Недостатки
Сварка алюминия в домашних условиях обеспечивает более низкий уровень качества соединения;
Порой сложно подобрать подходящие расходные материалы, особенно, если речь идет о редких случаях использования;
Сложно использовать современные технологии, так как в домашних условиях зачастую нет подходящих вещей, которые применяются на передовых предприятиях;
Сложнее соблюдать технику безопасности, особенно, при работе с газом;
Сварочные электроды могут храниться в недостаточно надежных условиях, из-за чего они могут отсыреть и испортиться;
Отсутствуют точные методы контроля полученного сварного шва, что очень важно перед применением изделия.
Возможные способы сварки алюминия дома
В домашних условиях может осуществляться не только примитивная сварка алюминия при помощи плавкого электрода, но и другие разновидности, в зависимости от оборудования, которое используется. Выделяют следующие способы сварки:
Сварка алюминия электродом в домашних условиях. Это самый простой способ, так как очень схож с обыкновенной сваркой стали, но с учетом всех особенностей поведения расплавленного алюминия. Здесь не нужно особого опыта работы мастера, но требуется учитывать низкую вязкость металла, что усложняет работу новичков и делает шов не таким ровным и монолитным, как при сварке стали.
Сварка алюминия в домашних условиях газовой горелкой. Здесь в качестве основной температурной силы, расплавляющей металл, используется газ. Это снижает скорость сварки в три раза и делает процесс более простым. Тут применяется сварочная проволока, на которой нет покрытия, что позволяет избавиться от проблем с просушкой электродов. Газ является более надежной защитой, чем обмазка электродов.
Аргонодуговая сварка. Это один из лучших вариантов, так как само сваривание происходит под воздействием дуги, а в качестве защиты применяется инертный газ аргон. Тут используется неплавкий электрод и присадочная проволока, что обеспечивает высокое качество соединение. Сварка алюминия в домашних условиях таким способов применяется достаточно редко из-за технической сложности данного процесса.
Материалы и инструмент
Сварка деталей из алюминия требует специальной технической подготовки, которая зависит от выбранного способа. Но даже самые простые варианты требуют особой средств, которые помогут сделать все как можно более качественно и надежно. Среди них выделяются такие вещи как:
- Сварочный аппарат, который становится главным источником питания, обеспечивающим подачу тока нужных параметров для конкретного вида сварки;
- Электроды (или присадочная проволока, если используется процесс сваривания при помощи газа) – этот материал должен максимально соответствовать тому, с чем он будет свариваться;
- Газовые баллоны со шлангами, что используется для соединения металла газом, но такой вариант для домашних условий не часто используется;
- Заземление для всех использующихся электрических аппаратов;
- Рабочая одежда и сварочная маска.
Пошаговая инструкция
Когда идет сварка лодки из алюминия, или других важных вещей, то следует правильно соблюдать режимы, чтобы добиться желаемого результата. Стоит выделить следующие шаги:
Подготовка металла. Она может включать в себя разделку кромок, что необходимо при толщине металла от 4 мм, так как алюминий обладает низкой глубиной проварки, поэтому, нужно уменьшить толщину за счет скоса кромок. Также требуется механически зачистить поверхность наждачной бумагой или металлической щеткой, чтобы убрать жиры, масла, различные налеты и пленки;
Затем следует аккуратно распределить флюс (если речь идет о газовой сварке), чтобы улучшить свойства сваривания металла;
После этого требуется подогреть металл (снова при газовой сварке), чтобы избежать температурной деформации и способствовать предварительному расплавлению флюса;
Нагрев алюминия для сварки
Далее можно уже приступать к самому свариванию, разжигая пламя или дугу и образуя валик шва в сварочной ванной идти по всей длине кромок;
Сварка алюминия горелкой в домашних условиях
После окончания работ нужно дать остыть металлу и проверить качество соединения доступными методами.
