Инструменты
Перед тем как правильно паять паяльником, рабочий участок следует снабдить необходимыми инструментами:
— Подставка. Разогретый прибор располагается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с кусочком поролона для чистки жала.
— Штатив. В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльника.
— Набор инструментов. Он нужен для поддерживания деталей, придания проводам заданных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, напильники, нож, наждачная бумага.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой, верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
-
Зачищают одну грань основания.
- Глубоко погружают инструмент в канифоль и натирают грань о дерево.
- Контакт о дерево проводят на месте, где предварительно заготовлен припой. Процедуру повторяют несколько раз.
- Занимаются второй гранью.
- Залуживают круглую поверхность прута.
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев. Повышение температуры усиливает окисление и прут приходится готовить к работе чаще. Дабы избежать лишних процедур следует придерживаться некоторых правил.
Профилактические меры от окисления:
-
Максимальную мощность нельзя использовать постоянно.
- Регулятор температуры в паяльной станции следует выставлять на минимально возможное значение.
- Опытные мастера оснащают подставку для паяльника выключателем с ограничителем напряжения — при неиспользовании инструмента нагрев сохраняется, а покрытие не окисляется.
- После каждой пайки следует восстановить покрытие.
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
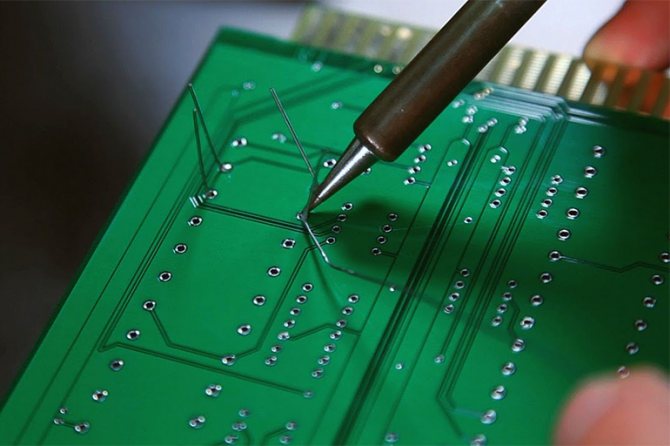
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
Рисунок 7. Пайка выводов радиодеталей на печатной плате Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.
Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Как припаять медь-к алюминию
Как припаять, если металлы допустим имеют различные добавки других металлов,- то есть легированные металлы. Вопросы здесь могут возникнуть при ремонте бытовой техники. Как к примеру припаять медный провод к алюминиевому контакту где нет болтового зажима?
Медный провод перед паянием протравливается:
- паяльной кислотой;
- спирто-канифольным флюсом;
- канифолью.
Алюминий протравливается перед паянием,- флюсом для паяния алюминия.
Есть и другой вариант для пайки алюминия,- это нанесение медного купороса на поверхность алюминия, так называемое омеднение алюминиевой поверхности. Подробности такого способа омеднения, наглядно представлены на рисунке.
В этом примере необходимо учитывать, чтобы провод намотанный на щетину зубной щетки,- не соприкасался с поверхностью алюминия.
Как припаять медь-к железу
А как припаять допустим медный провод к поверхности железа, если в этом есть такая необходимость? Здесь как бы необходимо изменить поверхностный молекулярный слой железа, чтобы в последствии нанести слой олова. Протравить поверхность железа можно ортофосфорной кислотой.
В этом примере необходимо соблюдать меры предосторожности,- во избежание попадания кислоты на поверхностные участки кожи Вашего тела. Протравить поверхность металла можно тампоном на палочке
Такое соединение проделывается в крайних случаях, когда невозможно выполнить болтовое соединение. В ремонте бытовой техники возникают и такие приведенные потребности.
