Технические характеристики припоя ПОС-10
Припой ПОС 10 имеет отличительный химический состав. Он содержит 9-10 % олова, около 89 % свинца, 0,2 % висмута, 0,1 % сурьмы и остальные примеси в незначительных количествах. Припой ПОС-10 применяется для пайки и лужения контактных поверхностей электроники. Например им паяют реле и заливают контрольные пробки в корпусах радиоэлектроники.

Температура пайки ПОС-10 составляет 299 градусов Цельсия. Точка солидуса равна 268 градусов.
Достоинства припоя ПОС-10:
высокая температура плавления полезна при пайке корпусов аппаратуры.
Недостатки припоя ПОС-10:
- низкая прочность и сопротивление разрыву около 3,2 кгс/кв.мм.;
- высокое удельное сопротивление — 0,2 Ом х кв.мм./м;
- высокое содержание свинца, опасного для здоровья.
Паяльная паста
В конце и без того длинного повествования хотелось бы немного рассказать о паяльной пасте. Используется она в основном для пайки поверхностно монтируемых компонентов (SMD’шек) и безвыводных микросхем в корпусах BGA.
На вид представляет собой серого цвета кашицу и состоит из о-о-очень мелких шариков сплава Sn62Pb36Ag2 (состав: 62% олова, 36% свинца и 2% серебра), а также безотмывочного флюса. На упаковке указывается, что флюс безотмывочный двумя буквами в названии – NC (No Clean – без очистки). Флюс, в котором содержаться шарики припоя на воздухе высыхает, поэтому пасту хранят в закрытой упаковке.
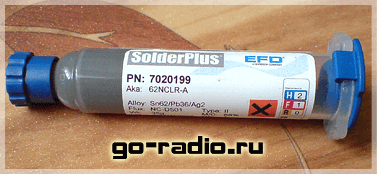 Паяльная паста Solder Plus
Паяльная паста Solder Plus
Применяется паяльная паста при сложном ремонте мобильных телефонов для пайки микросхем в корпусе BGA. Для её использования требуется дополнительное оборудование для ремонта сотовых телефонов, например, специальные трафареты. Стоимость такой пасты довольно высока. Да и не удивительно, ведь в её составе есть серебро.
В настоящее время в производстве электроники стали массово применяться бессвинцовые припои.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Свинец и его свойства
Грязно-серый цвет этого металла — результат того, что в атмосфере на его поверхности за короткое время образуется окисная пленка. Именно она придает такой невзрачный вид свинцу. Однако, если несколько раз провести напильником по поверхности металла, то под тонким слоем оксидной пленки станет видна блестящая поверхность с голубоватым оттенком. Это очень мягкий и тяжелый материал, он почти в полтора раза тяжелее стали. Плотность свинца — 11,34 г/куб.см, а плотность железа — 7,80 г/куб.см.
Свинец был открыт в древности примерно 4000 — 4500 лет до нашей эры. В современной промышленности его получение происходит в основном металлургическим способом из свинцовых руд и концентратов.
У свинца низкая температура плавления — всего 327 °C, а температура кипения — 1749 °C. Следует учитывать токсичность свинцовых паров и то, что этот химический элемент плохо выводится из организма. Чем больше нагревается расплавленный свинец, тем больше он испаряется. Поэтому помещение, в котором происходит плавка, должно хорошо проветриваться.
Именно благодаря невысокой температуре плавления свинец используют при изготовлении мягких припоев вместе с оловом.
ПОС40
ПОС40 Челябинск
| Марка : | ПОС40 |
| Классификация : | Оловянно-свинцовые припои |
| Применение: | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. Сплав бессурьмянистый |
| Зарубежные аналоги: | Нет данных |
Химический состав в % материала ПОС40
ГОСТ 21930- 76
| Fe | Ni | S | Al | Cu | As | Pb | Zn | Sb | Bi | Sn |
| до 0.02 | до 0.02 | до 0.02 | до 0.002 | до 0.05 | до 0.02 | 58.766- 61 | до 0.002 | до 0.1 | до 0.2 | 39- 41 |
Примечание: Pb -основа. процентное содержаниеPb дано приблизительноЛитейно-технологические свойства материала ПОС40 .
| Температура плавления, Солидус : | 183 °C |
| Температура плавления, Ликвидус : | 238 °C |
Механические свойства при Т=20oС материала ПОС40 .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| , ГОСТ 21930-76 | 38 | 52 | 400 |
| Твердость ПОС40 , ГОСТ 21930-76 | HB 10 -1 = 12.5 МПа |
Физические свойства материала ПОС40 .
