Классификация электродов из графита
На современном рынке представлены разные марки графитированных изделий, которые отличаются по виду материала, использованному для изготовления. Это в основном графит, но качество его не одинаковое.
Используя разные сорта, получают такие изделия:
- Графитированные стержни для сварки.
- Коллоидно-графитовые изделия.
- Пропитанные – для комплексов «ковш-печь».
- Специальные – для работы с агрегатами высокой мощности, которые используют в крупной промышленности.
Чтобы технологические процессы проходили в нужной последовательности, подбирать материалы надо правильно. При этом учитывается, какой тип электродов подходит для процессов, осуществляемых на производстве.
Рекомендуем к прочтению Характеристики электродов ОЗС-12
Графитированные разновидности удобно применять на металлургических предприятиях. Такие электроды способны обеспечить ввод электрической энергии в процессах, которые связаны с повышенными температурами.

Внутреннее устройство угольного электрода
Это расходники чаще с круглым сечением, диаметр которого может быть самым разным – от 5-ти до 25 мм. Длина угольников также разнообразна: от 25-ти до 300 мм. Виды с самой большой длиной используются для сварки в труднодоступных местах.
По форме они выпускаются в нескольких вариантах: с круглым, полукруглым, прямоугольной и полой формой сечения. Чаще применяются круглые и полукруглые расходники – с ними сварочный шов отвечает всем требованиям технических стандартов.
У прямоугольных стержней свои задачи: они отлично справляются с ремонтом самого разного рода дефектов стальных поверхностей. Что касается полых расходников, то их фишка – способность формировать в месте сварочного шва канавку в виде буквы U.
Выполнены эти электроды из довольно сложной смеси кокса и угля с различными добавками вяжущего характера типа смолы и специальных элементов типа металлического порошка или стружки для усиления состава.
Технология производства включает в себя отдельные этапы. Сначала формируется смесь, затем из нее формируются стержни. Третьим самым важным технологическим этапом является специальная термическая обработка вновь сформированных стержней. Именно от термического этапа производства зависит качество расходников.
Технологическая схема производства угольных электродов.
Иногда путают две разновидности специализированных стержней: угольные и графитовые электроды. Путать их не нужно, это разные расходники как по своему составу, так и по сфере применения.
Есть еще один вид угольных электродов – так называемые омедненные. Это стержни, покрытые медным напылением. Это делает их более прочными при сохранении всех остальных характеристик в том же виде.
Требования техники безопасности при сварке графитом
Графитовый электрод позволяет создавать надежные соединения деталей разного рода металлоконструкций, но сварку крайне важно осуществлять с учетом норм безопасности. Схема сварки меди с использованием графитового электрода
Схема сварки меди с использованием графитового электрода.
Опишем их подробно:
ток, подающийся к сварочным кабелям, обязательно следует отключить перед началом работы, дабы предостеречь себя от удара током;
операции при помощи сварного аппарата нужно выполнять только в специальной одежде, обуви и с применением средств индивидуальной защиты, которые помогут уберечь глаза, руки и кожу тела от ожогов;
место выполнения работ очищают от легко воспламеняющихся предметов, что позволит избежать риска возникновения пожара;
после сваривания одной скрутки важно подождать, пока она остынет, и только тогда переходить к работе с последующей;
чрезмерная спешка и нежелание выждать время, пока остынет первая скрутка, может привести к ожогу на теле сварщика;
скрутки изолируют после сварки при помощи термоусадочной трубки, изолентой.
Если не придерживаться требований безопасности, описанных выше, при выполнении сварочных работ с графитовыми стержнями, можно получить ожог кожи, сетчатки глаз и т.п.
Плюсы и минусы сварки, ее разновидности
Преимущества, которыми обладает соединение проводов сваркой заключаются в отсутствие переходного сопротивления которое всегда есть при скрутках или болтовых соединениях. Особенно это актуально при прокладке проводки для мощных устройств. Недостатки заключаются в необходимости купить или сделать самостоятельно сварочный аппарат, предназначенный для скруток.