В своей практике, мы нуждаемся в различной необходимости, как припаять провода к:
- контактам динамика наушников;
- контактам первичной либо вторичной обмотки трансформатора;
- контактам платы;
- выведенным проводам обмотки статора электродвигателя;
- контактам выключателя настольной лампы;
- контактам разъема;
- светодиодной ленте
и далее. Считаю, что информация (из прочитанной технической литературы), которой я с Вами поделился, — пригодится Вам при ремонте какой-либо бытовой техники.
Многие могут спаивать провода и радиодетали, но не каждый паял металл. В этой статье я максимально коротко и с примерами изложу принцип пайки металла.
Введение
Начнём с общих представлений о пайке. Пайка это физико — химический процесс получения соединения в результате взаимодействия припоя и спаиваемого металла. Она имеет сходство со сваркой плавлением, но всё же между ними имеются различия. При сварке в месте шва свариваемые детали плавятся, а при пайке паяемый материал не плавится. Так же в отличие от сварки пайка осуществляется при температурах ниже плавления спаиваемого металла. Формирование шва при пайке происходит путём заполнения припоем зазора между соединяемыми деталями, т.е. процесс происходит за счёт смачивания и капиллярного эффекта.
Встаёт вопрос, зачем же пользоваться пайкой, если сварка лучше скрепляет детали. На это есть свои плюсы:
- Пайка более доступна, чем сварка.
- При пайке соединения получается разъёмными.
- Сварке не поддаются маленькие детали.
Пайка — достаточно прочное соединение, если соблюдать технологию.
Оборудование
Для спаивания металла необходимо следующее основное оборудование:
Паяльник. Мощность зависит от размера спаиваемых деталей. Для пайки небольших деталей (жесть, проволока, болтики) сойдёт паяльник ватт на 60, для более крупных — 100 ватт и выше. Я использую 2 паяльника — на 65 и 100 w, для домашних условий это вполне достаточно.
Как правильно соединять медные и алюминиевые провода
Довольно часто возникает необходимость соединить провода между собой, состоящие из разнородных материалов – меди и алюминия. Сразу же следует отметить, что их нельзя соединять напрямую, поскольку медь является химически активным металлом.
Оба материала отличаются разной токопроводимостью и теплопроводностью. Под действием тока нагрев и расширение алюминия заметно выше, чем у меди. При постоянном расширении и сужении постепенно наступает нарушение контакта, между ними образуется пленка, не проводящая ток. Данный участок перестает работать и выпадает из общей схемы. В таких случаях рекомендуется использовать болтовые соединения с одним болтом, одной гайкой и тремя шайбами. В этом случае исключается непосредственный контакт между разнородными проводниками и соединение будет нормально работать.
https://youtube.com/watch?v=k40A1iczJW4
Как научиться паять паяльником с нуля
Как правильно паять многожильные и одножильные провода паяльником
Как паять алюминий в домашних условиях паяльником
Как правильно паять паяльником
Паяльник с регулировкой температуры
Соединение проводов: как соединить между собой провода, какие бывают клеммники, варианты крепления с пайкой и без нее
Обзор оборудования, которое может понадобиться
1. нихромовый электрический паяльник мощностью 25Вт. Это обычный хозяйственный паяльник, который раньше можно было встретить практически у любого радиолюбителя-электронщика. Сейчас они тоже распространены и стоят довольно дешево, около 200 рублей. Можно покупать любые, в том числе, китайские паяльники, они тоже служат долго – при постоянной работе до 8 лет. Самый простой паяльник состоит из жала, которое представляет собой медный прут, на торце заточенный под углом и спирали нагревателя. Ручка из дерева или теромоустойчивого пластика. Это однозначно рабочий инструмент, который годится в 90% случаев для применения в бытовых условиях и даже в некоторых ремонтных мастерских он все еще используются.
2. Паяльник на 40-80Вт с жалом, заточенным под клин, напоминающий шлицевую отвертку, для удобства пайки тяжелых элементов. Такой паяльник покупать для дома не советуем, хотя он и дешевый. Некоторые по ошибке сразу покупают его, потом возникают проблемы: сгорают некоторые компоненты, отслаиваются дорожки от печатных плат, потому что перегреваются. Для дома 25-30ВТ – более чем достаточно.