Когда осуществляется TIG сварка алюминия, то требуется использовать только переменный ток, так как качества соединения с ним становится выше.»
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Здравствовать желаю дорогим моим читателям! Пайка алюминия меня заинтересовала еще лет 5 назад, когда пришлось срочно запаивать радиатор охлаждения моего Кузнечика. Ниже покажу его фото и место пайки на радиаторе, который до сих пор работает. Недавно меня спросили чем лучше всего паять алюминий? Я решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и изложить это на одной странице. Так родилась эта статья. Поехали!
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
https://youtube.com/watch?v=wSSyGIEgpxo
https://youtube.com/watch?v=FqsxsTcksJY
Как паять алюминий без аргона: способ пайки припоем
Самой качественной сваркой алюминия является — аргонодуговая сварка. Однако для данного способа необходимо как дорогостоящее оборудование, так и высокая квалификация сварщика, что зачастую не всегда соответствует реальности. Кроме того, оборудование для данного способа сварки достаточно громоздкое и в некоторых местах его использование вообще запрещено. В этой статье мы расскажем об альтернативных и недорогих способах сварки алюминия без применения аргона.
Способ 1: использование электрода по алюминию Zeller 480
Ремонтный электрод Zeller 480 c 12% содержанием кремния предназначен для сварки широкого спектра алюминиевых сплавов включая силумин и дюраль. Этот способ позволяет надежно сваривать алюминий без применения дорогостоящего аргонодугового оборудования.
Преимущества и области применения
- При соблюдении технологического процесса сварки, по своему качеству сварочный шов, сделанный при помощи электрода Zeller 480, не уступает аргонодуговой сварке;
- Высокая производительность наплавки;
- Плотный наплавленный металл без пор;
- Благодаря мягкой, равномерной дуге, шов получается ровный и гладкий;
- Zeller 480 единственный алюминиевый электрод, выпускаемый в «низкотемпературном» размере 2 мм;
- Электрод снабжен специальной защитной обмазкой, которая обладает высокой влагостойкостью, что существенно продлевает срок эксплуатации электрода;
- Сварка осуществляется без флюса, так как все необходимые элементы для удаления оксидной пленки находятся в защитной обмазке электрода;
- Используется для сварки алюминиевых листов, профилей, токопроводящих шин, резервуаров, алюминиевого литья, устранение дефектов литья, картеров, кузовов автомобилей и т.п.
Важно! Так как в покрытии алюминиевых электродов содержатся гигроскопические соли, после выполнения всех сварочных работ, следует герметично закрыть упаковку и убрать ее в сухое, теплое место
Инструкция по использованию
Шаг 1. Перед началом сварки, убедитесь, что подготовленный образец из металла сухой, так как алюминий гигроскопичен (впитывает влагу). При помощи нержавеющей щетки зачистить соединения до металлического блеска, и удалить остатки загрязнений в зоне около шва.
Шаг 2. Если необходимо, просушите электроды 1-1,5 часа при температуре 100°С.
Шаг 3. Подогреваем алюминиевый образец до температуры 150-200°С при помощи горелки.
Важно! Без подогрева сварку проводить нельзя!
Шаг 4. Сварка осуществляется на постоянном токе обратной полярности. Наиболее вертикальное положение электрода с поддержанием короткой дуги. Подавать электрод в зону сплавления следует быстро, максимально продвигая вперед и поддерживая очень короткую дугу.
Шаг 5. Выполняйте сварку в один слой за один проход.
Будьте внимательны! Скорость сварки такая же, как и у полуавтоматической сварки.
Предел прочности сварочного шва — 200 ньютонов на миллиметр кв., что близко к пределу прочности основного металла. Поэтому этот метод сварки можно использовать на ответственных конструкциях.
Способ 2: Использование припоя HTS-2000 или Castolin 192
Припой HTS-2000 или Castolin 192 — это сплав в виде цинковой трубки, наполненный твердым порошком флюса по центру, при помощи которого сварка становится быстрой и легкодоступной. Припой сделан при помощи высоких технологий и специально предназначен для того, чтобы проводить работы по восстановлению деталей, сделанных из алюминия. При этом сварка не предполагает использования технологий высокой стоимости.