При электромонтажных работах на производстве применяются различные виды сварки: стандартная, дуговая точечная, плазменная, торсионная, электронно-лучевая, ультразвуковая или же их различные комбинации. Для бытового применения чаще всего электриками используется устройство для точечной и дуговой сварки, которая работают на угольных или графитовых электродах.
Это решение позволяет получать хорошее качество соединений при минимальной стоимости необходимых устройств и комплектующих. Изготавливая аппарат для сварки проводов, больше всего внимания надо уделить следующим характеристикам устройства:
- Сила тока которую может выдать аппарат. В идеальном варианте это переменное значение.
- Напряжение, выдаваемые устройством, достаточное для возникновения электрической дуги – обычно это 12-32 Вольт.
- От какого тока работает сварочник – переменный или постоянный. При наличии опыта подобных работ можно использовать переменный, но для новичков настоятельно рекомендуется начинать с постоянного.
Так как для сваривания различных металлов требуется разная сила тока и напряжение, универсальные сварочные аппараты в обязательном порядке могут регулировать эти значения. Кроме того, при соединении разных материалов могут понадобится специальные флюсы которые будут защищать металл от окисления или проникновения в него газов из воздуха. В большинстве своем сварочные аппараты универсального назначения достаточно громоздкие и тяжёлые, но для мелких сварочных работ можно за относительно невысокую цену найти инверторные сварочники, которые идеально подойдут для сварки проводов.
Если выполняется сварка медных проводов, которые применяются в домашней разводке, нет нужды в использовании очень большой силы тока и напряжения поэтому есть возможность применять сварочные аппараты небольших размеров, которые помещаются в стандартный кейс из-под инструментов.
Описание процесса
Процесс соединения электрических поводов в распределительной коробке достаточно прост. При соблюдении правил техники безопасности эту работу сможет сделать и новичок.
Перед началом работы следует попрактиковаться на отдельных металлических деталях, чтобы привыкнуть к работе сварочного аппарата. Также нужно научиться регулировать температуру электрода, чтобы он не перекаливался, и не залипал на месте сварки.
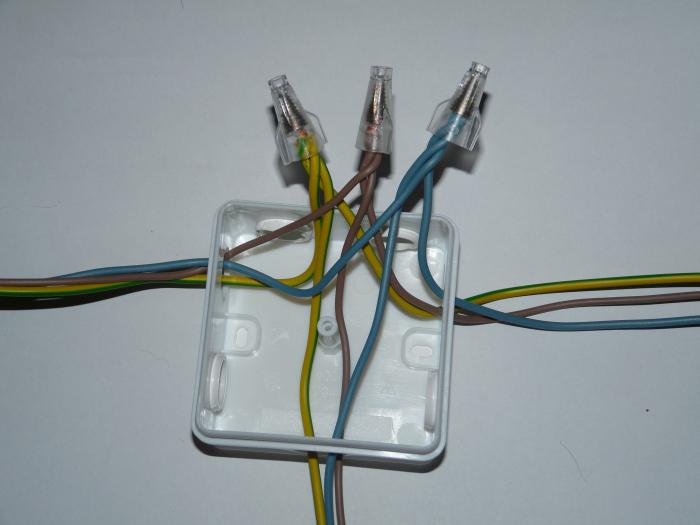
Настройка устройства производится в соответствии с толщиной жил, которые нужно приварить, и от их количества. Для начала, при помощи обычного метода скрутки, нужно скрепить жилы проводов. Зачистите около 5 см от конца шнура, убрав изоляционную обмотку. Затем контакты жил можно скрутить между собой, сделав 6-7 витков.
Насыпается флюс на углубления. При сварке электрод нужно поднести к месту соединения, пока в контактной точке не начнет образовываться медный шарик. Когда соединение остынет, нужно очистить контакт от флюса наждачной бумагой, а затем изолировать его лентой ил термоусадочной трубкой.
Технология процесса и способы сварки проводов
Существуют различные технологии соединения жил: с помощью клеммников, сжимов, опрессовки, пайки или сварки — все они подробно описаны в Правилах электроустановок (ПУЭ) и используются на практике. Наиболее надежным из всех признан метод сварки.

