Основные виды
 Прежде чем выбрать паяльник для дома, нужно разобраться, какие типы бывают и чем они отличаются. Это поможет сориентироваться в том, какая модель подойдет лучше.
Прежде чем выбрать паяльник для дома, нужно разобраться, какие типы бывают и чем они отличаются. Это поможет сориентироваться в том, какая модель подойдет лучше.
Традиционные электрические паяльники с нагревателем в виде нихромовой спирали практичны и долго служат, но они относительно долго разогреваются, и следить за температурой не всегда удобно.
Современные модели снабжают терморегуляторами. Если выбрать такой вариант, то это упросит работу.
Можно выбрать электропаяльник с керамическим нагревателем, который разогревается значительно быстрее, и выдает большую мощность. К его недостаткам относят хрупкость.
Паяльник нельзя ронять и постукивать о край стола или подставки, стряхивая припой. Нежелателен также резкий перепад температур, попадание воды на жало.

Выпускают маломощные аккумуляторные паяльники (до 15 Вт), которые стоит выбрать для работы с мелкими деталями и микросхемами для кратковременного применения.
имеют форму пистолета, нагрев происходит при нажатии на курок. Они довольно удобны при пайке деталей, до которых трудно добраться, снабжаются подсветкой.
Интересны индукционные модели для пайки, представляющие разработки нового поколения. Нагрев в них называют умным, он происходит за счет действия вихревых электромагнитных полей, причем разогревается только жало, что весьма экономично. обычно подключают к .
Если требуется паять медные трубы или высокотемпературные сплавы, то лучше выбрать газовую горелку, поскольку только она обеспечит требуемый разогрев.

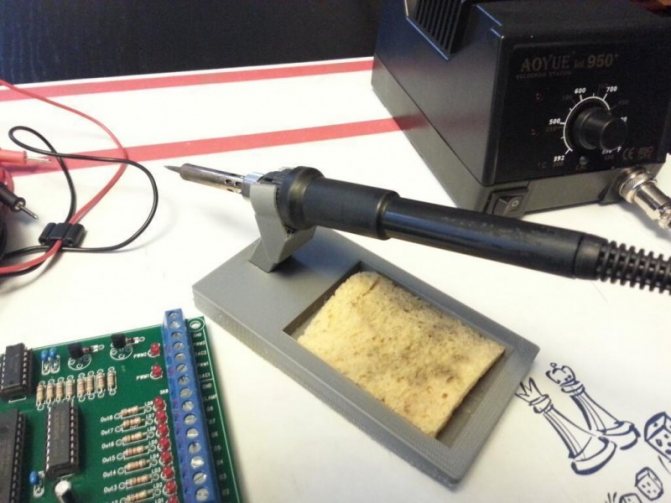
Для тех, кто овладел навыками работы с обычным паяльником, работает много и часто, желательно приобрести паяльную станцию. Это профессиональный прибор, способный поддерживать постоянную температуру жала, и позволяющий управлять нагревом. Часто их снабжают отсосом припоя, сменными жалами, подставкой.
Как выпаять микросхему из платы паяльником легко и безопасно
На сегодняшний день есть множество современных приборов для того, чтобы выпаять микросхему и другие радиокомпоненты из старой платы. Учитывая новейшие технологии, большинство из них дорогостоящие.
Как выпаять микросхему 3-мя способами
Для того чтобы выпаять микросхему с платы можно использовать некоторые способы:
- С помощью отсоса.
- Использовать специальные насадки.
- При помощи паяльника с применением трубочек.
- Использование специального фена (подходит для больших плат и схем).
Все эти методы требуют немалых финансовых затрат.
Как использовать самодельный паяльник для микросхем? Работаем по старинке
Но можно найти альтернативу цена/качество, используя старый проверенный «дедовский способ».
- Для этого понадобиться всего лишь игла от медицинского шприца.
- Ее нужно обточить или просто отрезать острый кончик.
- Весь процесс занимает несколько минут.
- В отверстие иглы просовывается ножка чипа и с помощью паяльника нагревается припой.
- Когда прибой расплавиться, необходимо надавить на иглу чтобы она прошла в отверстие платы, затем немного прокрутить.
- Таким образом, можно быстро и легко отпаять микросхему и ее ножки будут как новые.
