Как паять алюминий
Пайка алюминия возможна с применением специального флюса Ф-61А и сплавами марки Авиа. Для операции применяют специальное жало из бронзы, покрытое скрещивающимися насечками, напоминающими рисунок напильника. Этими насечками соскребают оксидную пленку, мгновенно образующуюся на поверхности любого алюминиевого изделия.
https://youtube.com/watch?v=Jx8Astt2_vw
В тех случаях, когда необходимо создать только электрический контакт, а в прочном соединении нужды нет, применяют способ с предварительным омеднением. Для этого в рабочую область добавляют щепотку порошкообразного медного купороса и растирают его жесткой щеточкой. После появления медного пятна на алюминиевой поверхности ее залуживают и паяют.
Последовательность работы
Как научиться паять правильно, станет ясно, если придерживаться пошаговой инструкции. Необходимо:
- Установить паяльник на подставку и включить в электросеть.
- Макнуть в канифоль. Это выполняется через 5-7 минут после подключения к розетке. Цель этой процедуры заключается в том, чтобы проверить температуру нагрева жала и избавиться от окалин. Паяльник считается готовым к эксплуатации, если канифоль закипает и плавится. Если же она только размягчается, то жало недостаточно разогрето. При перегреве паяльника канифоль шипит и разбрызгивается. В таком случае устройству необходимо немного остыть.
- Обработать поверхности лужением. Расплавленным припоем покрываются места соединений металлических изделий.
- Облуженные поверхности прижать друг к другу. В местах их совмещения паяльником нанести новую порцию припоя. Соединенные детали должны быть прижаты до тех пор, пока припой не остынет и не затвердеет.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
 После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
https://youtube.com/watch?v=k40A1iczJW4
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
 Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
https://youtube.com/watch?v=szxXw8udeos
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Это интересно: Импульсный паяльник своими руками — отличия от обычного
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
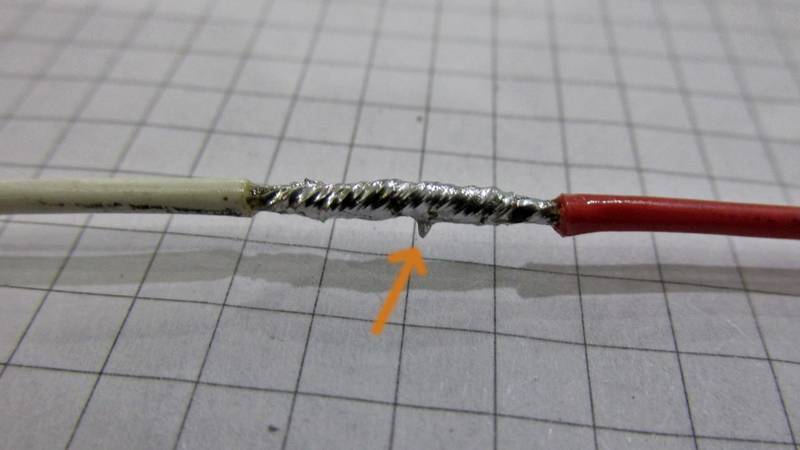
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Подготовка проводов
Для получения качественного соединения крайне важно правильно подготовить провод к пайке, для чего необходимо проделать следующие обязательные операции:
- Сначала рабочий конец провода очищается от поливинилхлоридной изоляции на длину чуть большую размера будущего контакта.
- Затем из обнажившегося многожильного конца вручную или с помощью пассатижей формируется тугая скрутка, которая затем лудится в канифоли с припоем.
- По завершении этой операции переходят к плате, контактный пятак которой также следует тщательно залудить.
На этом подготовка провода может считаться законченной. Но перед тем как паять его к плате необходимо будет учесть ещё один важный момент.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
-
Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
-
Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
-
Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.

4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
Подготовка и уход за паяльником
Если на эту страничку попали те, кто уже умеет правильно паять, то информация Вам вряд ли пригодится, это мануал для новичков.
Радиоэлектроника для начинающих начинается с пайки. Это аксиома. Научиться паять довольно просто, как и в любом деле, нужна практика. Если паяльный набор готов, то пора приступить к подготовке инструмента.
Заточка жала паяльника.
Прежде чем паять необходимо подготовить новый паяльник к работе, а точнее, заточить жало под определённую форму и покрыть тонким слоем припоя.
Жало необходимо заточить напильником под углом в 30-40 градусов, так, чтобы получился клин. Острый край жала следует затупить, чтобы получился плоский край шириной около 1 мм. Обычно, у новых паяльников жало уже заточено клином, но оно покрыто слоем патины – зеленоватым окислом меди и кислорода. Этот окисел надо убрать напильником по металлу или мелкозернистой шкуркой.
Кроме “классической” клиновидной формы жалу можно придать и другую, всё зависит от того, что вы будете паять. Для пайки мелких деталей можно сделать его форму наподобие вытянутого конуса с шириной края 2 – 3 мм. Или же сделать пропил в краю, чтобы можно было одним касанием выпаивать SMD-резисторы.