Рис.1
Сваренные воедино проводники представляют собой однородную жилу с рекордно низким переходным сопротивлением, что полностью исключает их нагрев и гарантирует пожаробезопасность. Для электропроводки, в основном, используется медный провод.
Чтобы выполнить сварку, нужен аппарат с постоянным или переменным током напряжением 12-36 В, с возможностью регулирования тока. Этому условию отвечает инвертор для сварки медных проводов (рис.1).
Учитывая его немалую стоимость, некоторые умельцы вместо него используют трансформатор (рис. 2) или сварочный аппарат, изготовленный своими руками .
В данной статье мы не будем рассказывать о том, как сделать сварочник самостоятельно. Модель может зависеть от исходных материалов, имеющихся у мастера под рукой, и от его знаний и умений.

Рис. 2
Для получения надежного соединения двух и более проводников (жил) используется отработанная технология. Порядок действий таков:
- С жилы аккуратно снимают отрезок изоляции длиной 60-80 мм, для чего используют нож или специальный инструмент (стриппер, зачиститель, съемник и др.). Разделку производят исключительно вдоль проводника, чтобы случайно не сделать надрез.
- Тщательно зачищают поверхность до состояния блеска.
- Оголенный участок проводника обрабатывают наждачной шкуркой.
- Смачивают чистую тряпочку ацетоном, либо уайт-спиритом и протирают поверхности проводников. Для медных проводов используют буру.
- Выполняют скрутку. При выполнении скрутки не стоит допускать небрежность. Нельзя просто свить проводки в «жгутик» или сплести из них «косичку». Работу выполняют аккуратно, чтобы не поломать проводники.
- Выравнивают концы и ровно срезают торец, чтобы он имел плоский срез. Для этого используют монтажные ножницы или обыкновенные кусачки.
- Сварка проводов, скрученных в единый элемент, выполняется по торцам проводников и занимает 1-2 секунды, в зависимости от количества жил в скрутке и полученного общего сечения.
- Получившаяся в процессе сварки капля (в виде шарика) должна остыть (рис 4).
- Для долговечности ее можно покрыть лаком.
- Завершают работу намоткой изоляции (качественной, с надежным прилипанием) или помещением скрутки в термоусадочную трубку.

Рис. 4. Сварочный «шарик»
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.
Нормы монтажа проводки в распределительной коробке
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов. как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.
Соединение методом сварки
Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт. Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.
Соединение проводов метод опрессовки
Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Обратите внимание! Винтовыми клеммами следует зажимать одножильный провод. Если вы используете многожильный медный провод, то вам необходимо приобрести специальные наконечники, которые не дадут винтам обломать нити многожильного провода при зажиме. Эти наконечники крепятся к проводу методом опрессовки
Эти наконечники крепятся к проводу методом опрессовки.
Соединение проводов
Перед тем как соединять провода в распределительной коробке советуем вам изучить правила их монтажа
Ведь важно не только качественно соединить провода между собой, но и правильно завести их в распределительную коробку, а также удобно расположить для возможного осмотра или ремонта
Правила монтажа проводов в распределительной коробке
Прежде всего давайте рассмотрим правила, предъявляемые к обустройству и монтажу проводки в распределительной сети. Ведь именно с этого фактора начинается любой монтаж.
Нормы монтажа проводки в распределительной коробке
- Прежде всего следует помнить, что в одной штробе, коробе или трубе допускается прокладка проводов не более восьми групп.
- Все соединения должны выполняться в соответствии с п.2.1.17 – 2.1.30 ПУЭ. Данные пункты предусматривают целый спектр ограничений. Прежде всего следует помнить, что провод перед любым контактом должен иметь запас, достаточный как минимум для одного повторного подключения.
- Перед тем как соединять провода в распаечной коробке следует убедиться, что они не имеют натяжения. Либо что это натяжение не возникнет при температурных перепадах.
- Любые места соединения проводов должны быть доступны для ремонта и осмотра. При этом эти места следует организовывать так, дабы осмотр не был затруднен элементами конструкции.