Вот так с помощью обычного шприца и без финансовых затрат можно отпаять микросхему при помощи шприца.

Используем подручный материал
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Источники
- https://www.rmnt.ru/story/instrument/kak-pravilno-pajat-pajalnikom-instruktsija-dlja-chaynikov.1256556/
- https://pochini.guru/sovety-mastera/kak-pravilno-payat-payalnikom
- https://elektroznatok.ru/tools/pajka-payalnikom
- https://Elektrik-a.su/kabeli-i-provoda/dlya-prokladki/pajka-provodov-239
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://tokar.guru/instrumenty/payalniki/kak-pravilno-polzovatsya-payalnikom-s-kanifolyu-uchimsya-payat.html
Приступаем к пайке
Прежде всего нагреваем паяльник до необходимой температуры. Если он без регулятора и датчика температуры, то ждем 5 минут после включения. В это время готовим поверхности. Зачищаем мелкой наждачной бумагой и обезжириваем спиртом. Затем наносим тонкий слой флюса, он служит в качестве окислителя.
Иногда флюс входит в состав припоя. Жало паяльника должно быть чистым и без темного налета, который появляется в процессе пайки. Для чистки жала можно использовать наждачную бумагу, либо специальную губку.
Жало также нужно обработать флюсом, а затем нанести на него припой, если соединяются небольшие поверхности. Если же нужно паять большие площади, то припой разогревается непосредственно в зоне пайки и равномерно наносится на металл.
Приступаем к пайке
Прежде всего нагреваем паяльник до необходимой температуры. Если он без регулятора и датчика температуры, то ждем 5 минут после включения. В это время готовим поверхности. Зачищаем мелкой наждачной бумагой и обезжириваем спиртом. Затем наносим тонкий слой флюса, он служит в качестве окислителя.
Иногда флюс входит в состав припоя. Жало паяльника должно быть чистым и без темного налета, который появляется в процессе пайки. Для чистки жала можно использовать наждачную бумагу, либо специальную губку.
Жало также нужно обработать флюсом, а затем нанести на него припой, если соединяются небольшие поверхности. Если же нужно паять большие площади, то припой разогревается непосредственно в зоне пайки и равномерно наносится на металл.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Выбор паяльника
Для качественной и комфортной пайки проводки необходимо выбрать подходящий паяльник. Подбор осуществляется исходя из мощности, размера, материала ручки и жала.
Имеющиеся в продаже паяльники не полностью готовы к использованию. Перед применением с ними потребуется провести подготовительные манипуляции. Процесс не занимает больше часа.
Важно! Новый паяльник при первом подключении в розетку начинает дымить. Не следует переживать. Это абсолютно нормальное явление
Дым образуется из-за выгорания технической смазки, которая использовалась при производстве паяльника. Через 3-5 минут это пройдет
Это абсолютно нормальное явление. Дым образуется из-за выгорания технической смазки, которая использовалась при производстве паяльника. Через 3-5 минут это пройдет.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.
Индукционная паяльная станция
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Важно! Существуют и другие, экзотические виды паяльников. Например, инфракрасный. Нагрев осуществляется с помощью ИК теплового излучения
Нагрев осуществляется с помощью ИК теплового излучения.
Уход за жалом паяльника
Современные необгораемые жала не нуждаются в заточке и обслуживании. Однако обычные медные приходится подтачивать.
В процессе работы медное жало разогревается до температур от 80 до 450°C. Нагрев приводит к его выгоранию. На кончике жала образуются ямки, кратеры и углубления. Неровности мешают качественной пайке. Поэтому форму жала периодически требуется подправлять напильником. Данная операция нужна не чаще 1 раза в месяц. По правилам безопасности перед заточкой жала паяльник требуется отключить от сети.
Частые подпиливания уменьшают длину жала. Со временем его придется заменить новым. Поэтому жало должно быть сменным и вытаскиваться из паяльника (если модель инструмента позволяет). Во время работы в полости паяльника попадают пары флюса. Они затвердевают и блокируют жало. Поэтому раз в год его рекомендуется извлекать из паяльного аппарата и вытряхивать из электроинструмента гарь от флюса. Если это не делать, то через несколько лет жало прикипит так, что его невозможно станет извлечь.
