Используемые материалы
Для выполнения работ потребуется подготовить следующие материалы:
- флюс;
- припой.
Для получения качественных швов нужно использовать флюс для пайки алюминия на основе цинка, кремния, меди. Стыки получаются прочными, долговечными, стойкими к коррозии, статическим и динамическим нагрузкам.
Для пайки алюминия подходят припои со следующими маркировками:
- ЦОП-40 — тугоплавкий оловянно-цинковый состав;
- ПОС — легкосплавный припой;
- 34А — сплав на основе меди и кремния;
- «Aluminium-13» — зарубежный аналог 34А.
Применение флюса позволяет улучшить адгезию металла с припоем, за счёт чего получить прочное соединение. От его выбора зависит долговечность шва, прочностные характеристики изделия, стойкость материала к негативным воздействиям внешней среды. В составе флюсов содержатся активные элементы: фторборат цинка или аммония, триэтаноламин.
Паяльный жир бывает следующих видов:
- нейтральный на основе канифоли и стеарина — отличается густотой, способен удалять небольшие загрязнения, хорошо держится на поверхности свариваемых металлов;
- активный со сложным химическим составом — эффективно удаляет окислы, следы коррозии, повышает паяльные свойства.
В составе жира содержится хлорид цинка и аммония, парафин, вспомогательные вещества.
Паяльный жир имеет следующие преимущества:
- лёгкое лужение за счёт растекания тонким слоем;
- доступность;
- точность дозировки;
- отсутствие следов после его использования.
Рекомендуется использовать флюсы следующих марок: Ф-64, Ф-61А, Ф-59А, 34А, Ф-5, Ф-124.
Порядок пайки
Правильная организация процедуры пайки алюминия предполагает основательную подготовку, без проведения которой не удастся добиться нужного результата. Перед тем как самому паять радиатор, следует внимательно ознакомиться с соответствующей инструкцией. В ней указывается, что подготовительный этап включает в себя зачистку восстанавливаемой зоны и приготовление паяльного состава требуемого качества.
Подготовительные операции
Перед началом пайки необходимо удалить старое покрытие и зачистить зону пайки
Перед тем как запаять алюминиевый радиатор с помощью флюса на основе канифоли, поврежденный участок подготавливается согласно следующей инструкции:
- Удаляются остатки старого покрытия и следы загрязнения.
- Зона пайки зачищается посредством абразива.
- Сразу вслед за этим ее обезжиривают растворителем.
Прежде чем запаять радиатор, потребуется заранее приготовить флюс в металлическом тигле. Для этого канифоль сначала расплавляется газовой горелкой, после чего в расплав добавляются мелкие опилки железа, взятые в соотношении 1:2 (они выполняют функцию абразива). Одновременно с этим подготавливаемый состав перемешивается до состояния однородной массы.
Устранение небольших дефектов
По завершении подготовительных операций переходят к самому процессу пайки:
Паяльником захватывается небольшое количество припоя.
Круговыми плавными движениями он наносится на заранее обработанное флюсом место.
В процессе обработки важно внимательно следить за тем, чтобы слой припоя распределялся по поверхности по возможности равномерно.
При спаивании содержащиеся в припое опилки счищают с поверхности оксиды, а добавленная ранее канифоль перекрывает канал доступа кислорода. В результате создаются все условия для получения надежного контакта между различными металлами. Этот метод подходит только для небольших повреждений, размер которых не превышает нескольких миллиметров. На больших площадях флюс быстро остывает и не обеспечивает хороший прогрев места пайки.
Восстановление значительных повреждений
Для восстановления значительной площади радиатора потребуется специальный состав – плавень
С необходимостью восстановления значительных по площади алюминиевых поверхностей приходится сталкиваться довольно часто. Потребуется специальный паяльный состав, называемый «плавнем». Перед его применением проводится подготовка обрабатываемой поверхности батареи, как это делалось для небольших участков.