- Любое соединение должно иметь изоляцию. При этом эта изоляция должна соответствовать уровню основной изоляции. Для достижения данных параметров лучше использовать изоленту, либо термоусадку.
- Сами распределительные коробки должны изготавливаться из несгораемых или трудносгораемых материалов. как на видео. Особенно это касается монтажа проводки по сгораемым конструкциям, к которым предъявляться дополнительные требования.
Варианты соединения проводов в распределительной коробке
Прежде всего давайте рассмотрим способы соединения проводов в распределительной коробке. Ведь именно контактные соединения зачастую являются наиболее уязвимым местом любой электрической сети и любые недоработки проявляются очень быстро.
Согласно п.2.1.21 ПУЭ все соединения проводов и кабелей должны производится сваркой, пайкой, опрессовкой, винтовым или болтовым сжимом. Другие методы соединения, особенно это касается скрутки, не допускаются. Исходя из этого давайте рассмотрим каждый из возможных методов соединения по отдельности.
Наиболее надежным считается соединение проводов методом сварки. Оно имеет наименьшие переходные сопротивления в результате чего, повышенный нагрев практически отсутствует. Кроме того, со временем такое соединение не теряет своих свойств.
Сварка проводов в распределительной коробке выполняется при помощи специального сварочного трансформатора и угольного электрода. Стоимость таких изделий достаточно велика для простой замена проводки в квартире, поэтому часто можно встретить самодельные устройства. Обычно это трансформаторы до 600 Вт и напряжением 9 – 36В.
На втором месте по надежности стоит соединение методом пайки. Этот метод более доступен для домашнего использования ведь не требует специального оборудования кроме обычного паяльника.
Соединение проводов методом пайки
Пайка проводов в распределительной коробке осуществляется по обычной технологии и не предъявляет особых требований
Единственным моментом, на который стоит обратить внимание — это качество таких соединений. Ведь в случае нагрева олово достаточно быстро нагреется и контакт пропадёт
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки
Дабы не допускать этого пайку достаточно часто совмещают с соединением методом скрутки.
Опрессовка проводов в последнее время приобретает все большую популярность. Ведь на рынке появилось большое количество достаточно дешевого инструмента для опрессовки проводов, да и цена на расходные материалы для такого метода достаточно низка.
Но наиболее распространенным все равно остается метод винтового или пружинного зажима жил. Огромное количество шин и клемм, представленных сейчас на рынке, позволяют осуществить достаточно надежное соединение проводов.
Обратите внимание! Винтовыми клеммами следует зажимать одножильный провод. Если вы используете многожильный медный провод, то вам необходимо приобрести специальные наконечники, которые не дадут винтам обломать нити многожильного провода при зажиме
Эти наконечники крепятся к проводу методом опрессовки
Эти наконечники крепятся к проводу методом опрессовки.
Работа с алюминием
 Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Угольными электродами соединяют даже алюминиевые изделия, которые традиционно считаются сложными для сваривания. Алюминий обладает малой плотностью, значительной теплопроводностью и стойкостью к коррозии.
Плавится этот металл при температуре 660 °C, к тому же он достаточно хорошо сочетается с кислородом, из-за чего покрывается плёнкой окиси алюминия (химическая формула – Al2O3).
Наличие такой плёнки, а также лёгкость образования трещинок и пор в металле шва – главные трудности, с которыми сталкиваются при сварке алюминия. Но применение угольных электродов позволяет справляться с ними.
В частности, именно такой способ используют для соединения алюминиевых шин в цехах электролиза. Сваривают шины традиционно встык на подкладке из графита или алюминия.
По бокам шин монтируют графитовые пластины с вырезами напротив шва. Данные вырезы дают возможность вывести конечную и начальную точку шва за границы рабочего сечения.
https://youtube.com/watch?v=s1QgWxWJ2Os
При сварке алюминиевых поверхностей угольной дуговой сваркой присадочным материалом служит проволока или пруток из того же металла. Для того чтобы окисная плёнка не мешала и не повлияла на результат, на кромки шва добавляют флюс марки АФ-4А, который представляет собой однородный мелкодисперсный порошок белого цвета.