Выбор температуры пайки
Паяльник с регулятором мощности
Температура паяльника играет ключевую роль. Слишком холодное жало не способно расплавить припой до требуемой текучести. Он не растечется должным образом по спаиваемым деталям. Перегретое жало также плохо. Флюс будет слишком быстро сгорать и испаряться с места пайки. Характерный признак перегретого паяльника — это чрезмерное дымление канифоли. Раскаленное жало плохо и тем, что оно покрывается слоем окисла, после чего припаять провод не получится.
Жало паяльника
Обратите внимание на жало паяльника. Оно бывает медным или с никелевым покрытием
Медное жало лучше подходит для пайки, так как медь имеет высокую теплопроводность. Его можно зачищать наждачной бумагой или напильником, но такое жало очень быстро обгорает. Никелевое используется в паре с паяльником, у которого регулируется температура, но его недостатком является то, что жало данного типа нельзя очищать ни напильником, ни наждачной бумагой.
После такой обработки припой больше не будет липнуть к паяльнику. Достаточно много людей не знают об этой особенности никелевых жал, и после зачистки такого жала работа по пайке превращается в ад. Жало – это сменный элемент с различными видами крепления. У одних паяльников для фиксации жала закручивается колпачок, у других жало фиксируется винтом.
Жало имеет различную форму. Паяльник продается с уже установленным универсальным жалом. Им можно делать большинство работ. Есть жала тонкие как иголка. Они предназначены для ювелирных работ про пайки SMD компонентов и не способны выполнять другие задачи. Широкие жала предназначены для быстрого прогрева всей детали и удобного монтажа/демонтажа компонента.

Жало паяльника паяльник для микросхем
Регулировка температур
Существуют паяльники с ручной регулировкой температуры на самой ручке
Это отличная вещь для радиолюбителя, так как без данной функции всегда присутствует шанс по неосторожности сжечь или перегреть тот или иной компонент. Если перегреть радиодеталь, она потеряет свои первоначальные свойства и будет работать неустойчиво, а то и вовсе выйдет из строя
Жало у паяльника имеет свойство сгорать при длительной эксплуатации. Если ваш паяльник не имеет регулировки температуры, будьте готовы к частой покупке нового жала. Однако к недостаткам таких паяльников относится неудобность расположения регулировки ручки и не слишком надежная конструкция.
https://youtube.com/watch?v=0KmGhoji0IU
https://youtube.com/watch?v=EXfB3pSpZ18
https://youtube.com/watch?v=Zvu-yeIPXpU
Пайка без паяльника
В бытовых условиях при отсутствии паяльника можно паять медные провода диаметром до 2 мм. Для пайки радиаторов, посуды используют специальный припой, паяльные лампы, газовые горелки, так как медь стержня паяльника не в состоянии разогреть большую площадь поверхности. Существует несколько способов:
- Лужение и пайка проводов в расплавленном припое. Предварительно провод нагревают, прикладывают к кусочку канифоли, она плавится и равномерно растекается по поверхности соединения. Провод скруткой опускается в расплавленный припой в жестяной банке на костре, можно греть на паяльной лампе. Для того чтобы запаять скрутку, желательно ее подержать в кипящем олове до 1 минуты. Медные провода прогреются, и сплав заполнит все промежутки между скрученными проводами. Таким способом можно паять мелкие детали из меди, латуни и других сплавов.
Залуженный и спаянный медный провод
- Пайка проводов в желобе. Зачищенные и скрученные провода укладываются в отрезок трубки 2-3 см из алюминия, диаметром 0,5-1см, распиленной вдоль. Сверху засыпается смесью мелкой стружки припоя и канифольной пыли, снизу эта конструкция разогревается зажигалкой, свечкой или малой паяльной лампой.
Разогрев припоя паяльной лампой (горелкой)
Смесь плавится и тщательно обволакивает все места соединения проводов. После застывания алюминиевый желоб убирают, место соединения изолируют.
Стружку припоя можно наточить крупнозернистым напильником.
- Тонкий медный провод до 0,75 мм можно уложить на фольгу из алюминия, насыпать смесь из канифоли и стружки олова, герметично завернуть и разогреть 3-4 минуты. Припой равномерно заполнит все элементы на месте спайки, после остывания фольгу можно снять и выбросить.