Сразу после того, как заточили жало, нужно установить его в паяльник и залудить. Если не сделать этого, медная поверхность жала окислиться на воздухе и его придётся затачивать заново!
Залуживаем жало паяльника.
Далее необходимо залудить жало, т.е покрыть его тонким слоем припоя. Для этого включаем электрический паяльник в сеть и ждём, когда медный стержень прогреется до определённой температуры. Когда жало прогреется, это станет заметно по красноватому оттенку, медь станет красновато-оранжевого цвета. Затягивать прогрев не стоит, иначе жало обгорит. Как только жало приобретёт чуть красноватый оттенок, его необходимо прислонить к кусковой канифоли или смоле.
При этом будет обильное выделение дыма. Расплавленной канифолью покрываем всё жало. Далее расплавляем небольшой кусочек припоя так, чтобы он равномерно растёкся по поверхности. Можно потереть жало о деревянную дощечку, так припой лучше распределиться по медной поверхности.
Медное жало должно быть покрыто ровным слоем припоя. Если на поверхности остались непокрытые припоем участки, процесс лучше заново повторить.
Вот так происходит подготовка паяльника к работе. По мере необходимости процесс надо будет повторять, но делать это часто совсем необязательно.
Писал всё довольно подробно, чтобы новичкам было как можно легче.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением
Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди. Поэтому при холостом простое рекомендуют либо выключить паяльник, либо уменьшить температуру. У обычного электрического паяльника типа ЭПСН температурной регулировки нет, поэтому при простое его лучше выключить.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем. Лёгким постукиванием по нагревательному элементу паяльника добиться извлечения окалины из нагревательного элемента, где был установлен медный стержень. Устанавливают медный стержень на прежнее место.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 – 10Мом). Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
KVT XZ-1

Газовый паяльник рекомендован для использования в труднодоступных местах, из-за своей мобильности и компактности. В комплекте к девайсу идет:
- защитный колпачок;
- рефлектор;
- 4 насадки для пайки;
- пластиковый кейс;
- губка для снятия припоя.
Аппарат имеет пьезоэлектрическую систему зажигания. Работает на высокоочищенном бутане (как для зажигалок). Используется в трех режимах:
- паяльник;
- фен для термоусадки;
- газовая горелка.
Максимальная температура в первом случае – 580 градусов. В режиме горелки, пламя нагревается до 1300 °С.
В режиме фена – 550 градусов. Агрегат имеет кнопку защиты от ненамеренного включения. Работает на полном баллоне – 120 минут. Вес – 120 грамм.
Удобно сделана возможность просмотра остатка газа. По сравнению с огромными конкурентами, очень удобный и практичный. Радует комплектация. Имеет складную ножку, из-за чего не нужно переживать, куда деть горячий девайс.
С другой стороны, включается паяльник долго и хитро-мудро. Не хватает флюса в комплекте. Неудобная блокировка запуска. В режиме фена работает не очень: долго греется и не справляется с функциями.
Реакционно-флюсовой
В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Советуем изучить — Осмотр трасс кабельных линий
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением
При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка
Пайка радиодеталей
Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек.
На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала.
Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой.
Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить.
Особенности пайки проводов
В предварительном соединении паяемых деталей больше всего проблем возникает с проводами: их для этого приходится трогать руками, отчего поверхность металла загрязняется, и спаям проводов чаще прочих паяных соединений приходится выдерживать механические нагрузки.
