Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки;
2) Залудить их припоем;
3) Снова нанести флюс на контакты;
4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим
Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
На батарейках, на аккумуляторах 18650 и других АКБ
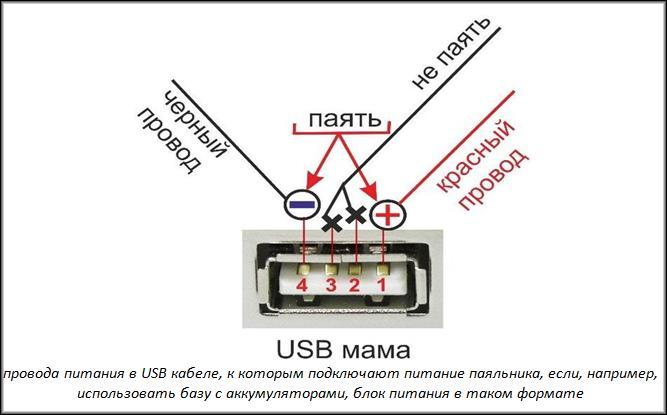
Аккумуляторный паяльник на 3.6–9 В — это тот же минипаяльник по классической схеме: нихромовая нить на покрытом стекловолокном кожухе (или без него), в который вставлено жало. Отличие в том, что выводы питания подсоединяются к батарейкам или к базе с ними (повербанк, короб с секциями из любого прибора, питающегося от батареек).
Микропаяльник на батарее создают из таких элементов:
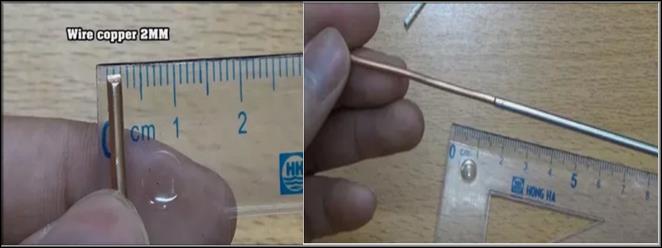
- провод, сечение 2 мм;
- сегмент антенны;
- нихромовая нить (∅ 0.2 мм), длина 10 см;
- кембрик (армированное стекловолокно);
- аккумуляторные батареи 3.7 Вольта можно использовать несколько по 1.2; 1.5 В. Отсек для них;
- деревяшка для ручки;
- обычный бытовой переключатель (как в настольных лампах);
- провод ∅ 0.3–0.6 мм (можно вытянуть из многожильного кабеля).
Этапы сборки
Алгоритм действий по порядку:
- Снимаем с провода (∅ 2 мм) изоляцию.
- Подбираем сегмент антенны, в который будет плотно входить жало.
- Затачиваем жало, длина около 2 см.
- Отрезаем 4 см от сегмента антенны.
- Наматываем 10 см нить накаливания (ее сечение около 1.2–1.8 мм), с двух сторон оставляем по 1 см.
- Тонкую медную жилу складываем вдвое, в петлю на конце продеваем нихромовую нить, скручиваем. Пока откладываем конструкцию.
- Кембрик помещаем внутрь трубки из антенны.
- Нихромовая катушка с проволокой продевается в кембрик, снаружи оставляют 1 см, из которого делают 1–3 витка — это термоэлемент.
- Помещают жало в трубку, с другого конца — до упора термочасть.
- Ручка: от деревяшки отпиливаем 2–3 см, в центре сверлим отверстие под нагревательный узел, от него создаем паз (надфилем, ножом, этим же сверлом).
- Нагревательную часть вставляем, хвост загибаем в паз.
- Просверливаем еще отверстие, меньшее и чуть дальше от центра.
- Из тонкого медного провода скручиваем петлю на трубке, заворачиваем конец — это второй контакт. Вставляем сборку в деревяшку.
- Загнутый проводник фиксируется силиконовым клеем, им же прикрепляется короб для батарей. Полярность может быть любая.
- К батарейному отсеку на торце там, где контакты, приделываем выключатель, фиксируем термоклеем.
- Соединяем части последовательно: нагревательный сегмент, переключатель, к аккумулятору (отсеку с ним).

Что такое паяльная станция
Паяльная станция – это специализированное оборудование, применяемое для пайки чувствительных к высокой температуре и напряжению радиотехнических деталей (микросхем, транзисторов, конденсаторов).
Основными частями такого оборудования являются:
- Модуль управления – блок, включающий в себя понижающий трансформатор, микросхему управления температурой паяльника;
- Паяльник – рабочий орган данного оборудования, связанный с модулем управления гибким экранированным кабелем;
- Подставка – располагается сбоку от модуля управления и служит для безопасного размещения разогретого паяльника в перерывах между паечными работами.