Что такое паяльник и как устроен прибор
Электрическим паяльником называется такой вид электрического инструмента, посредством которого осуществляется объединение двух деталей между собой посредством мягких веществ. Таким мягким веществом является припой, который расплавляется, и переходит в жидкое состояние за счет воздействия высоких температур. Когда воздействие высоких температур прекращается, припой затвердевает (что происходит практически мгновенно), тем самым обеспечивая надежное соединение. Рассматриваемый прибор является главным оружием электронщиков, посредством которого осуществляется не только соединение проводов и полупроводниковых элементов, но и их разъединение.
Прибор внешне имеет простую конструкцию, однако внутри он состоит из различных деталей, с назначением которых следует разобраться. Знать устройство паяльника вовсе не обязательно, чтобы научится им правильно пользоваться, но эта информация поможет в случае выхода его из строя. Состоит прибор из ряда следующих элементов, которые имеют свои особенности:
- В его основе заложен металлический стержень, изготовленный из красной меди. Именно этот стержень нагревается, и плавит припой при соединении деталей. За основу стержня используется красная медь, так как именно этот материал обладает высокой степенью теплопроводности (хорошо передает тепло). Конец стержня имеет клиновидную форму, что необходимо для работы с мелкими полупроводниковыми элементами. Конец стержня называется жалом, как на отвертках
- Нагревательный элемент — стальная трубка, внутрь которой вставляется стержень из красной меди. Трубка оборачивается слюдой или стеклотканевым составом, поверх которого наматывается проволока из нихрома. При прохождении тока по проволоке, она нагревается, и передает тепло металлической трубке. В итоге нагревается стержень, и переходит в рабочее состояние. Поверх нихромовой проволоки находится защитный слой слюды. Он защищает спираль от соприкосновения с металлическим корпусом паяльника, тем самым повышая безопасность электрического прибора. Вторая его защитная функция заключается в том, чтобы сохранять тепло, и не передавать его стальному корпусу прибора
- Рукоятка — изготавливается из термоустойчивого пластика или дерева, и позволяет мастеру удобно работать инструментом
- Провода и вилка для подключения в розетку. Провода соединяются с выводами нихромовой проволоки. Для надежности соединения используются алюминиевые зажимы, которые пропаиваются с целью обеспечения надежного контакта. Зажимы в месте соединения используются на мощных паяльниках, а на маломощных приборах объединение осуществляется без дополнительной фиксации, но с обязательным нанесением припоя. Алюминиевые пластины для соединения медного провода с нихромовой нитью используются для повышения надежности объединения, а также для отвода тепла. Чем мощнее паяльник, тем сильнее нагреваются медные провода, поэтому алюминиевые зажимы осуществляют отвод тепла. Эта информация будет полезна в случае, если при ремонте мощного паяльника принимается решение об удалении алюминиевых пластин. Толщина жилы медного кабеля выбирается в зависимости от мощности прибора
- Стальной корпус — это часть инструмента, внутри которой располагается нагревательный элемент. На корпусе может присутствовать (в зависимости от модели) резьбовой винт, посредством которого фиксируется стержень. В конструкции корпуса могут находиться отверстия ближе к рукоятке, назначение которых заключается в отводе тепла
Как устроен паяльник внутри, показано на фото ниже.
С устройством паяльника полезно разобраться всем, кто планируется осуществить его ремонт в случае возникновения поломки.
Инструкция по эксплуатации
В работе часто возникают нюансы которые необходимо исправлять. Ниже будут разобраны основные моменты.
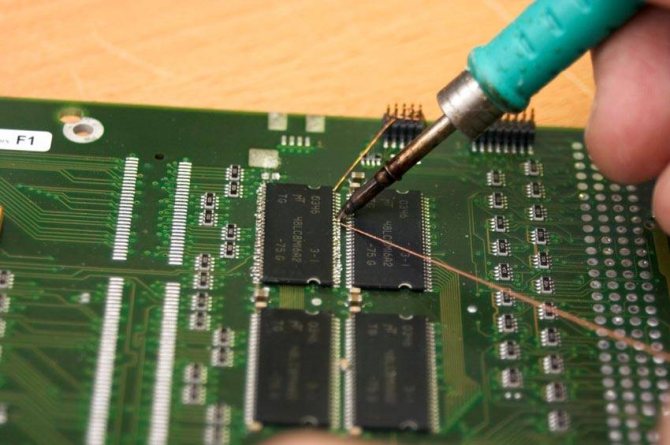
Пайка чипов
При работе микросхем и чипов нужно, прежде всего, исключить возможность перегрева чипа. Для этого нужно касаться каждого его контакта в течение не более трех секунд. После этого контакт необходимо охладить и только после этого проводить процесс пайки вновь.