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 9300 | 159 |
Обозначения:
| Механические свойства : | |
| sв | -Предел кратковременной прочности , |
| sT | -Предел пропорциональности (предел текучести для остаточной деформации), |
| d5 | -Относительное удлинение при разрыве , |
| y | -Относительное сужение , |
| KCU | -Ударная вязкость , [ кДж / м 2] |
| HB | -Твердость по Бринеллю , |
| Физические свойства : | |
| T | -Температура, при которой получены данные свойства , |
| E | -Модуль упругости первого рода , |
| a | -Коэффициент температурного (линейного) расширения (диапазон 20o-T ) , [1/Град] |
| l | -Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | -Плотность материала , [кг/м3] |
| C | -Удельная теплоемкость материала (диапазон 20o-T ), [Дж/(кг·град)] |
| R | -Удельное электросопротивление, |
ПОС40-Оловянно-свинцовые припои ПОС40-химический состав, механические, физические и технологические свойства, плотность, твердость, применение
Доступный металлопрокат
ПОС40
Материал ПОС40 Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал ПОС40 большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал ПОС40 закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
Материал ПОС40 купить в Челябинске
Индивидуальная стоимость выстраивается за счет персонального общения с каждым потенциальным заказчиком. Менеджеры учитывают объем сделки, делают скидки постоянным клиентам и ведут открытый диалог. В результате, даже при возникновении спорных ситуаций мы способны найти компромисс и прийти к решению, удовлетворяющему обе стороны.
Доставка
Работы по осуществлению логистики входят в пакет наших профессиональных услуг. Мы постоянно совершенствуем свои знания, приобретаем новейшую технику, для того, чтобы груз был доставлен в любую точку России.
Наличие собственных железнодорожных подъездов заметно увеличивает скорость отгрузки и последующей доставки. Имея такие ресурсы, мы гарантируем доставку грузов любого объема и габаритов. Такой профессиональный подход и делает нас лидерами на рынке металлопродукции.
metcontinent.ru
Основные ошибки при пайке своими руками
Перед тем, как паять медные трубы необходимо убедиться в отсутствии дефектов на их поверхности, которые часто появляются при нарезке изделий. Надежность шва во многом зависит от чистоты материалов, используемых в работе. Для труб диаметром 6-108 мм ширина полученного соединения может составлять 7-50 мм.
Иногда при нанесении флюса некоторые участки трубы пропускаются, что влечет за собой некачественное сцепление припоя с изделием. К похожему результату приводит перегрев трубы, при котором флюс сгорает.
Во время пайки важно выполнять требования техники безопасности, поскольку работы связаны с применением открытого пламени и химически активных веществ. Перед тем, как паять медные трубы, необходимо позаботиться о средствах индивидуальной защиты: рукавицах, очках и т
д.
Правильно организованные и выполненные работы по соединению медных труб обеспечит долгий срок службы трубопровода.
https://youtube.com/watch?v=JIxYpuGdZW8
Медные трубы – это детали для глобальных или локальных коммуникационных систем, транспортирующих газ, воду, продукты нефтепереработки, охлаждающие жидкости и прочие важные ресурсы. Для объединения отдельных фрагментов в единую сеть используется припой для пайки меди. Подбирают его в зависимости от условий, в которых проходит эксплуатация системы.
Правильно оформленное соединение обеспечивает герметичность всего комплекса и предотвращает утечку подающегося состава в окружающую среду. А их неправильное соединение в будущем может вылиться в массу проблем.
Давайте попробуем разобраться в видах припоя и в том, какому из них лучше отдать предпочтение в конкретной ситуации.
Достоинства
Температура плавления чисто серебряного припоя составляет 962 °С, шов получается пластичным и мягким. Для экономии драгоценного металла и получения более прочных соединений в припой добавляют другие металлические элементы.
Общими достоинствами серебряных припоев являются:
- высокая жидкотекучесть;
- прочность;
- коррозионная стойкость;
- пригодность для работы с широким диапазоном материалов;
- низкое сопротивление электрическому току.
https://youtube.com/watch?v=52c209_U2mE
Рабочая температура состава тем ниже, чем меньше содержание Ag. Пропорционально уменьшаются трудоемкость и энергоемкость пайки.
Специфика работы с латунью
 Сами латунные припои внешне напоминают обычный проволочный пруток, изготавливаемый из специальных тугоплавких сплавов.
Сами латунные припои внешне напоминают обычный проволочный пруток, изготавливаемый из специальных тугоплавких сплавов.