Исходные компоненты для приготовления плавня:
- хлориды калия и лития;
- обычная поваренная соль;
- сульфат натрия;
- криолит.
Подготовленная в определенной пропорции смесь сначала основательно перетирается в ступке до состояния пудры. После этого она пересыпается в тигель, где тщательно перемешивается до однородной массы, годной для получения расплава.
Порядок пайки с использованием плавня:
- Поврежденный участок тщательно прогревается посредством газовой горелки.
- На подготовленное место тонким слоем наносится порция плавня.
- Повреждение пропаивается оловянно-свинцовым припоем с добавкой малых количеств висмута.
При работе со спецтехникой (газовой горелкой) важно не перегреть восстанавливаемый участок, чтобы не прожечь его. Сила пламени подбирается с тем расчетом, чтобы его хватало только на равномерный прогрев поверхности алюминиевого изделия
Ремонт радиаторов сложной конфигурации
Пайка автомобильного радиатора
Возможны ситуации, когда требуется восстановить (распаять) алюминиевый радиатор автомобиля, имеющий множество труднодоступных мест. В этом случае методы, основанные на применении железно-канифольного флюса и приготовленного своими руками плавня, не подходят. Тонкостенные трубки медного или латунного радиатора автомобиля, например, из-за особенностей конструкции паять очень непросто. В указанной ситуации рекомендуется использовать низкотемпературный припой (НТП) с одновременной проклейкой восстанавливаемой поверхности. В перечень рассмотренных подготовительных операций следует добавить необходимость обжима плоскогубцами поврежденного участка радиатора или печки, что позволит уменьшить размеры отверстия.
По ходу пайки обрабатываемая зона сначала тщательно прогревается газовой горелкой, после чего в ее пламя вносится пруток НТП. Периодически проводя им по этому месту, нужно постараться сделать так, чтобы частички припоя цеплялись за края повреждения и постепенно «затягивали» его. На завершающей стадии потребуется герметизировать зону дефекта, используя для этого специальный высокотемпературный клей. С его помощью удается «заделать» все оставшиеся мелкие неровности и изъяны.
Нагрев поверхностей
Тем, кто не знает, как запаять алюминиевую трубку и с чего начать, специалисты рекомендуют предварительно подготовить поверхности соединяемых деталей. Нагревают их с помощью снопа пламени. Желательно, чтобы он был на расстоянии 1 см от поверхности. Если нужно соединить массивные детали, то лучше воспользоваться многосопловыми горелками с мягким и равномерным нагревом. Медно-цинковые припои растапливают при помощи окислительного пламени, при котором испарение цинка уменьшено.
Нержавеющие стали нагревают нормальным пламенем. Главное, чтобы при этом не образовывались карбиды хрома, способные инициировать межкристаллитную коррозию. Если нужно паять разнородные детали, имеющие различную толщину, то пламя нужно направить на поверхность с большей тепловодностью и массой.

Почему возникают проблемы с пайкой?
Этот металл обладает множеством достоинств, в частности, лёгкостью и гибкостью. Кроме того, благодаря образуемой на его поверхности плёнке оксида, металл практически нейтрален и не вступает в реакцию с агрессивными средами или пищевыми продуктами.
Однако именно это свойство металла и является проблемой в тех случаях, когда необходимо произвести соединение нескольких алюминиевых деталей при помощи пайки.
