотемпературным флюсом. Он используется, когда происходит пайка алюминия с помощью припоев, входящими в оловянно-свинцовую группу. Температурный режим при этом находится в диапазоне 150-320 градусов.
Ф-61А флюс имеет следующий состав:
- триэтаноламин — 82 процента;
- фторборат цинка — 10 процентов;
- фторборат аммония — 8 процентов.
Флюс расфасован в стеклянные флаконы темного цвета по 30 миллилитров вещества в каждом. Размеры флакона в среднем составляют 35х20 с высотой 76 миллиметров. Вес флакона составляет порядка 0,03 килограмма. Для удобства применения флакон снабжен капельницей, что дает возможность применять флюс дозировано.
Флюс соответствует требованиям нормативного документа ОСТ 4 ГО.033.200. Его стоимость является доступной. Флюс Ф-61А снабжен инструкцией по применению, которую необходимо внимательно изучить перед началом использования
В частности, в нем указаны меры предосторожности во время сварки
Если флюс попадет на кожный покров сварщика, то следует сразу промыть эту область мыльной водой и протереть насухо чистой материей. Хранить флаконы с флюсом необходимо таким образом, чтобы они не могли попасть в руки детей. Гарантийный срок хранения составляет один год. После окончания процесса остатки флюса убирают при помощи салфетки, смоченной водой или спиртом.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Особенности процесса
Защитная пленка показывает хорошую химическую стойкость и обладает высокой температурой плавления. В минералогии оксид также имеет второе название, его называют корундом – он состоит из прозрачных кристалликов, являющихся драгоценными камнями. Окраска корунда зависит от примесей: сапфиру свойственен синий оттенок, а красноватый хрому. Прежде чем паять алюминий, следует подготовить поверхность, очистив ее от пленки.

Пленка удаляется разными путями в условиях безвоздушной среды – с отсутствием кислорода. Для удаления корундом используют масляную краску. В случае использования других масел, помимо синтетического и трансформаторного, как правило, их предварительно выдерживают при температуре от +150 до +200°С, пока вода не испарится. Обезвоженный компонент наносится на алюминий, а затем наждачкой под нанесенным слоем его трут.

Технология
Выполнение в домашних условиях паяльных работ по алюминиевой поверхности требует предварительной подготовки и четкого соблюдения последовательности действий самого процесса. При помощи газовой горелки можно паять фрагменты трубок из алюминия, соединить провод с алюминиевыми жилами, плавка припоя может также залатать прореху в алюминиевом радиаторе отопления и так далее. Методика применения газовой горелки дает возможность обработки не только малых, но и больших по своей протяженности площадей.
Технология выполнения паяльных работ по алюминию состоит из 2-х важных этапов – подготовительного и самого процесса паяния.
Подготовка
Этап предварительной подготовки является важной частью технологического процесса, и пренебрегать им нельзя
- Детали, подлежащие паянию, зачищают механическим путем при помощи наждачной бумаги или металлической щетки.
- Далее очищенную от загрязнений поверхность обезжиривают ацетоном или органическим растворителем, удаляя следы жира или масла, а также снижая плотность оксидной пленки.
- Зачищенные поверхности обрабатывают флюсом. Процесс выполняют внимательно, не пропуская ни одного участка рабочей области. Флюс поможет улучшить адгезию, а также текучесть расплавляемого металла. Если начать паяние без удаления оксидной пленки при помощи флюса, готовый шов вскоре разрушится.
- Обработанные детали тщательно прогревают при помощи горелки для того, чтобы нанесенный поверх флюса припой мог хорошо расплавляться и равномерно покрывать рабочую область.
Процесс
После проведения подготовительных работ можно приступать к выполнению основных действий.
- Присадочную проволоку или кусочек припоя размещают на рабочей прогретой поверхность, затем ее обрабатывают пламенем газовой горелки. В это время припой начинает расплавляться, но плавить припой нужно таким образом, чтобы он хорошенько растекся по поверхности и в дальнейшем там застыл. Расплавленный припой заполняет собой все микротрещины и неровности, которые присутствуют на алюминиевой поверхности. Далее он будет медленно остывать, образуя прочный шов-соединение. Если накладывать последовательно друг на друга несколько таких слоев, получится довольно прочное монолитное образование.
- После того как паяльный шов полностью остынет, заполнив собой рабочее пространство, необходимо проверить качество стыковки его с поверхностью обрабатываемой детали.
- Когда паяльные работы закончены, место паяния обрабатывают влажной тканью или губкой. Затем выполняется шлифовка материалами с мелкой фракцией абразива на поверхности – она создает шву законченный и эстетичный внешний вид.
При паянии газовой горелкой в домашних условиях специалисты рекомендуют внимательно подходить к вопросам техники безопасности. Перед работой требуется проверять целостность емкости газового баллона, его шлангов, а также исправность горелки. Газовые баллоны необходимо держать как можно дальше от открытого пламени, а на рабочем месте не должно быть горючих материалов и легко возгорающихся предметов.
В следующем видео рассказывается о пайке алюминия газовой горелкой.
Похожие записи:
 Подключение светильника своими руками
Подключение светильника своими руками
 Как сделать и намотать высоковольтный трансформатор своими руками
Как сделать и намотать высоковольтный трансформатор своими руками
 Кд209
Кд209
 Фототранзистор: схема, принцип работы и характеристики
Фототранзистор: схема, принцип работы и характеристики
 Используем arduino uno с wifi на одной плате для post запроса на сервер
Используем arduino uno с wifi на одной плате для post запроса на сервер
 Выполнение схемы электрической принципиальной и перечня элементов к ней
Выполнение схемы электрической принципиальной и перечня элементов к ней