Как варить угольными электродами: особенности
Прежде всего нужно знать и помнить, что они относятся к неплавким расходникам. Это означает, что по ходу процесса они выполняют роль лишь электрического проводника, но не принимают участия в формировании сварочной ванны в отличие от своих металлических собратьев.
Здесь уже упоминалось, что при данном способе можно использовать лишь постоянный ток прямой полярности без каких-либо вариантов.
Варка проходит с помощью присадочных материалов двумя способами:
- справа налево, где в общем расположении деталей впереди всегда находится присадка;
- слева направо с присадкой, которая идет по след электрода.
Способ «слева-направо» считается более подвинутым, так как при нем возможна более высокая скорость сварки, благодаря эффективному использованию тепловой энергии. Тем не менее, способ «справа-налево» применяется чаще – он более традиционный, его знают лучше.
Если вид работы специальный и, к примеру, заключается в отбортовке металлических заготовок с тонкими краями, угольники можно использовать без присадки. В таком случае производительность сварки станет значительно выше. При одном, правда, условии: толщина соединяемых листов не должны превышать 3-х мм.
Графитовый электрод для сварки
технических характеристикэлектрод легко режется
Как показывает практика, сварка жил проводов производится в распределительных коробах. Расположение коробок довольно высоко, поэтому вам для сварки необходимо будет использовать сварочное переносное оборудование.
Применяют для этих целей промышленные аппараты, применение которых целесообразно в профессиональном плане. Если есть возможность, то можно собрать сварочный аппарат самому. Однако, для большинства отлично подойдут аппараты инверторного типа, которые в большом ассортименте представлены в магазинах. Они компактны, мобильны, легки и к тому же есть регулировка нужного вам тока сварки.
Типы электродов для сварки медных жил проводов
При сварке медных жил должны применяться соответствующие электроды. Об угольных электродах мы уже упоминали. Существует также графитовый тип электродов. В качестве электрода в домашнем обиходе могут быть применены стержни батареек, щетки коллекторных двигателей и подобные изделия, которые выполнены из графита.
Стержни из графита хорошо заменяют покупные электроды, за исключением лишь одного, что на них отсутствует омеднение, но это решаемо путем усовершенствования держателя. Для этого необходимо будет применить зажим типа «крокодил», как для электрода, так и для соединения массы. Они не будут такими громоздкими, как штатные, поэтому вам будет удобней работать в распределительных щитках. Конечно же, вам необходимо будет позаботиться и о дополнительной изоляции ручек.
Графитовые и угольные электроды обладают общим сходством: и у тех, и у других температура плавления в 4 раза превышает порог плавления самой меди. Из-за этого свойства расход электродов при соединении электропроводки очень низок.
Обратите ваше внимание на тот факт, что электрод нагревается до высокой температуры мгновенно, поэтому есть риск перегрева свариваемого вами материала, что, в свою очередь, может нарушить изоляцию в кабеле. Эти факторы необходимо знать сварщику, чтобы быть достаточно аккуратным при монтаже электропроводки
Различия графитовых и угольных электродов
Несмотря на схожесть графитовых и угольных стержней при монтаже проводки, характеристики их различаются:
- первое различие – это цена. Изделия графитовые более доступны;
- если стержень из угля абсолютно черный, то электрод из графита обладает серо-темным цветом с металлическим оттенком;
- сварка с применением угольного электрода требует от сварщика определенного навыка, так как угольный стержень создает дугу огромной температуры, которая может привести к разрушению свариваемой скрутки. В то же время огромные температурные показатели происходят при заниженном токе. Исходя из этого, угольные электроды пригодятся сварщику со слабым сварочным аппаратом;
- тем, кто владеет инверторным аппаратом, который оснащен регулятором силы тока, лучше применять графитовые стержни. При работе с ними требуется меньшая квалификация мастера. Кроме этого, соединение жил проводов после их применения отличается большей прочностью, лучшим качеством, повышенной сопротивляемостью к окислению, нежели после процесса сварки углем.