Все что потребуется для ремонта алюминиевых деталей, это только сам припой и газовая горелка для сварки.
Общие рекомендации для достижения наилучшего результата при работе с припоем
- Зачищайте рабочую поверхность непосредственно перед нанесением припоя.
- Не стоит плавить припой в пламени горелки, так как это не позволит ему соединиться с металлом. Припой должен плавиться сам на поверхности детали!
- В жидком состоянии припой достаточно текучий, поэтому стоит хорошо лудить поверхность, чтобы исключить наличие щелей, особенно в месте пайки.
- Также убедитесь, что формообразующие элементы плотно прилегают друг к другу.
- При нанесении припоя дожидайтесь его впитывания. В противном случае не произойдет достаточное сцепление металлов, и, как следствие, не будет достигнута требуемая прочность изделия.
Готовые составы
Среди готовых к использованию составов можно выбрать флюс для свинцовой, безсвинцовой или безканифольной пайки. Производят флюсы в виде паст, которые удобно наносить на металл. Иногда флюсовые составы помещают в полую проволоку припоя.
Бура
 Постоянно большим спросом пользуется многофункциональная бура. Этот флюс известен давно, пригоден для пайки чистой меди, медных сплавов, чугунной и стальной продукции.
Постоянно большим спросом пользуется многофункциональная бура. Этот флюс известен давно, пригоден для пайки чистой меди, медных сплавов, чугунной и стальной продукции.
Буру применяют в виде порошков или растворов, в чистом виде или с борной кислотой и другими добавками. Флюс имеет доступную цену, надежную репутацию на рынке продукции для пайки.
Гелевые
Среди гелевых флюсов выделяется продукция Flux-Plus. Конечно, он немало стоит, но цена компенсируется прекрасными качествами, удобством применения для пайки.

Популярны гели компании Amtech. Оригинальная продукция имеет большую стоимость. Маркировка флюсов может быть обманчивой. Подделанная продукция тоже имеет такие надписи.
Как ни странно, это единственный вид флюса, подделка которого не разочарует. Китайский продукт также обладает хорошими свойствами при пайке. В отличие от оригинала остаточный налет приходится снимать.
Подбор флюсов
 С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
С учетом специфики пайки деталей из алюминия к выбору флюсов нужно подойти внимательно.
Существует отечественные средства, состоящие из нескольких компонентов. Они обеспечивают эффективную очистку деталей, препятствует окислительным процессам при нагревании. Это особенно актуально при использовании припоев из олова и свинца, известных своей склонностью к окислению.
Хорошую проникающую способность обеспечивает многокомпонентный флюс из фторборатов аммония и цинка, триэтаноламина, добавочных веществ. Средство имеет доступную цену. Его эффективность многократно проверена на практике.

Известный высокотемпературный флюс состоит из хлоридов калия, лития и цинка; фторида натрия. Сухую смесь всыпают в рабочую зону пайки на палочке, дожидаясь равномерного расплавления и перемешивания с массой припоя.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
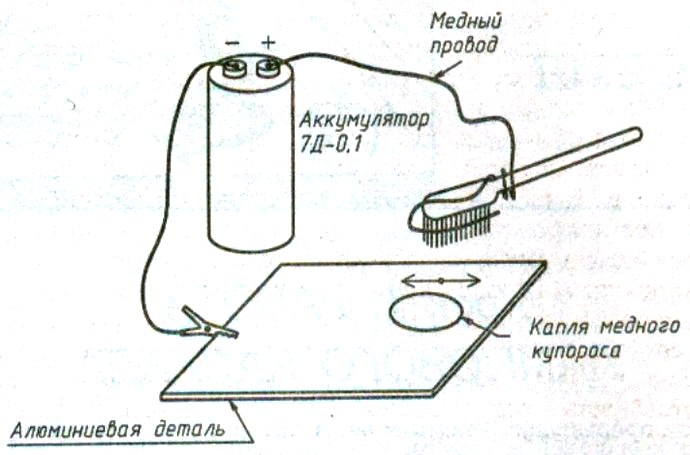
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
https://youtube.com/watch?v=8od2WFUl0jU
стандартными флюсами
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
https://youtube.com/watch?v=Jx8Astt2_vw
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.