Скрутки проводов
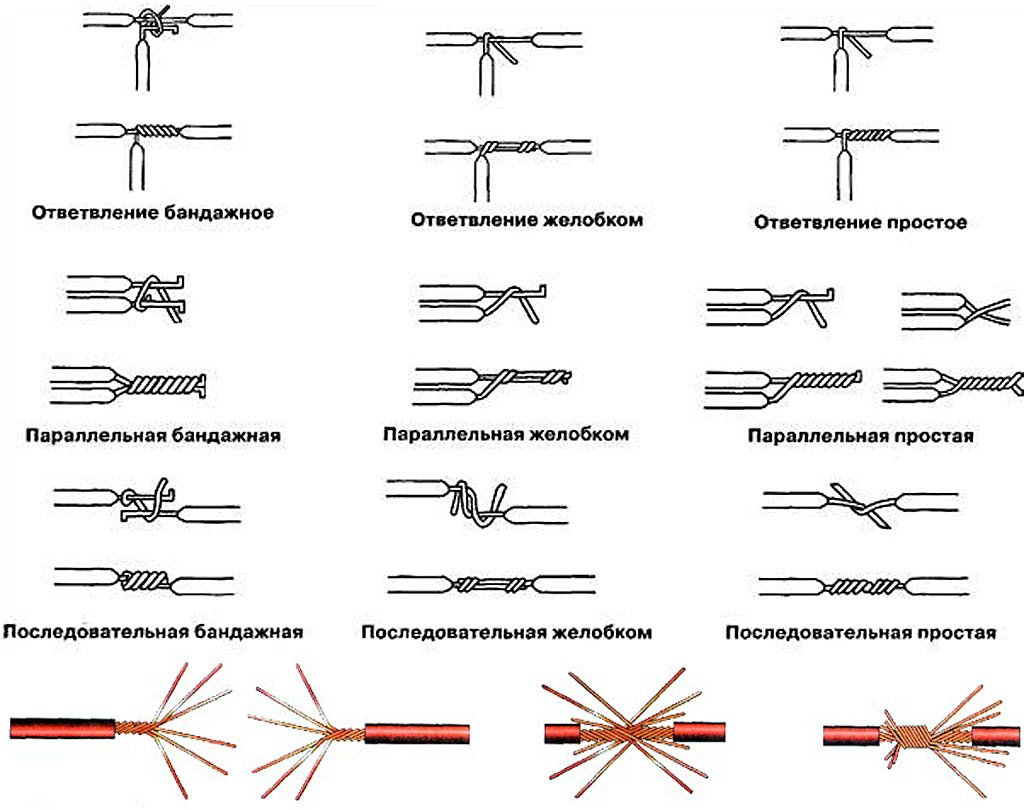
Прежде чем паять провода, их нужно правильно скрутить. Основные виды скруток проводов для пайки показаны на рис. У каждого из них свое предназначение:
- Бандажными скрутками соединяют жесткие (толстые одножильные) токоведущие провода, т.е. по которым передается электрическая мощность. Особенно – провода наружныее. Бандажное соединение обеспечивает достаточный электрический контакт даже при непропае или перегреве окислившегося спая.
- Желобковые скрутки делают на проводах в легкоплавкой изоляции (простой ПВХ, полиэтилен), когда необходимо полное растекание припоя при минимальном прогреве. Греют желобковые скрутки только по желобку.
- Простыми скрутками можно соединять как одножильные, так и многожильные только что зачищенные от изоляции (блестящие) провода.
- Простая последовательная скрутка, т. наз. прямая британская, или просто британка, применима для соединения токоведущих проводов гибких кабелей сечением до 1,4 кв. мм, не испытывающих регулярных больших механических нагрузок, напр. электрических удлинителей или времянок.
Электрические провода, испытывающие регулярные и/или постоянные механические нагрузки, должны быть обязательно многожильными. Скручивают их, как показано внизу на рис: концы разметливают, «метлы» вдвигают друг в друга и скручивают по-британски. Паяют легкоплавким припоем повышенной прочности, напр. ПОСК-50 (см. ниже) с активированным флюсом, не требующим удаления остатков, также см. ниже.
Параллельные (тупиковые) скрутки проводов сечением свыше 0,7 кв. мм желательно паять погружением в расплавленный припой, см. далее. В противном случае придется греть или долго, или слишком мощным паяльником, отчего изоляция ползет, а флюс преждевременно выкипает.
Что паяемо, но не паяется
Не предназначены для соединения пайкой гибкие коаксиальные кабели и кабели для компьютерных сетей типа витая пара («витуха»). Опытный кабельщик, имеющий полное представление об электродинамике линий передачи сигнала, в исключительных случаях сделать муфту на них может. Но при выполнении дилетантом, пусть он в остальном квалифицированный электронщик и монтажник, пропускная способность и помехозащищенности линии упадут ниже допустимого, вплоть до полной потери.
Как чистить и консервировать жало
Жало паяльника очищают от остатков припоя, потирая о мягкую пористую или волокнистую подкладку. Чаще всего используется поролон, но это вариант не из лучших: он подгорает и налипает на жало. Лучший материал для его чистки – натуральный войлок или базальтовый картон. Но еще лучше – 2-ступенчатая чистка, сначала о губку-путанку из металлической ленты, а затем уж о войлок. После чистки паяльник выключают, вводят еще горячее жало в твердую канифоль и ждут, пока она не перестанет пузыриться. Тогда жало вынимают и держат вниз концом, чтобы стекли излишки канифоли. По полном его остывании паяльник можно отправлять на хранение.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
- Подготовка деталей к пайке.
- Обработка флюсом или лужение.
- Разогрев спаиваемых деталей до необходимых температур.
-
Внесение в зону пайки припоя.
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Похожие записи:
 Обжимаем сетевой кабель самостоятельно, с инструментом и без него
Обжимаем сетевой кабель самостоятельно, с инструментом и без него
 Разновидности электрических щитов
Разновидности электрических щитов
 Характеристики транзистора кт3102
Характеристики транзистора кт3102
 Замена лампочки ближнего света на лада приора: 3 лучших бренда и поэтапная технология замены
Замена лампочки ближнего света на лада приора: 3 лучших бренда и поэтапная технология замены
 Генератор с оптической обратной связью и его практическое применение
Генератор с оптической обратной связью и его практическое применение
 Какой коаксиальный кабель лучше выбрать?
Какой коаксиальный кабель лучше выбрать?