Перед непосредственно пайкой контакты чипа готовят и обрабатывают, нанося на них тончайший слой припоя, который улучшит контакт с поверхностью. На ножки элемента наносят флюс и проводят по ним наконечником с припоем. Если процедура проведена правильно, то контакт будет блестящий и гладкий, без различных скоплений припоя.
Различные виды микросхем
Штырьковые чипы
В случае, если чип имеет выводы в виде штырей, то процесс впайки его в плату происходит следующим образом:
- Микросхема устанавливается в специальные отверстия в поверхности платы.
- На противоположной (обратной) стороне на штырьковые контакты наносится флюс.
- С той же обратной стороны производится пайка каждого вывода.
- Убираются остатки флюса.
Штырьковый чип
Soic-чипы
Чипы такого типа припаивают слегка по-другому. Чаще всего этот метод называется «волна припоя». Суть его состоит в том, что расплавленный припой в жидком состоянии заполняет пространство между металлизированной частью платы и контактами детали. Таким образом, создается капля, которая способна проводить электрические импульсы.
Метод «волна припоя» выполняется за несколько следующих шагов:
- Облудить и смочить флюсом все поверхности, которые будут обеспечивать контакт.
- Микросхему установить на поверхность платы, таким образом, чтобы все ножки были совмещены с металлизированными дорожками.
- Нужно припаять для начала только один какой-либо угловой контакт.
- Далее припаивается второй контакт, находящийся по отношению к первому по диагонали. При этом нужно проконтролировать, чтобы все остальные контакты остались на своих металлических дорожках.
- Далее наносится флюс на все припаянные и свободные концы микросхемы.
- Далее с помощью наконечника припой равномерно распределяется по контактам.
- В случае образования перемычек из припоя между контактами нужно удалить их, так как перемычки нарушат работу компонентов. Удаление происходит с помощью специальной плетенки из металла. Для этого ее кладут поверх перемычки и проводят наконечником паяльника. При этом припой впитывается в плетенку.
Важно! при проведении пайки методом «волна припоя» на местах, где проводится непосредственно пайка, должно находиться достаточное количество флюса для обеспечения смачивания поверхностей. Вам это будет интересно Щупы для мультиметра
Вам это будет интересно Щупы для мультиметра
Soic-чипы
- С помощью ацетона и этилового спирта с контактов удаляется лак дочиста.
- На все контакты, которые будут выпаиваться, наливается флюс.
- Замкнуть с помощью припоя все контакты, разгоняя его нагретым наконечником. Нанесенный припой должен оставаться в жидком состоянии.
- Затем нужно провести жалом по всем контактам, расплавив весь припой.
- Удалить микросхему.
Разогрев и выбор температуры
Начинающим трудно определить, при какой температуре инструмента можно начинать работать. Выбирать степень нагрева следует в зависимости от вида материала:
- пайка микросхем требует разогрева не выше, чем до +250°С, иначе детали могут быть повреждены;
- крупные отдельные радиодетали могут выдержать нагрев до +300°С;
- лужение и соединение медной проволоки может происходить при +400°С или немного ниже;
- массивные детали можно греть на максимальной мощности паяльника (около +400°С).
Многие модели инструментов имеют терморегулятор, и определить степень разогрева легко. Но при отсутствии датчика стоит иметь в виду, что бытовой паяльник удастся разогреть максимально до +350… +400°С. Работу с инструментом можно начинать, если канифоль и припой плавятся в течение 1-2 секунд. Большинство припоев марки ПОС имеет температуру плавления около +250°С.
Даже у опытного мастера не получится правильно паять паяльником, который недостаточно нагрет. При слабом нагреве структура припоя после застывания становится губчатой или гранулированной. Пайка не имеет достаточной прочности и не обеспечивает хороший контакт деталей, а такая работа считается браком.