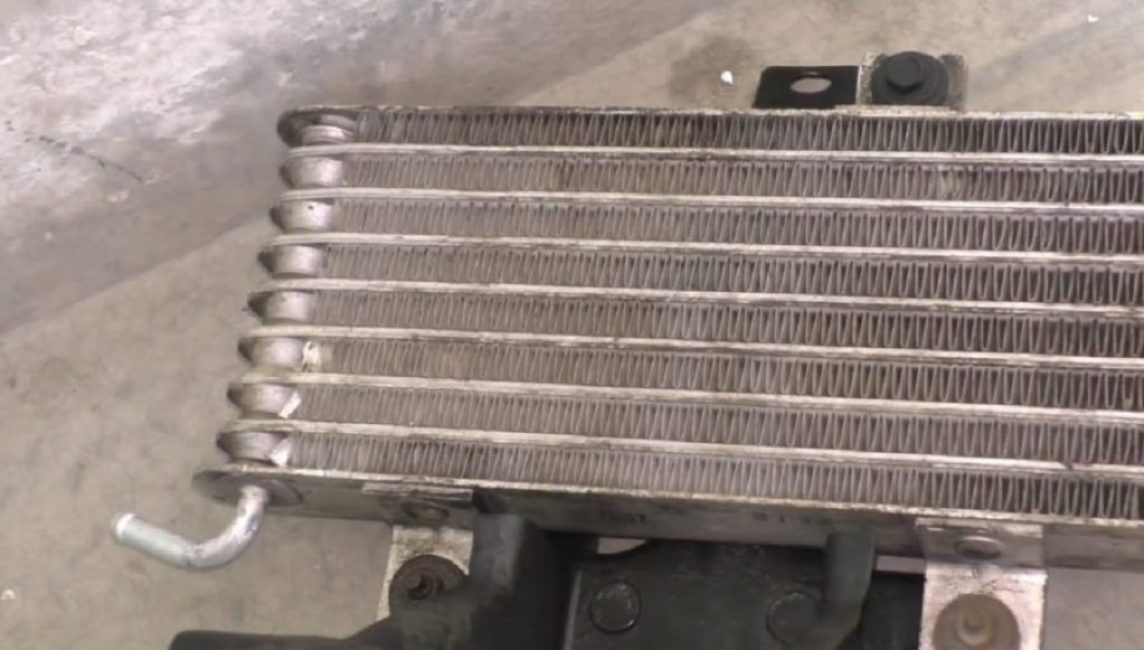
Радиатор из алюминия
Чаще всего алюминий применяется, как материал для изготовления различных радиаторов: систем отопления, охлаждения компонентов электроники, автомобильных жидкостей и пр. Подобное использование обусловлено низкой теплоёмкостью и высокой теплопроводностью металла.
Несмотря на достаточно низкую химическую активность время и температура делают своё дело и в корпусах алюминиевых радиаторов появляются трещины, заделать которые достаточно проблематично.
Микротрещины, возникающие в радиаторах, могут быть даже незаметны человеческому глазу, но из них может уходить достаточно большое количество жидкости, которую придётся регулярно подливать в систему охлаждения.

Микротрещина
Ремонт системы охлаждения – достаточно дорогостоящее мероприятие. Зачастую сервисные центры или автомастерские, особо не напрягаясь, просто меняют радиатор целиком вместо того, чтобы исправить его при помощи запаивания отверстия.

Спайка нескольких элементов
Самостоятельно устранить отверстие можно двумя путями: при помощи пайки или с применением холодной сварки. При этом, в обоих случаях придётся столкнуться с одной серьёзной проблемой.

Алюминий на воздухе сразу же окисляется
При взаимодействии алюминия с воздухом, он сразу же окисляется, а его поверхность покрывается тонкой плёнкой оксида.
Оксид обладает изолирующими свойствами и традиционные материалы, используемые в качестве припоя, не способны не то чтобы соединить две алюминиевые поверхности, но даже просто хорошо «прилипнуть» к поверхности, которую покрывает оксид.
Именно поэтому паять алюминий очень и очень непросто.
Пайка при помощи обычного паяльника не даёт желаемых результатов. Можно даже сказать, что она не даёт никаких результатов, поскольку даже при использовании специальных флюсов для пайки регулярно получается вместо ровного паянного шва неравномерное нагромождение припоя, явно не имеющее хорошего контакта ни с одной из припаиваемых поверхностей.