Более сложные модели содержат также фен, термопинцет, инфракрасный излучатель для подогрева определенного участка печатной платы. В некоторых станциях внутри встраивается небольшой воздушный компрессор, нагнетающий воздух в фен с нагревательным элементом.
Это интересно: Как правильно пользоваться паяльником с канифолью — учимся паять
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
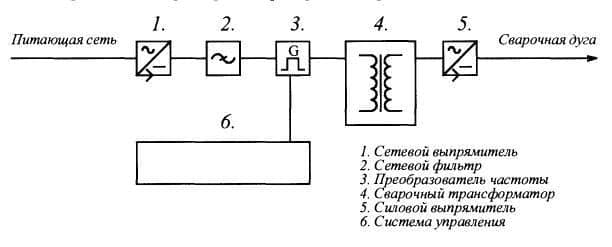 Функциональная схема сварочного инвертора.
Функциональная схема сварочного инвертора.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Мощность нагрева паяльников
Мощностью электрические паяльники бывают 12, 20, 40, 60, 100 Вт и больше. И это тоже не случайно. Для того, чтобы припой при пайке хорошо растекался по поверхностям спаиваемый деталей, их нужно прогреть до температуры чуть большей, чем температура плавления припоя. При контакте с деталью тепло передается от жала к детали и температура жала падает. Если диаметр жала паяльника не достаточный или мощность нагревательного элемента мала, то отдав тепло, жало не сможет нагреться до заданной температуры, и паять будет невозможно. В лучшем случае получится рыхлая и не прочная пайка.
Более мощным паяльником можно паять маленькие детали, но возникает проблема недоступности к месту пайки. Как, например, запаять в печатную плату микросхему с шагом ножек 1,25 мм жалом паяльника размером в 5 мм? Правда есть выход, на такое жало навивают несколько витков медного провода диаметром 1мм и концом уже этого провода паяют. Но громоздкость паяльника делают работу практически не выполнимой. Есть и еще одно ограничение. При большой мощности, паяльник быстро прогреет элемент, а многие радиодетали не допускают нагрева выше 70˚С и по этому, допустимое время их пайки составляет не более 3 секунд. Это диоды, транзисторы, микросхемы.
Принцип работы устройства
Работает паяльник таким образом: при нажатии на кнопку напряжение поступает на трансформатор, где оно понижается до 0,5−2 вольт (соответственно, сильно возрастает ток) и поступает на жало, быстро разогревая его. При отпускании кнопки жало также быстро остывает, поэтому после отжатия кнопки нужно быстро отвести его от паяемой детали, иначе оно к ней припаяется.
Само собой, у импульсного паяльника есть отличия от обычного, среди них есть как плюсы, так и минусы. К достоинствам можно отнести быстрый разогрев и такое же быстрое остывание (риск получения ожога при случайном касании жала существенно снижается). Недостатков же у него, к сожалению, больше:
https://youtube.com/watch?v=4osAH71SscY
- больший вес и размеры, отсутствие возможности точно регулировать температуру;
- присутствие на жале электрического потенциала, который может повредить паяемые электронные компоненты — этот недостаток отсутствует у индукционных паяльников с изолированными жалами;
- невозможность долговременной беспрерывной работы (стандартный режим работы для них — от 5 до 8 включений за 1 минуту в течение часа, затем перерыв для остывания на 20 минут).
https://youtube.com/watch?v=362HDssx_08
https://youtube.com/watch?v=a9O20hqBKEI
Устройство паяльника
Электропаяльник считается надежным устройством и при соблюдении правил эксплуатации служит исправно долгие годы – у некоторых мастеров в рабочем состоянии сохранились инструменты еще советского периода. Например, в те времена был популярен молотковый медный жаровой паяльник, какими сейчас уже вряд ли кто пользуется.
Чтобы знать, как устранить в электропаяльнике неисправности, следует ознакомиться с устройством его работы. Главными компонентами этого электрического ручного инструмента являются:
- медный стержень;
- элемент нагрева;
- рабочая часть в виде жала;
- держатель паяльника;
- шнур электропитания.