В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Что использовать?
Выбор флюса для алюминия зависит от целого ряда немаловажных факторов. В частности, наибольшей популярностью пользуется так называемый бинарный флюс, представляющий собор раствор концентрированной фосфорной кислоты.
У него есть большое количество положительных моментов:
- Этот состав является безотмывочным, то есть он не будет нуждаться в дополнительной промывке после завершения паяльных работ.
- Он очень быстро действует, поэтому приступать к пайке можно практически сразу же после его нанесения на поверхность провода.
- Вещество универсальное, поэтому является подходящим для ряда других металлов, в частности, стали или меди.
Чтобы пайка алюминия получилась как можно лучше, нужно использовать припои, где содержится алюминий, серебро, кремний, цинк и медь. В продаже можно найти расходные материалы, где содержатся все эти материалы.
Выбирая припой, принимают во внимание, что соединение будет иметь наивысшую способность к сопротивлению коррозионным процессам, если в припое содержалось большое количество цинка. Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов
Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии
Вполне допустимо использовать для пайки алюминия припои, сделанные на базе свинца и олова, однако здесь невозможно будет обойтись либо без механической зачистки материала, либо без использования надежных флюсов. Не рекомендуется использовать припой такого рода, так как алюминий не будет с ним достаточно надежно соединяться. Еще одним отрицательным моментом является подверженность соединения развитию коррозии.

Для пайки алюминия следует приобретать только высокотемпературные припои, без которых добиться качественного соединения проводов будет довольно проблематично.
Помимо припоя и флюса, понадобится паяльник. Ширина жала здесь будет напрямую зависеть от того, насколько большое сечение у провода – чем оно выше, тем шире жало следует подбирать. Стоит отметить, что паяльники с нерегулируемой температурой нагрева сейчас постепенно уходят в прошлое.
Им на смену приходят так называемые паяльные станции. Эти изделия хороши тем, что имеют регулятор температуры нагрева жала паяльника, а также целый набор этих сменных жал. В работе с таким материалом как алюминий, это очень полезный момент. На дисплее можно выставить необходимую температуру с точностью до градуса и приступить к работе.
https://youtube.com/watch?v=RCXV8lrZf7A
Нагрев алюминиевого изделия
Метод прогрева алюминиевых деталей подбирается индивидуально. Изделия сравнительно небольших размеров можно прогреть при помощи электрического паяльника и залудить припоем и флюсом для пайки меди. Для более массивных деталей имеет смысл использовать другой способ пайки алюминия с применением газовой горелки или паяльной лампы.
Таблица марок припоев для пайки алюминия.
При прогреве детали следует:
-
Контролировать температуру нагреваемого изделия.
Узнать текущую температуру поверхности детали можно, прикоснувшись к ней прутком припоя. Когда проволока припоя алюминия начинает плавиться следует уменьшить нагрев и приступать к непосредственной пайке с применением активного флюса. -
Следить за пламенем горелки.
Струя горелки содержит смесь природного газа и кислорода, а потому должна быть ярко-синего цвета. Правильный состав пламени горелки позволяет алюминиевой детали меньше окисляться и не перегреваться.
Ключевые преимущества прогрева массивных алюминиевых изделий газовой горелкой представлены:
- Низкой стоимость оборудования. Газовая горелка потребляет небольшое количество топлива и продается в любом строительном магазине.
-
Отсутствие неравномерного прогрева и напряжений внутри изделия.