При условии овладения всеми особенностями процесса соединения металлов, а также при наличии подходящих расходных материалов овладеть техникой пайки латунью в домашних условиях – вполне выполнимая задача.
В бытовой обстановке для этих целей может применяться обычная газовая горелка, питающаяся от баллона с пропаном. Паяльником расплавить латунный материал не получится.
Однако перед началом работ следует внимательно изучить все особенности процесса пайки латунью.

Специфика пайки состоит в необходимости применения расходного материала, точка плавления которого несколько ниже, чем тот же показатель для соединяемых металлических изделий.
При выполнении этого условия, являющегося обязательным для формирования надёжного неразъемного соединения, любой желающий сможет спаивать разнородные по своей структуре металлы.
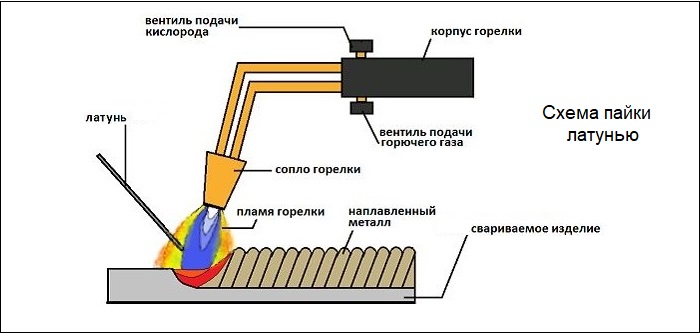
В процессе проведения работ в зазор между заготовками засыпается припой для пайки, нарезанный до состояния мелкой стружки. И лишь после этого можно будет приступать к прогреву посредством газовой горелки (в её отсутствии можно воспользоваться паяльной лампой).
https://youtube.com/watch?v=ueUJEKCJPXI
Не допускается путать пайку металла с близким ей по технике сварочным процессом, при котором расплаву подлежат обе сочленяемые заготовки.
Со схематическим представлением технологического процесса, при котором в качестве расходного материала используется латунная проволока, можно ознакомиться на фото.
Прямым следствием рассмотренных особенностей пайки латунным или оловянным припоем является возможность соединения небольших по размеру металлических деталей, которые в процессе обработки не будут сильно перегреваться.
На этом же принципе основаны технологии пайки заготовок из стали, при работе с которыми к латунному припою добавляются специальные активные добавки (флюсы). Последние существенно упрощают процесс соединения изделий за счёт повышения температуры в рабочей зоне и лучшего растекания расплава.
Припои
Основные свойства, которыми должен обладать припой, можно сформулировать так:
- температура его плавления должна быть ниже температуры плавления спаиваемых металлов;
- он должен хорошо смачивать спаиваемый металл;
- припой должен быть относительно прочным;
- при пайке не должны образовываться пары (металл — припой), отрицательные в электрохимическом отношении, в противном случае паяный шов быстро разрушится;
- металлы, входящие в состав припоя, должны быть недефицитными и недорогими.
Припои по своим физическим свойствам делятся на две группы:
- легкоплавкие припои (их еще называют мягкими припоями) с температурой плавления до 500°
- и тугоплавкие (твердые) с температурой плавления выше 500°.
Наиболее широко распространены легкоплавкие припои на основе сплава олово-свинец
Таблица 1 Припои на основе олово-свинец
| Марки припоя | Температура плавления о С | Применение |
| Олово | 232 | Для лужения |
| ПОС 90 | 220 | То же |
| ПОС 61 | 185 | Для пайки меди и стали |
| ПОС 50 | 210 | Для пайки меди, латуни, никеля, серебра и т.д. |
| ПОС 40 | 235 | То же |
| ПОС 30 | 256 | — |
| ПОС 18 | 277 | Для пайки свинца, цинка, луженной жести |
| ПОС 4-6 | 265 | Для пайки меди и стали |
Примечание
Все припои содержат небольшой процент примеси сурьмы. Последний припой содержит 5 – 6% сурьмы. В (табл. 1) приведены припои на основе сплава олово-свинец, для сравнения сюда включено олово. Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное – свинец.
Из тугоплавких применяются припои на основе меди и серебра
Кроме припоев для пайки стальных и никельсодержащих сплавов пользуются иногда медью марок МО, Ml, M2, МЗ и М4.
Употребляется медь в виде:
Температура пайки медью лежит в пределах 1150—1200°.
Латуни (сплавы медь-цинк) и специальные медно-цинковые припои хороши тем, что температура их плавления несколько ниже, чем у меди. Соединения, спаянные латунью, более прочны, чем спаянные медью. В (табл. 2) приведены три широко распространенных медно-цинковых припоя и некоторые марки латуней, применяемых в качестве припоев.