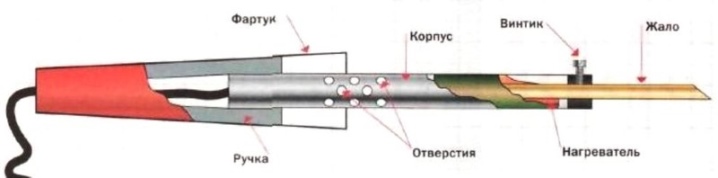
Стержень электропаяльника выполнен из медного сплава, этот металл быстро разогревается под действием встроенного в прибор электронагревателя, состоящего из нихромовой спирали. Иногда вместо нихрома в качестве нагревателя применяется керамический токопроводящий элемент. Мощность электропаяльника зависит от диаметра нихромовой проволоки нагревателя – чем этот диаметр больше, тем, соответственно, выше рабочая мощность электроприбора.
Стержень в электропаяльнике разогревается до такой температуры, которая требуется, чтобы расплавить состав припоя. Поверхность стержня, состоящего из меди, обладает высокой степенью теплопроводности, таким образом, нагреватель отдает свое тепло, которое переходит на рабочее жало паяльника. Жало имеет вид длинного стержня, сплюснутого на конце или заостренного.


Медный стержень электроинструмента располагается в металлическом кожухе в виде трубки. Чтобы обеспечить его изоляцию и разделить с нагревательным элементом, применяется изоляционный материал, который фиксируется на стыке стержня и нихромовой проволоки. В качестве электроизоляции в электропаяльнике используется слюда или стеклоткань. Именно поверх этого изоляционного материала и выполняется намотка нихромовой проволоки.
Электропаяльник снабжен специальным держателем, внутри которого расположен канал, где протянут шнур электропитания. Этот провод подает электрический ток на нагревательный элемент. Материалом держателя может быть как термостойкая пластмасса, так и древесина.
Принцип работы импульсного паяльника.
принцип работы импульсного паяльника (рис. 2)
- И так рассмотрим подробно принцип работы импульсного паяльника (рис. 2):
- От кабеля питания напряжение идет к трансформатору;
- Трансформатор может иметь 1 или 2 вторичных обмотки, первая идет на жало, а вторая на подсветку ( Наличие подсветки зависит от модели паяльника). Но встречается и другой вариант, когда от вторичной отмотки делается вывод на подсветку.
- При нажатии кнопки включения/выключения, электрическая цепь замыкается и мощность идет на вторичную обмотку трансформатора. Следовательно напряжение падает, мощность не изменяется, а ток в цепи начинает расти и жало накаляется.
Способ №3 Мощный импульсный паяльник
Такой паяльник не подойдет новичку, так как для его создания требуются базовые знания в электротехнике и навыки чтения электрических схем. За основу для изготовления этого агрегата берется импульсный блок питания от галогенных светильников. Хорошо будет получить и схему этого устройства, в рассматриваемом примере она имеет такой вид, хотя может быть и любая другая, в зависимости от модели блока для паяльника:
Рис. 11: схема блока питания для импульсного паяльника
Принцип действия импульсного паяльника заключается в закорачивании вторичной обмотки трансформатора Т2 для получения максимального нагрева жала. Для этого применяется самодельная обмотка с одним витком и закороткой из более тонкой проволоки под наконечник.
Для изготовления паяльника вам понадобится блок от галогенного светильника, корпус (в данном случае используется пистолет из детской игрушки), медная проволока диаметром 6мм и проволока диаметром 1мм, керамические предохранители, болты для фиксации деталей паяльника, кнопка и шнур питания с вилкой. Из инструмента вам понадобятся пассатижи, отвертка, метчик и ножовка.
Процесс изготовления импульсного паяльника состоит из следующих этапов:
Снимите крышку с блока питания от галогенного светильника, будьте аккуратны, чтобы не повредить внутренние элементы, места пайки и детали. Рис. 12: снимите крышку с блока питания
С трансформатора удалите низковольтную обмотку, представленную несколькими витками медной проволоки. Рис. 13: удалите низковольтную обмотку
Примерьте плату в заготовленный корпус и определите наиболее выгодный способ расположения. Заметьте, что нагревательный элемент будет сильно греться, поэтому под ним никакие элементы лучше не оставлять, куда безопаснее перенести их подальше, разделив плату.
Аккуратно разделите плату и на две части, для безопасности деталей их можно удалить на время распила, если под рукой имеется хоть какой-то паяльник
В противном случае придется соблюдать предельную осторожность. Рис. 14: обрежьте плату
Подключите к плате кнопку и шнур питания.