Детали, прогретые газовой горелкой, имеют ровный шов и не меняют геометрию из-за перегрева. -
Легкий контроль рабочих температур.
При слишком сильном нагреве металла следует уменьшить интенсивность пламени горелки. -
Возможность проведения паяльных работ в домашних условиях.
При прогреве металла горелкой нет едкого запаха, отсутствует ультрафиолетовое облучение кожи и не летят искры.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Используемые материалы
Флюсы для пайки алюминия
Паяльная станция — принцип работы и разновидности
Перед тем, как паять алюминий, с его поверхности необходимо удалить прочную и тугоплавкую оксидную пленку. Для этого перед началом паечных работ на нее наносят специальный состав – флюс, способствующий быстрому растворению окисла и предотвращению его образования на некоторое время.
В качестве флюса для данного вида работ применяют канифоль, порошковые, жидкие составы.
Канифоль
Такой не обладающий активностью флюс для алюминия используется крайне редко. Он не растворяет пленку оксида и не обеспечивает образование качественного паечного шва.
Канифоль
Порошковый флюс
Из порошковых флюсов для данного вида работ применяют буру, состав марки Ф-34А (активный флюс на основе хлоридов калия, лития и цинка, фторида натрия), паяльный жир.
Жидкий флюс
В качестве жидкого флюса для пайки алюминия применяют такие составы, как:
- Ф-61;
- Ф-64;
- Castolin Alutin 51 L.
Плюсы жидких составов, по сравнению с канифолью и порошкообразными веществами, заключаются в удобстве и равномерности их нанесения, более экономном расходе.
Припой для пайки алюминия
Припой для алюминия бывает следующих видов:
- Оловянно-свинцовый сплав – ПОС-40,ПОС-61 (содержат 41 и 61% олова, соответственно);
- Цинково-оловянный сплав – ЦОП-40 (содержание цинка – 40%);
- Алюминиевые сплавы – HTS 2000, Castolin 192FBK, 34А.
Отечественные припои
Из отечественных припоев для данного вида паечных работ подходят цинко-оловянные марки с содержанием цинка 40%, а также специальный алюминиевый припой марки 34А.
Сравнение припоев для пайки алюминия
Из всех используемых для такого вида работ марок припоев максимальную прочность и надежность шва обеспечивают зарубежные сплавы HTS 2000, Castolin 192FBK, а также отечественная марка 34 А.
Обычные оловянно-свинцовые сплавы, в отличие от специализированных, не обеспечивают надежную адгезию с рабочей поверхностью, сильно окисляются на воздухе, не обладают необходимой прочностью на разрыв.
На заметку. Для того чтобы припаять медь к алюминию, применяют как флюсы, так и припои тех же марок и видов, что для паечных работ на алюминиевых деталях.
Порошковая проволока
Порошковая проволока с флюсом применяется при сварке алюминиевых деталей. Для того, чтобы их спаять, она непригодна, так как имеет очень высокую температуру плавления.
Порошковая проволока для сварки
Для того чтобы шов был качественным и надежным, спаиваемые детали тщательно обезжиривают, очищают при помощи наждачной бумаги или щетки по металлу. При применении паяльника рабочие поверхности лудят.
Источники нагрева
В качестве источников нагрева для данного вида работ применяют паяльники и газовые горелки на пропане.
Паяльник для пайки алюминия
Для соединения деталей, заделки пробоин и трещин в заготовках из данного металла применяют паяльник с нихромовым нагревателем и широким медным жалом. Мощность у данного прибора должна быть не менее 80-100 Вт.
Горелки для пайки алюминия
Для данного процесса применяют небольшие газовые горелки на пропане со сменными баллонами.