3. Газовый паяльник купить Предназначен для пайки в отсутствии электросети. Эквивалент (если переводить в электрическую мощность ) около 100Вт.
Инструмент 3 в 1:
• паяльник, который заточен под конус, жало долговечное, выполнено не из меди, а из специального термоустойчивого сплава. Подходит для гаражных работ, ремонта в машине.
• жало снимается и его можно использовать как термофен (нагрев до 600 градусов). Довольно удобно применять, если нужно прогреть термоусадочную трубку или просто деталь. Большие работы термофеном не выполнить, так как поток воздуха и давление газа составляют небольшую величину.
• меняется насадка и инструмент превращается в хорошую рабочую газовую горелку с температурой 1300 градусов. Таким образом, можно паять массивные детали или просто по надобности что-то разогревать.
4. Последний тип паяльника, который набирает обороты – это керамический паяльник. Если кто-то хочет сразу начинать с хорошего и не экономить, советуем купить его. Плюсы: очень тонкое жало, подходящее для точных (миллиметровых) работ — запаять разъемы на мобильных телефонах, монтировать или демонтировать компоненты SOIC, QFP, PLCC, BGA и т.п. Мощности хватает для любых работ. Разогревается он быстро. Если нихромовый нагреватель 1,5-2 мин выходит на рабочий режим, то здесь разогрев происходит за 20 сек. – и уже можно паять.
Идеальный вариант иметь к нему паяльную станцию и регулировать температуру от 200 до 480 градусов, подстраивая ее под припои и условия пайки. С ее помощью можно менять детали на материнских платах, на видеокартах, так и паять крупный провод. Если вы хотите со временем научиться паять качественно, то советуем начинать учиться с покупки паяльной станции.
Метод пайки радиодеталей на плату
Монтаж элементов микросхемы выполняют так:
- Очищают выводы от оксидной пленки, лудят их. Сопоставляют места контакта, закрепляют пинцетом.
- Проводят жалом паяльника с припоем и флюсом по обрабатываемому месту. Убирают инструмент, удерживая спаянные детали в неподвижном состоянии.
- Удаляют пинцет после остывания припоя.
Воздействие высокой температуры должно быть кратковременным. При неудачных попытках контактным площадкам дают возможность остыть. При работе с диодами и светодиодами пинцет лучше устанавливать между корпусом и местом пайки: инструмент будет отводить лишнее тепло.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1–2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов
Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Как научиться паять платы
Перед тем как приступить к сложной пайке, например, к работе с диодными лентами, специалисты рекомендуют начинающим мастерам обзавестись недорогими бюджетными платами. Потренировавшись на них и освоив стандартные приемы пайки, спустя некоторое время новичок научится паять микросхемы.
Этот вид пайки состоит из последовательных этапов:
Подготовительный. Перед началом работы нужно обеспечить прочное соединение и понизить сопротивление. С этой целью поверхность нужно хорошенько очистить от жиров и пыли. Для обезжиривания можно применять салфетки и мыльный раствор. Ацетон используется, когда нужно начистить поверхность схемы до блеска. В качестве более безопасного растворителя рекомендуется метил гидрат. Он так же эффективен, как и ацетон, но имеет не такой резкий запах.
Размещение спаиваемых деталей платы. Прежде чем научиться паять схемы, нужно знать места расположения всех ее элементов. В самую первую очередь пайке подлежат плоские детали. Это резистор и варистор. После приступают к конденсатору, транзистору, трансформатору, микрофону и потенциометру. Такая поочередность гарантирует безопасность элементов платы, чувствительных к температурному воздействию.
Нагревание соединения для улучшения теплопроводимости металла. Жало паяльника необходимо на несколько секунд прислонять к компонентам схемы
Важно при этом не допустить её перегрева. О нем будут свидетельствовать появившиеся на поверхности пузыри
В таком случае паяльник нужно убрать из зоны пайки.