↑ Несколько советов по пайке мелких деталей имеющих пластмассовый корпус
Пайку таких деталей надо производить с особой аккуратностью. Возьмем к примеру светодиод. Они сейчас применяются повсеместно в качестве индикаторных элементов или как элементы подсветки. Корпус светодиода сделан из прозрачной пластмассы и при сильном нагреве выводы светодиода могут просто отвалиться или произойдет помутнение прозрачного пластика из которого выполнен светодиод. Паять светодиоды надо на расстоянии не менее 5 мм от корпуса. Вывод между местом пайки и корпусом светодиода надо зажать пинцетом. Пинцет будет отбирать от вывода лишнее тепло, предотвращая перегрев. Время пайки не должно превышать 3-5 секунд.
После пайки выводы светодиода надо надежно изолировать. В таком виде светодиод не страшно размещать в любом месте системного блока не боясь замыкания.
Все эти рекомендации в равной степени относятся и к другим электронным компонентам имеющим пластмассовый корпус, начиная с конденсаторов, кончая транзисторами.
Виды паяльников для пайки проводов по мощности
На виды рассматриваемые приборы классифицируются по такому параметру, как мощность. По мощности они выпускаются следующих номиналов — 12, 20, 40, 60, 100Вт и более
Этот параметр важно учитывать, когда выбирается инструмент. Какой мощности лучше покупать паяльник, мало кому известно, поэтому очень часто новички приобретают прибор, который не справляется с поставленными задачами
Чем больше мощность, тем выше возможности инструмента, но когда работы проводятся с полупроводниковыми элементами, припаиваемые к плате, то высокомощные приборы здесь не нужны. Чтобы обеспечить соединение деталей посредством пайки, необходимо осуществить их предварительный прогрев. Температура нагрева деталей должна быть выше, чем плавления припоя, чтобы обеспечить качественное соединение. Если мощность прибора будет недостаточная для прогрева спаиваемых деталей, то реализовать процедуру будет крайне трудно.
Отсюда получается следующее:
- Инструменты мощностью 12 и 20 Вт используются исключительно для работы с полупроводниковыми элементами — конденсаторами, резисторами, диодами, транзисторами и т.п. Пропаять соединение двух электрических проводов большого сечения такими приборами будет очень трудно
- Приборы с мощностью от 40 до 100 Вт являются самыми популярными, так как они подходят для работы с полупроводниковыми элементами и медными проводами
- Мощные паяльники от 100 Вт и выше предназначены для пайки теплообменников газовых колонок и прочих крупногабаритных деталей
От мощности инструмента зависит размер стержня, а он оказывает непосредственное влияние на возможность проведения работ с мелкими или крупными деталями. Чем выше мощность прибора, тем быстрее происходит прогрев жала, а значит, инструмент через короткий промежуток времени после подключения в розетку, может использоваться для пайки.
https://youtube.com/watch?v=wEUZ4_08ZGA
Это интересно! Чем больше мощность прибора, тем быстрее нагревается жало, однако большинство радиодеталей не допускают воздействия температуры более 70 градусов. Отсюда получается, что при использовании высокомощных паяльников, не допускается воздействие на полупроводниковые элементы продолжительностью более 3 секунд.
Похожие записи:
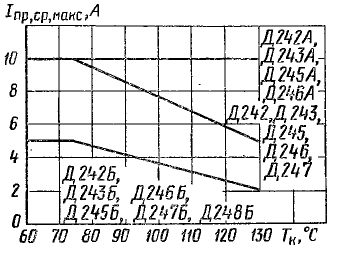 Характеристики диодов 1n4007, д242, д226, кд202в
Характеристики диодов 1n4007, д242, д226, кд202в
 Активное и индуктивное сопротивление
Активное и индуктивное сопротивление
 Как определить катод и анод у светодиода
Как определить катод и анод у светодиода
 Топ-7 лучших терморегуляторов: какой выбрать, для теплого пола, с датчиком, отзывы, цена
Топ-7 лучших терморегуляторов: какой выбрать, для теплого пола, с датчиком, отзывы, цена
 Автоматическое включение фар при запуске двигателя автомобиля своими руками
Автоматическое включение фар при запуске двигателя автомобиля своими руками
 Топ новых гаджетов 2020 года
Топ новых гаджетов 2020 года