Газовая горелка
https://youtube.com/watch?v=5nG16yC2Rgg
https://youtube.com/watch?v=uuVm6M64cGk
https://youtube.com/watch?v=jo3i0uEvlxY
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Технология
Выполнение в домашних условиях паяльных работ по алюминиевой поверхности требует предварительной подготовки и четкого соблюдения последовательности действий самого процесса. При помощи газовой горелки можно паять фрагменты трубок из алюминия, соединить провод с алюминиевыми жилами, плавка припоя может также залатать прореху в алюминиевом радиаторе отопления и так далее. Методика применения газовой горелки дает возможность обработки не только малых, но и больших по своей протяженности площадей.
Технология выполнения паяльных работ по алюминию состоит из 2-х важных этапов – подготовительного и самого процесса паяния.

Подготовка
Этап предварительной подготовки является важной частью технологического процесса, и пренебрегать им нельзя
- Детали, подлежащие паянию, зачищают механическим путем при помощи наждачной бумаги или металлической щетки.
- Далее очищенную от загрязнений поверхность обезжиривают ацетоном или органическим растворителем, удаляя следы жира или масла, а также снижая плотность оксидной пленки.
- Зачищенные поверхности обрабатывают флюсом. Процесс выполняют внимательно, не пропуская ни одного участка рабочей области. Флюс поможет улучшить адгезию, а также текучесть расплавляемого металла. Если начать паяние без удаления оксидной пленки при помощи флюса, готовый шов вскоре разрушится.
- Обработанные детали тщательно прогревают при помощи горелки для того, чтобы нанесенный поверх флюса припой мог хорошо расплавляться и равномерно покрывать рабочую область.


Процесс
После проведения подготовительных работ можно приступать к выполнению основных действий.
- Присадочную проволоку или кусочек припоя размещают на рабочей прогретой поверхность, затем ее обрабатывают пламенем газовой горелки. В это время припой начинает расплавляться, но плавить припой нужно таким образом, чтобы он хорошенько растекся по поверхности и в дальнейшем там застыл. Расплавленный припой заполняет собой все микротрещины и неровности, которые присутствуют на алюминиевой поверхности. Далее он будет медленно остывать, образуя прочный шов-соединение. Если накладывать последовательно друг на друга несколько таких слоев, получится довольно прочное монолитное образование.
- После того как паяльный шов полностью остынет, заполнив собой рабочее пространство, необходимо проверить качество стыковки его с поверхностью обрабатываемой детали.
- Когда паяльные работы закончены, место паяния обрабатывают влажной тканью или губкой. Затем выполняется шлифовка материалами с мелкой фракцией абразива на поверхности – она создает шву законченный и эстетичный внешний вид.

При паянии газовой горелкой в домашних условиях специалисты рекомендуют внимательно подходить к вопросам техники безопасности. Перед работой требуется проверять целостность емкости газового баллона, его шлангов, а также исправность горелки. Газовые баллоны необходимо держать как можно дальше от открытого пламени, а на рабочем месте не должно быть горючих материалов и легко возгорающихся предметов.
В следующем видео рассказывается о пайке алюминия газовой горелкой.
Технологические подходы для пайки алюминия
Технология пайки алюминия с флюсом практически ничем не отличается от соединения других металлов.
Весь процесс пайки алюминия припоем можно разделить на следующие этапы:
-
Подготовка поверхности.
Перед тем, как паять алюминий следует зачистить и обезжирить соединяемые части. -
Установка изделия в рабочее положение.
Для выполнения данного этапа могут потребоваться тиски или третья рука. - Нанесения флюса на место пайки.
- Прогрев изделия при помощи электрического паяльника или газовой горелки.
-
Нанесение припоя или паяльной пасты на необходимые участки.
Для этой роли подойдет цинковые или медные припои. Иногда могут понадобиться высокотемпературные припои, обеспечивающие хорошую механическую фиксацию изделия.
Обратите внимание! Процесс соединения алюминиевых изделий должен производиться в хорошо проветриваемом помещении, поскольку при плавлении припоя выделяются ядовитые соединения металлов. Схема пайки алюминиевых труб
Схема пайки алюминиевых труб.