Изготовление теплицы своими руками из профильной трубы и поликарбоната: полное описание процесса, чертежи с размерами, полив и обогрев (Фото & Видео)
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия. Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
- Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
https://youtube.com/watch?v=Ek6I5TXdL6k
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Устранение маленьких трещин
Тем, кто не знает, чем можно запаять алюминиевую трубку, опытные мастера порекомендуют использовать специальные составы. Если трубки в вашем кондиционере с совершенно маленькими трещинками, еле видными глазу, то можно обойтись без аргонно-дуговой сварки. На дырочки в трубки наносят специальные заплатки
Важно, чтобы их толщина была не менее 3 мм. Для этого трубки из алюминия смесью покрывать следует в несколько слоев
Если трещины большие, то вам не обойтись без аргонно-дуговой сварки. Преимущество ее в том, что она исключает контакт поверхности с кислородом, а, следовательно – образование оксидов. Таким образом, работая аргонно-дуговой сваркой, вы можете обойтись без флюса.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
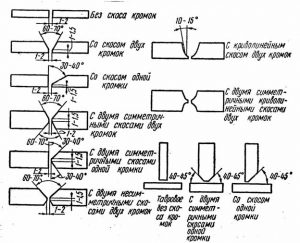 Виды подготовки кромок под пайку
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Причины поломок
Может быть так, что алюминиевые трубки в кондиционере автомобиля просто засорились. Происходит это преимущественно в зимнее время, когда кондиционер не работает. По мере накапливания загрязняющих частиц между радиаторами в кондиционере и двигателе происходит засорение всей магистрали. В итоге хладагент будет циркулировать и смешиваться с влагой уже не в полной мере. За счет наличия реагентов, нарушения уровня влаги и перепадов температур разрушается алюминий, из которых сделаны трубки. Таким образом, их эксплуатационный ресурс зависит от климата, температурного режима, особенностей дорожного покрытия, участия в дорожных происшествиях и общих нагрузках на автомобиль. В комплексе эти факторы отрицательно скажутся на состоянии охлаждающей системы.
Пайка алюминия самостоятельно
Пайка алюминия в домашних условиях – процесс крайне сложный. Дело в том, что после зачистки поверхность металла обрастает оксидной пленкой, которая усложняет процесс работы. Однако если при пайке ее разрушить, все не будет так сложно.Механическим способом удалить эту пленку не получится, поскольку если поверхность алюминия соприкоснется с водой или кислородом, она станет еще больше, а флюсы окислы не растворяют.
Что избавить поверхность от окисла, зачистите металл под масляной пленкой, при этом масло должно быть целиком обезвоженным. С этой целью его предварительно прогревают в течение какого-то времени при температуре до 200 градусов. Масло лучше брать минеральное или вакуумное.
Также поверхность можно зачищать грубыми железными опилками, которые следует растереть по ней под слоем канифоли или масла. Для этого берут жало паяльника и припой. Опилки в данном случае выступают абразивом, и вместе с чисткой происходит процесс обслуживания. Чтобы пайка алюминия была более надежной, металл следует обрабатывать по медному подслою, нанесенному на поверхность электролитическим способом.
Прослой может быть и цинковым, а пленку окисла можно надежно удалить специальными активными флюсами. Очень эффективно будет удаление с помощью активного флюса и механической обработки.
Флюсы для пайки алюминия
Выбирать флюс для алюминия нужно в зависимости от ряда факторов. Например, «бинарный» флюс в виде концентрированной фосфорной кислоты. Безотмывочный флюс не требует после пайки дополнительной промывки, также с его помощью можно производить пайку не только алюминия, но и меди и прочих металлов.
Припои для пайки алюминия
Чтобы запаять алюминий с помощью припоя, нужно покрыть поверхность металла его слоем. А детали паяются после облужения припоем. Залуженные таким образом алюминиевые детали можно не только паять друг с другом, но и с другими материалами или сплавами.
Для пайки алюминия лучше всего подходят легкоплавкие припои, в основе которых содержатся:
- цинк;
- олово;
- кадмий.