Таблица 2 Медно-цинковые и латунные припои
| Марки припоя (латуни) | Температура плавления, о С | Применение |
| ПМЦ 36 | 825 | Для пайки латуни марки Л 62 |
| ПМЦ 48 | 865 | Для пайки медных сплавов |
| ПМЦ 54 | 880 | для пайки меди и сплавов из стали |
| Л 62 | 905 | Для пайки меди и стали |
| Л 68 | 938 | То же |
Медно-фосфорные припои отличаются относительно низкой температурой плавления и хорошей затекаемостью в расплавленном состоянии. Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсующими свойствами.
При пайке медно-фосфорными припоями латуни Л62, нейзильбера * , алюминиевой бронзы и медно-никелевых сплавов необходимо применять борсодержащие флюсы. По ГОСТу пайка стали медно-фосфорными припоями не допускается из-за хрупкости паяного шва. Однако при отсутствии медно-цинковых или серебряных припоев можно применять и медно-фосфорные.
К основным медно-фосфорным припоям относятся так называемые фосфористые меди марок МФ-1, МФ-2, МФ-3.
- Температура плавления первых двух – 750°
- третьего – 700°.
Их универсальность (можно паять все металлы, кроме алюминия, магния и легкоплавких металлов),
- прочность,
- пластичность,
- коррозионная стойкость,
- высокая температура плавления
ставят их в первый ряд среди других припоев. Даже относительная дороговизна нисколько не умаляет их достоинств.
Из припоев на основе серебра некоторые умельцы отливают мормышки!
В (табл. 3) приведены основные марки серебряных припоев. Цифра в марке припоя показывает количество (в %) серебра, остальное — в основном медь.
Таблица 3 Основные марки серебряных припое
| Марка припоя | Температура плавления, о С | Марка припоя | Температура плавления, о С |
| ПСр 72 | 779 | ПСр 44 | 800 |
| ПСр 71 | 795 | ПСр 40 | 605 |
| ПСр 70 | 755 | ПСр 37,5 | 810 |
| ПСр 62 | 700 | ПСр 25 | 775 |
| ПСр 50 | 850 | ПСр 12М | 825 |
| ПСр 45 | 725 | ПСр 10 | 850 |
Колофонская смола

Именно так называется общеизвестная канифоль — аморфное вещество с характерным изломом и стеклянным блеском сколов. Кроме того, что она обладает природным свойством диэлектрика, известны и такие особенности:
- хорошо растворяется в бензине, спирте, эфире и ацетоне, но остаётся безразличной к воздействию воды;
- температура плавления варьируется в пределах 50—70 градусов, но иногда повышается до 130 C;
- в химическом составе присутствует до 90% смоляных кислот, основой является абиетиновая кислота;
- легко разрушается при незначительном механическом воздействии.
Цвет изменяется от светло-жёлтого до тёмно-бурого оттенков, что зависит от степени очистки и указывает на количество посторонних примесей. Отличные электроизоляционные свойства принадлежат смоле с лимонным окрасом.
Подготовка медных труб
Данные изделия отличаются прочностью, долговечностью, выдерживают высокие значения давления и температуры, а также не боятся ультрафиолетового излучения.
Для спаивания труб из меди понадобятся труборез, расширитель, молоток, рулетка и фаскосниматель. Выбор трубореза определяется диаметром используемых изделий. Он позволяет получить ровный срез, который перпендикулярный к оси трубы. Фаскосниматели применяются для снятия грата и фаски с краев изделий. Снятие заусенцев с внешних и внутренних краев труб облегчает их всовывание друг в друга. Фаскосниматели бывают в круглом корпусе (с ограничением диаметра трубы в 3,6 см) либо в виде карандаша.
Если соединение медных труб не предполагает использование фитингов, то используется труборасширитель.
В помещении проведения пайки медной трубы не должно находиться легковоспламеняющихся и горючих веществ. Также необходимо обеспечить хорошую вентиляцию и проветривание.

Для качественного соединения важен ровный срез, поэтому трубу нужно обрезать специальным приспособлением — труборезом
Применение в быту и на производстве
Безсурьмянистые припои с низким содержанием олова нашли свое применение в области низкотемпературной пайки. Эта технология отличается более экономной себестоимостью производственного процесса, при высоких качественных характеристиках.
ПОС 40 применяют при следующих работах:
- Создание неразъемных соединений металлических деталей.