В катушку с высоковольтной обмоткой трансформатора проденьте медную проволоку толщиной 6мм и согните при помощи пассатижей вокруг катушки, как показано на рисунке
Рис. 15: проденьте медную проволоку в катушку
На выводы нагревательного элемента наденьте части керамической рубашки предохранителя, они должны предохранять пластиковый корпус паяльника от высокой температуры. Рис. 16: наденьте куски керамической рубашки
Концы нагревателя расплющите, и сделайте отверстия при помощи метчика под фиксаторные болты. Рис. 17: нарежьте резьбу
Закоротите теплоприемник медной проволокой диаметром в 1 мм. Если при первом включении этот проводник перегреется и перегорит из-за слишком большой температуры жала, его нужно будет заменить более толстым в 1,5 или 2 мм. Если нагрев будет слабым, установите более тонкую проволоку в 0,5 мм.
14: обрежьте плату
Подключите к плате кнопку и шнур питания.
В катушку с высоковольтной обмоткой трансформатора проденьте медную проволоку толщиной 6мм и согните при помощи пассатижей вокруг катушки, как показано на рисунке. Рис. 15: проденьте медную проволоку в катушку
На выводы нагревательного элемента наденьте части керамической рубашки предохранителя, они должны предохранять пластиковый корпус паяльника от высокой температуры. Рис. 16: наденьте куски керамической рубашки
Концы нагревателя расплющите, и сделайте отверстия при помощи метчика под фиксаторные болты. Рис. 17: нарежьте резьбу
Закоротите теплоприемник медной проволокой диаметром в 1 мм. Если при первом включении этот проводник перегреется и перегорит из-за слишком большой температуры жала, его нужно будет заменить более толстым в 1,5 или 2 мм. Если нагрев будет слабым, установите более тонкую проволоку в 0,5 мм.
У вас получился один из самых мощных паяльников, работающих от сети 220В – он запросто может выпаять детали с мощными ножками, соединять контакты силовой цепи и т.д.
Рис. 18: готовый импульсный паяльник
Но назвать этот паяльник одноразовым нельзя, поскольку собирается он целенаправленно и требует серьезных усилий для создания. Также желательно иметь хоть какой-то рабочий паяльник при его изготовлении, это значительно упростит работу по разделению платы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Изготовление жала паяльника
Жало — самый простой, но, тем не менее, ответственный узел паяльника.

Медная проволока должна быть диаметром 1-2 миллиметра, крепить ее к токопроводным шинам следует болтовыми соединениями с шайбами. Если под рукой найдутся цанговые соединения на такой диаметр- то паяльник приобретет намного более эстетичный вид.
После нескольких пробных паек, возможно, придется изменить диаметр проволоки. Слишком тонкая будет перегреваться сама, и перегревать припаиваемые детали, слишком толстая, напротив, будет медленно прогреваться, задерживая основную работу.
Подбором толщины проволоки надо добиться разогрева жала до стабильной температуры за 5-7 секунд. Чрезмерное увеличение толщины приведет к росту потребляемой мощности и к перегреву вторичной обмотки выходного трансформатора. В ходе пробных паек нужно обязательно проверять степень ее нагрева, не допуская тления или даже воспламенения изоляции.
https://youtube.com/watch?v=4IwGoLg6uCw
https://youtube.com/watch?v=ORDFKJsIhfA
https://youtube.com/watch?v=38bMoVHF-60
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Преимущества и недостатки
Импульсный паяльник, собранный своими руками, будет выгодно отличаться от других типов паяльников следующим:
- Малый расход электроэнергии. Она не тратится на обогрев мастерской, а расходуется только в момент пайки.
- Безопасность. Жало в нерабочем состоянии мгновенно остывает, таким устройством нельзя обжечься, поджечь что-либо на рабочем столе или проплавить изоляцию.
- Удобство использования, ремонта и обслуживания. Жало можно изготовить заменить за считанные минуты. Кроме того, жалу можно придать любую форму для выпаивания деталей в труднодоступных местах или среди плотного монтажа.
https://youtube.com/watch?v=55oiwyFHcKI
Кроме достоинств, этому типу устройств присущ и недостаток: большой вес и размеры утомляют руку при длительном использовании. Чтобы избежать этого, применяют импульсный источник питания и даже выносят его в отдельный блок.
Устройство индукционного паяльника
Любой индукционный (импульсный) паяльник состоит из понижающего трансформатора, кнопки, работающей на замыкание и жала, выполненного из медной проволоки, толщиной 1−3 мм. В некоторых конструкциях к ним добавляется источник питания и другие элементы.
Вот так выглядит схема простейшего индукционного паяльника:
Импульсный и индукционный паяльник — это не одно и то же. Импульсными называются индукционные паяльники, имеющие в своём составе высокочастотный преобразователь напряжения. Приведённый в пример прибор с понижающим трансформатором импульсным не является.