Важно помнить, что при пайке бесфлюсовым припоем следует осуществлять чиркающие движения паяльником, дабы обеспечить взаимодействие компонентов припоя и металла. Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
Проведение работ при помощи специального паяльника со скребком даст хороший результат в таких случаях:
- пайка алюминиевой посуды;
- пайка алюминиевых проводов;
- пропай поверхности, не подверженной сильным механическим нагрузкам;
- соединение мелких деталей.
Пайка массивных алюминиевых деталей и толстых стержней должна проводиться при помощи сварки или горелки. Сварка не всегда подходит из-за высокой температуры дуги, расплавляющей металл. Поэтому, большинство специалистов предпочитают использовать горелки.
Наилучший эффект достигается при непрерывной пайке горелкой. Если, по какой-то причине процесс пайки пришлось остановить, следует полностью прогреть весь шов, дабы обеспечить равномерное распределение припоя и избавиться от не пропаянных мест.
Процесс пайки алюминиевых стержней при помощи горелки подразделяется такие этапы:
- Очистка металла от грязи и подготовка поверхности, путем шлифовки.
- Разогрев всей поверхности массивных изделий при помощи горелки.
- Удаление всех легковоспламеняющихся материалов с рабочего места.
- Включение вытяжки для нейтрализации едких испарений припоя.
- Подготовка проволочного припоя.
- Подготовка флюса марок Ф-59А, Ф-61А или Ф-64А.
Допускается прогрев металла до ярко-оранжевого цвета. В таком виде металл не плавится, а припой ложится максимально равномерно.
Паяные при помощи горелки изделия имеют более качественный шов и могут похвастаться хорошими механическими свойствами.
Флюс для пайки алюминия.
Наиболее сложным и в то же время качественным методом соединения алюминиевых изделий является сварка. Данный способ затрудняется из-за низкой температуры плавления металла.
Квалифицированные специалисты чаще всего сваривают алюминиевые изделия следующими методами:
- сварка при помощи электродов с покрытием;
- сварка с использованием защитного газа.
Первый вариант сварки имеет следующие недостатки:
- низкая прочность сварного шва;
- сильное разбрызгивание металла при варке;
- плохая отделимость шлака от шва.
Сварки в атмосфере из инертного газа не обладает заметными недостатками и считается наилучшим методом соединения алюминиевых деталей.
Похожие записи:
 Как сделать портативную колонку своими руками?
Как сделать портативную колонку своими руками?
 Определяем полярность диода: катод и анод
Определяем полярность диода: катод и анод
 Схемы подключения фотореле
Схемы подключения фотореле
 Импульсный стабилизатор напряжения для зарядки аккумуляторных батарей большой емкости
Импульсный стабилизатор напряжения для зарядки аккумуляторных батарей большой емкости
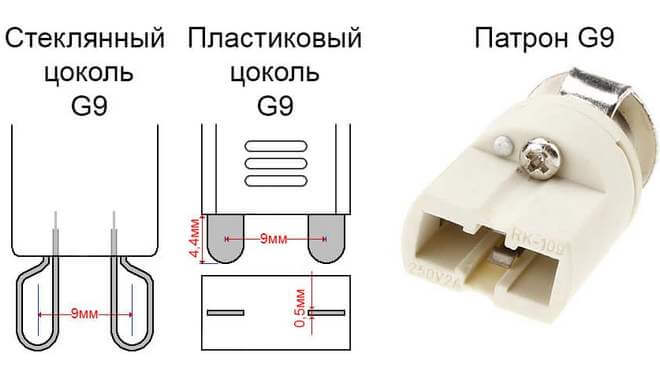 Цоколь g9 для светодиодной, галогенной лампы: описание, преимущества, маркировка
Цоколь g9 для светодиодной, галогенной лампы: описание, преимущества, маркировка
 Что такое диммер и как он работает
Что такое диммер и как он работает