Нанесение припоя. Выполняется до тех пор, пока на схеме не появится небольшое возвышение.
Снятие излишков. Выполняется после затвердения и остывания припоя. Рекомендуется не спешить, а дать время схеме некоторое время остыть. Это важно, поскольку можно нарушить произведенные соединения, и работу придется выполнять заново.
Научиться паять схемы должен каждый мужчина. Это даст возможность собственноручно чинить штекеры, модемы и т. д.
Пайка как процесс не ограничивается только работой с медными проводами и микросхемами. Овладев умением использовать паяльник на проводах, можно переходить к последующим, более сложным операциям с применением различных припоев и разнообразных металлов.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Процесс пайки начинается с лужения проводов
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
- Для пайки медных и алюминиевых проводов подходит бура, флюс ЛТИ-120.
- Паять медь лучше — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия — ЦО-12, П-250А, ЦА-15.
Флюсы есть разные, подбирать их надо аккуратно
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
https://youtube.com/watch?v=RJEcxcsxtPM
https://youtube.com/watch?v=GxUkOAjLzko
https://youtube.com/watch?v=3N2hwPhFJyw
Как выбрать аппарат
Выбор аппаратов для сваривания проводников из меди проводится на основе следующих критериев:
- максимального сварочного тока;
- мощности;
- габаритов, веса;
- наличия предустановленных режимов работы.
В качестве источника питания для электродов может использоваться оборудование:
- трансформаторы;
- инверторы.
Трансформаторы
Для сваривания медной проводки достаточно использование регулируемых трансформаторов по току (нагрузка не менее 400 А), так как требуется кратковременный разогрев до +10800С. Работы нужно выполнять при подключении с прямой полярностью, так как при таких условиях обеспечивается стабильное горение дуги.
Сварка проводится сварочным током, подобранным в конкретных технических условиях. Важна возможность выполнять тонкую подстройку электрических параметров.
Инверторы
Сваривание проводов инвертором выгодно, так как он имеет компактные размеры, оптимальные предустановки параметров по току и напряжению, удобные регулировки. В отличие от трансформаторов, имеют компактные размеры.
Технология использования инвертора аналогична применению трансформатора. При выборе стоит учитывать наличие регулировок по току в диапазоне 40–200 А. Он позволяет упростить поджиг дуг, так как количество наводок и помех через источник тока минимально.

Инвертор для сварки
Можно ли сделать устройство для сварки из подручных материалов
Сварочные аппараты отличаются простой конструкцией. Поэтому не обязательно приобретать готовые сборки, особенно для проведения разовых работ.
Аппараты для сварки медных проводов конструктивно состоят из трансформатора, приборов контроля, регуляторов, зажима, массы.
В качестве основы необходимо использовать трансформатор. Можно взять готовый либо самостоятельно намотать, при условии наличия соответствующего оборудования и навыков. Число витков и сечение провода выбирается расчётным путём на основе входных и выходных параметров.
Основные требования к характеристикам трансформатора:
- понижающий трансформатор;
- диапазон выходных напряжений от 12 до 48 В;
- регулирование силы тока в пределах 40–150 А.
Прибор для сварки можно усовершенствовать, добавив функцию варки на напряжении переменного типа. Для этого потребуется установить диодный мост. С его помощью горение дуги станет стабильным.
Снаружи трансформатор следует защитить корпусом от попадания внутрь посторонних предметов, а также от поражения током оператора. К трансформатору следует подключить два провода: для держателя и для подключения массы. В качестве держателя рекомендуется использовать специальные зажимы, а в качестве массы — массивные пассатижи.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
-
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
-
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
https://youtube.com/watch?v=pqsZ6Ylf3SA
Выбор припоев, канифоли и флюсов
На рынке строительных материалов припои и флюсы представлены в широком ассортименте. Большинство из них считаются универсальными, подходящими для решения практически любых задач, связанных с пайкой.