Требования к безопасности при работе
Углеграфитовые электроды требуют соблюдения правил техники безопасности:
- Провода должны быть обесточены перед проведением сварки.
- Необходимо использовать средства индивидуальной защиты — это может быть специальная одежда и обувь, маска, перчатки.
- Участок, на котором выполняются работы, должен быть освобожден от легковоспламеняющихся предметов.
- После окончания сварочных работ выполняйте изоляцию скруток. Для этого применяется изолента или термоусадочные трубки. Их надевают на провода и прогревают с помощью фена.
Соблюдая такие рекомендации для сварки медных проводов, можно легко выполнять качественное соединение элементов.

Угольные электроды для сварки медных проводов
Особенности:
- Температура плавления 3800⁰ С, кипения – 4200⁰ С, поэтому процесс плавления незаметен, фиксируется испарение;
- Сварочные работы угольным электродом проводится на прямой полярности;
- Сварочный процесс угольным электродом сопровождается воздействием внешних факторов (ветер, газовый поток);
- КПД сварочной дуги ниже;
- Область применения: сварочные работы по тонколистному металлу, цветных сплавов, исправление дефектов металлического литья;
- Способы сварочных работ: без присадочного материала, подача присадки в дугу, укладка присадочного металла на шов;
- Наиболее распространенный способ – оплавление края свариваемых элементов (безприсадочный);
- Величина сварочного тока определяется толщиной металла, видом соединения;
- Разогреваясь, угольные электроды для сварки медных проводов быстро расходуются;
- Создает сварочную дугу высокой температуры (даже при заниженном токе).
Рекомендации
Полезные советы, благодаря которым сварка проводов своими руками пройдет качественно:
- Использование при сварных работах неомедненных графитовых стержней для медных проводов своими руками. Выгорание угла электрода приведет к снижению сопротивления, долгому контакту, что ухудшит качество соединения электропроводки.
- Формированию необходимой формы шарика медной спайки способствует предварительная подготовка графитового стержня: внутри торца делается углубление.
- Использование альтернативы заводским стержням (отработанные батарейки, троллейбусные токосъемники и т.д.).
- Использование защитной маски, очков, рукавиц, специальной одежды обязательно.
- Сварка скруток проверяется подачей на сеть максимального напряжения. Отсутствие нагрева – показатель качественного соединения.
- Пайка или сварка медных проводов лучше простой скрутки, клеммного соединения, зажимов.
- Правильный выбор электродного стержня, режима сварных работ определяет качество результата, надежность сварного шва.
- Использование инверторного аппарата целесообразно в быту, при частых сварочных работах для проводов своими силами.
https://youtube.com/watch?v=B_t-OJJhc2Q
Прежде, чем производить работы по соединению жил электрических кабелей, необходимо определить, как сделать, что лучше выбрать для данной конкретной ситуации. Правильный выбор во многом способствует успешному результату проделанной работы: качество соединения, течение тока, надежность электрической проводки при пиковой нагрузке на сеть.
Не стоит доверять скрутке электропроводов как способу соединения. Это достаточно ненадежный вариант. Клеммные, обжимные механизмы увеличивают надежность, но уступают по качеству пайке, сварному типу соединения.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Схема самодельного аппарата для сварки медных скруток
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
https://youtube.com/watch?v=L75jxmwkoII
Похожие записи:
 Соленоиды в акпп: зачем нужны и как их проверить?
Соленоиды в акпп: зачем нужны и как их проверить?
 Лампы применяемые на форд фокус 3
Лампы применяемые на форд фокус 3
 Datasheet texas instruments tl074
Электросчётчик, передающий показания: особенности, устройство, принцип работы и преимущества
Расчёт сопротивления нулевой последовательности линии
Datasheet texas instruments tl074
Электросчётчик, передающий показания: особенности, устройство, принцип работы и преимущества
Расчёт сопротивления нулевой последовательности линии
 Зависимость силы тока от напряжения
Зависимость силы тока от напряжения