Принципы выбора паяльной станции
Главная задача паяльного оборудования — обеспечение качественного соединения элементов, что в свою очередь, зависит от следующих конструктивных и технических параметров:
- Типа нагревательного элемента. Современные производители предлагают паяльные станции с двумя видами нагревателей — керамическими и нихромовыми. Керамические нагреватели быстро нагреваются, но чувствительны к неравномерному прогреву и могут треснуть. Но при наличии термостабилизации, нагреватели из керамики показывают хорошую теплоотдачу, высокую мощность и долговечность. Тогда как нихром не способен обеспечить длительную эксплуатацию нагревателя и поэтому рекомендуется для нечастого использования. Правда, нагреватель из нихрома стоит значительно дешевле керамического;
- Диапазона регулируемых температурных показателей;
- Скорости разогрева;
- Мощности. Как правило, качественный уровень работы паяльной станции зависит от целесообразности ее эксплуатации. Все зависит от того, какого рода требуется пайка и для каких компонентов. Поэтому, мощность — это один из главнейших параметров, определяющих выбор паяльного оборудования. Особенно, если прибор будет использоваться для ремонта таких чувствительных видов аппаратуры, как мобильные телефоны, планшеты, навигаторы и т.д.;
- Напряжения;
- Эргономических показателей — веса, размера, формы.
Также объективными факторами, влияющими на выбор паяльного устройства, считаются:
- Принятые мировым сообществом стандарты, предусматривающие бессвинцовую пайку. Это означает, что для обеспечения пайки понадобится оборудование с рабочей температурой 250 °C;
- Размещение микросхем в корпуса типа BGA. С одной стороны, это оправданно, так как позволяет уменьшить размер изделий. С другой стороны, это усложняет все связанные с пайкой процессы ввиду труднодоступности компонентов.
Чем можно заменить?
Паяльник – не единственный аппарат, применяемый для соединения различных деталей в домашних условиях. Использовать вместо него можно бензиновые или газовые горелки. Их можно применять для плавления воска, производить с их помощью соединение проводов и других контактов. Однако из-за широкого потока пламени они будут неудобны при работе с электронными платами и микросхемами. Заменить паяльник также можно термофеном. Он отличается узконаправленным термическим потоком.
Некоторые домашние мастера для соединения проводков используют разогретый утюг. С его помощью раскаляют толстую медную проволоку, служащую аналогом наконечника паяльника. Такие способы больше всего подойдут для одноразовой пайки.


О том, как правильно паять провода, вы можете узнать из видео ниже.
Эксплуатация паяльной станции
Итак, как пользоваться паяльной установкой? Вообще это не сложнее техники пайки паяльником. Даже наоборот, пользоваться ею удобнее и комфортнее.
Стоит сразу выделить одно правило работы: не стоит устанавливать максимальную температуру без крайней необходимости. У контакторного паяльника это может привести к перегреву жала, а в термофене может выйти из строя термоэлемент.
Следует также использовать только качественный флюс. Хотя данный совет актуален при пайке любым оборудованием.
Не следует также включать термофен на максимальную мощность. Это приведет к сдуванию радиодеталей.
Работа с микросхемами
Пайка микросхем
Паяльная станция позволяет быстро и качественно выполнять замену вышедших из строя микросхем. Порядок действий при выполнении таких работ следующий:
- Плату с неисправной микросхемой фиксируют в специальном зажиме;
- Находящиеся рядом с вышедшей из строя микросхемой радиодетали закрывают тонкой алюминиевой фольгой;
- На выводы демонтируемой старой микросхемы наносят тонкий слой флюса;
- Круговым движением термовоздушного фена расплавляют припой на выводах микросхемы и при помощи пинцета аккуратно снимают ее с печатной платы;
- Паечные пяточки – концы токопроводящих дорожек платы, предназначенные для контакта с выводами микросхемы – очищаются от остатков флюса;
- Определив при помощи « ключа» (выемки или другой маркировки на корпусе детали) расположение первого вывода, устанавливают новую микросхему на плату, выравнивают ее относительно паечных пятачков дорожек;
- При помощи контактного паяльника с тонким жалом прихватывают два угловых вывода;
- На все выводы микросхемы наносят флюс;
- Круговым движением термовоздушного фена, расплавляя остатки припоя, фиксируют выводы микросхемы на паечных пятачках дорожек;
- Визуально проверяют отсутствие замыканий между выводами. При обнаружении таковых при помощи паяльника удаляют лишнее количество припоя.
После завершения работ с помощью зубной щетки удаляют остатки флюса, проверяют работоспособность припаянной микросхемы.