Основная функция флюсов заключается в подготовке к пайке – предварительном протравливании металлических поверхностей, удалении с них оксидной пленки. В большинстве случаев наличие таких пленок может вызвать коррозию металла. Для разных типов металлов и сплавов соединяемых элементов предусмотрены свои разновидности флюсов. Химический состав этих материалов включает в себя щелочные смеси, кислоты и соли металлов, активно участвующие в реакциях при достижении высокой температуры.
Условно все флюсы разделяются на две части:
- Первая группа относится к активным элементам, изготавливаемым на основе неорганических кислот – хлорной или соляной. Они пригодны для соединения любых проводов и других металлических деталей. Однако, такие вещества крайне отрицательно воздействуют на медь, вызывая коррозию соединений. В связи с этим, требуется немедленное удаление таких флюсов сразу по окончании пайки. Данные элементы обладают повышенной проводимостью и нередко становятся причиной коротких замыканий.
- Во вторую группу входят флюсы, производимые из канифоли. Сама канифоль в простых случаях может использоваться в чистом виде. Дополнительными компонентами служат спирт и глицерин, полностью испаряющиеся в процессе пайки. Жидкие флюсы не столь эффективны, зато они совершенно незаменимы при работе с цветными металлами, хотя и требуют такой же быстрой смывки.
Намного проще выбрать нужный припой. Для работы с медными проводами используются сплавы на основе олова и свинца марки ПОС. Цифра, содержащаяся после маркировки, указывает на количество олова, содержащегося в припое. Специалисты рекомендуют использовать продукцию с повышенным содержанием олова. За счет этого в новом соединении увеличивается электропроводность, а сам узел приобретает дополнительную прочность. Функция свинца заключается в нормализации застывания припоя. Без этой добавки на олове образуются трещины и соединение очень быстро разрушится.
Существуют и другие виды припоев, изготовленные по современным технологиям. Здесь на смену свинцу пришли цинк или индий, относящиеся к нетоксичным элементам. Поэтому и сплавы получаются экологически безопасными, а соединения более прочными и устойчивыми к коррозии.
Похожие записи:
 Как сделать портативную колонку своими руками?
Как сделать портативную колонку своими руками?
 Определяем полярность диода: катод и анод
Определяем полярность диода: катод и анод
 Схемы подключения фотореле
Схемы подключения фотореле
 Импульсный стабилизатор напряжения для зарядки аккумуляторных батарей большой емкости
Импульсный стабилизатор напряжения для зарядки аккумуляторных батарей большой емкости
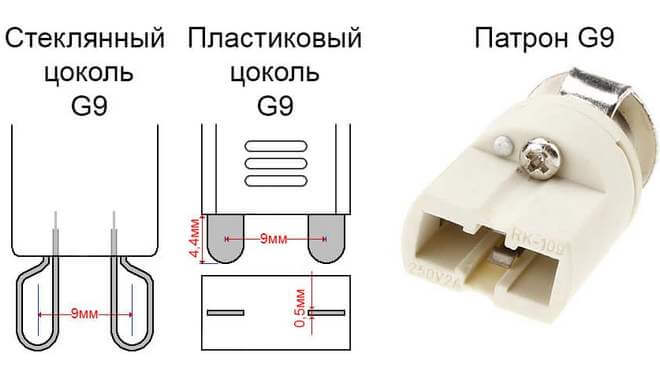 Цоколь g9 для светодиодной, галогенной лампы: описание, преимущества, маркировка
Цоколь g9 для светодиодной, галогенной лампы: описание, преимущества, маркировка
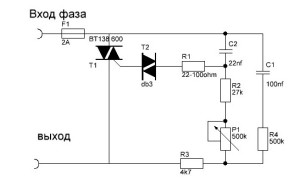 Что такое диммер и как он работает
Что такое диммер и как он работает