Также используются и алюминиевые тугоплавкие припои, но они не такие удобные в плане свойств. Но тугоплавкие более надежные и обеспечивают более прочное соединение. Тугоплавкие припои включают в себя:
- медь;
- цинк;
- кремний.
Наиболее простой припой – это сплав кремний и алюминия. Пайка происходит при помощи простого паяльника, жало которого нужно прогреть до 350 градусов, а также флюса в виде смеси йодида лития и олеиновой кислоты.
Пайка алюминиевых сплавов
С помощью припоев и флюсов определенного вида можно паять не только алюминиевые детали, но и изделия на основе сплавов алюминия. Наиболее легкие в плане пайки такие сплавы, как:
- Авиаль;
- АМц.
А наиболее сложные – это:
- В95;
- АК4;
- дуралюмин;
- литейные сплав с минимальной температурой плавки.
Использовать припой типа 34А для перечисленных сплавов можно только для создания мелких изделий и с максимальной осторожностью, поскольку высок риск пережога и расплавления металла. Поскольку пайка сильно нагревает сплав, дуралюмин и некоторые другие его виды, переходят в отожженное состояние, а потери при этом имеются не менее 30 процентов прочности в паяльной области
А при пережоге прочность теряется более чем наполовину
Поскольку пайка сильно нагревает сплав, дуралюмин и некоторые другие его виды, переходят в отожженное состояние, а потери при этом имеются не менее 30 процентов прочности в паяльной области. А при пережоге прочность теряется более чем наполовину.
Учитывайте при нагревании риски коробления материала, поэтому нельзя допускать пайку крупных деталей из сплавов посредством горелки. А мелкие изделия на основе дуралюмина лучше всего изготавливать печным методом, где можно точно производить регулировку температуры.
А чтобы снять устойчивые окислы со сплавов, нужно брать особо активные флюсы. Чаще всего для этой цели используют флюсы на основе алюминия. Однако некоторые из них, в частности, 34А, могут спровоцировать коррозию, именно поэтому после пайки нужно удалить то, что останется от флюса.
Что лучше — сварка или пайка
Ответы на этот вопрос могут быть разными. Применение того или иного способа зависит от использования деталей после их соединения. Автомобильный радиатор лучше паять. Этот способ стоит дешево и отличается надежностью. Молочные фляги и другие емкости для хранения продуктов питания лучше сваривать. Сварной шов более прочный, особенно при больших размерах. Часто приходится сваривать детали из алюминиевых сплавов. Сварка силумина — практически единственный способ соединения, не считая использования клея.
На сварке и пайке при желании можно неплохо заработать. Вопросы о том, как запаять алюминиевые трубки в холодильнике или отремонтировать раму велосипеда, возникают часто. В мастерских работа стоит дорого: пайка трубок — 1000 руб. и более. При соединении электропроводов способом пайки берут 15 руб. за каждое. Ремонт рамы велосипеда из сплавов алюминия с применением припоев стоит 500 руб. Ремонт кастрюли обойдется в 100 руб. К этим суммам следует добавить расходы времени и денег на доставку изделий в мастерскую и обратно.
Чтобы сэкономить эти деньги, нужно научиться паять самому. Для этого необходимо приобрести газовую горелку в виде баллончика за 700-1000 руб. и припой. Научиться обработке поверхностей и наложению швов можно на старом автомобильном радиаторе.
Как правильно спаять два провода паяльником?
Как правильно паять паяльником с канифолью
Что такое нихромовая проволока, её свойства и область применения
Способы соединения электрических проводов между собой
Какая проводка лучше — сравнение медной и алюминиевой электропроводки
Как изготовить электронную печатную плату в домашних условиях?
Пайка алюминия дома своими руками: пошаговая инструкция
Хотите попробовать паять алюминий в домашних условиях , но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять , чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия ? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой . В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия
Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки .
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином « спаять алюминий » подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали . Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Особенности пайки
В домашних условиях можно выполнить мелкий ремонт предметов из алюминия газовой горелкой. При осуществлении паяльных работ на поверхности алюминия при контакте его с кислородом образуется окислительная пленка, которая ухудшает адгезию. Если начать выполнение паяния, предварительно не удалив оксидную пленку, то готовый шов не будет иметь прочность. Оксидная пленка не удаляется путем механической очистки – стоит только обработать изделие, как оксиды появляются вновь. Решить вопрос можно только с помощью специального вещества, называемого флюсом.
Паяние с использованием газовой горелки удобно тем, что в процессе работы силу пламени, а значит, и его температуру, можно регулировать. Если для паяния алюминия выбрать неправильный температурный режим, то расплавленный металл, а также припой, будут растекаться по рабочей поверхности, не заполняя собой место соединения или дыру
Чтобы процесс паяния был результативным, важно правильно выбрать присадочный припой
Достоинства такого паяния состоят в следующем:
- горелка, работающая на газе, универсальна – с ее помощью соединяют как тонкие алюминиевые провода, так и применяют для ремонта обширных поверхностей;
- горелка с газом имеет свойство корректировки силы ее пламени;
- пользуясь горелкой, можно не только прогревать поверхности деталей перед паянием, но и плавить флюс с припоем;
- горелка с газом может обеспечить медленное расплавление металла, предоставляя возможность выполнять процесс без спешки и качественно;
- горелка на газе сразу же при включении готова к работе, ей не нужно дополнительное время для разогревания до требуемой температуры.
Недостатки при работе с горелкой тоже имеются:
- подготовительный этап перед процессом паяния довольно длительный;
- стоимость выполнения работ с учетом расхода газа может оказаться высокой;
- работа с открытым пламенем вблизи газового баллона является опасной из-за угрозы взрыва;
- само оборудование стоит довольно дорого.
Процесс паяния алюминиевых изделий выполняют путем применения паяльника, газовой горелки, иногда может быть использована и сварка. При помощи паяльника спаять большие участки шва иногда просто невозможно, а сварочный метод не в каждом случае может быть обоснован, так как при сварке образуется дуга, которая очень быстро плавит металл. Поэтому применение газовой горелки является оптимальным вариантом из всех существующих.
Отличные результаты можно получить при варианте непрерывного паяния. Если же в процессе работы горелкой нужно остановиться, то для возобновления паяния потребуется основательно разогреть всю протяженность шва, чтобы равномерно распределить припой, не пропустив незапаянных участков. Стыковочные швы, сделанные с помощью газовой горелки, получаются прочными и аккуратными.
Похожие записи:
 Актуальность применения влагозащищенной розетки закрытого или открытого типа и варианты ее месторасположения в комнате
Актуальность применения влагозащищенной розетки закрытого или открытого типа и варианты ее месторасположения в комнате
 Степень защиты электрооборудования
Степень защиты электрооборудования
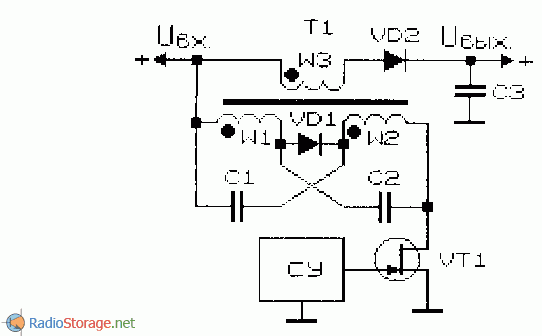 Разработка boost преобразователя на dsp: принцип работы, расчеты, макетирование
Разработка boost преобразователя на dsp: принцип работы, расчеты, макетирование
 ⚡️ лучшие устройства защиты от импульсных перенапряжений на 2021 год
⚡️ лучшие устройства защиты от импульсных перенапряжений на 2021 год
 Что такое нихром? свойства и применения нихрома. описание нихрома
Что такое нихром? свойства и применения нихрома. описание нихрома
 Формулы расчета полной мощности цепи переменного тока
Формулы расчета полной мощности цепи переменного тока