- Ремонт радиоэлектроники и прочих изделий, которые плохо переносят высокотемпературное воздействие.
- Устранение дефектов в сосудах и емкостях, которые эксплуатируются без давления и не подвергаются воздействию высоких температур.
На предприятиях серийного производства рассматриваемый материал используют при сборке электронных схем, печатных плат и прочих управляющих устройств. После кристаллизации припой демонстрирует высокие показатели электрической проводимости, что является основным критерием подбора, поскольку данные элементы в процессе эксплуатации не подвергаются ударам, вибрации и иным механическим воздействиям. Таким образом, ПОС 40 отлично зарекомендовал себя в качестве средства соединения различных полупроводников.

Другая область применения припоя – герметизация различных металлических сосудов и емкостей. Низкая температура изменения агрегатного состояния позволяет использовать состав в качестве средства для лужения металла.
Особенности работы с припоем не имеют отличий от использования прочих составов свинцово-оловянной группы. Обрабатываемая поверхность должна пройти подготовительную обработку – это залог качественного соединения. Главное условий пайки – температура плавления базовой поверхности должна быть ниже температуры припоя. Для припоя ПОС 40 температура полного расплавления материала составляет 238 Сº. Этого достаточно для получения качественного соединения за счет высоких эксплуатационных параметров.
Помимо высокого качества соединения, несомненным преимуществом припоя является простота использования. Для работы подойдет любой паяльный аппарат, включая приборы бытового назначения.
Технические характеристики подразумевают использование всех видов флюса. Активные составы, такие как соляная кислота, хлорид цинка или хлористый аммоний, эффективно очищают обрабатываемые заготовки от следов коррозии.
Их применение требует осторожности – чрезмерное воздействие на заготовку приводит к удалению поверхностного слоя материала. Нейтральные флюсы предупреждают негативные процессы, поэтому их использование лишено риска повреждения поверхности металла
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.
Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.
Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Прочие
Не относящиеся к собственно припоям особые виды металлических сплавов применяются в электровакуумной технике для электрических вводов, вплавляемых в стекло и работающих при сравнительно низких температурах, когда использование здесь тугоплавких, но относительно дорогих металлов (вольфрам, молибден, платина) не требуется
Для этих материалов особую важность имеет температурный коэффициент линейного расширения (), который для получения вакуум-плотного ввода должен как можно точнее согласовываться с стекла. Например, ковар (марка сплава 29НК), применяемый для изготовления электрических выводов через стеклянные колбы различных газонаполненных и электровакуумных электронных приборов и осветительных ламп имеет примерный состав: Ni — 29 %, Со — 18 %, Fе — остальное; его удельное сопротивление около 0,49 мкОм·м, а около 4…5·10−6 К−1
Применение олова
- Этот элемент часто используют в качестве защитного слоя в атомной промышленности.
- Его также применяют в стекольной промышленности как полировку для стекла, оно в жидком состоянии выливается в емкость с расплавом.
- В печатной промышленности используется сплав олова с сурьмой и свинцом для создания печатного шрифта.
- Оловом прокатывают фольгу, элемент применяют в производстве труб и различных деталей, чтобы придать им антикоррозийную стойкость, ведь олово не ржавеет.
- Редкий элемент отлично проводит тепло, например, в производстве консервных банок он часто используется. В такой таре можно длительное время хранить продукты, поскольку олово нетоксичный элемент. Посуда долгий промежуток времени не подвергается разрушению.
- В ткацкой промышленности он также используется, но только соли металла. В основном это находит применение в производстве натурального шелка и для печати на ситцевой ткани.
- Элемент нашел применение и в медицине, например, в стоматологии для армирования некоторых видов пломб. Редкий металл есть даже в организме человеке, его нехватка может отрицательно сказаться на росте, по этой причине он начинает замедляться.
Область применения
ПОС 40 применяется при проведении низкотемпературной пайки с непосредственным применением припоя. Она является более экономичной, по сравнению с высокотемпературной или композиционной. Обеспечивает достаточно надёжное и долговечное соединение.
Данная присадка применяется для решения следующих задач:
- термического соединения металлических деталей, в основном латуни, жести;
- соединения элементов электрической и радиоэлектронной аппаратуры, не имеющей высоких термических показателей;
- устранение трещих и пробоев в медных и оцинкованных ёмкостях, которые не будут подвергаться нагреву.
Сварка припоем ПОС 40
Широкое применение он получил на предприятиях электрической и радиоэлектронной промышленности для закрепления деталей на печатных платах, аппаратурных корпусах. Он позволяет обеспечить надёжное соединение и прекрасную электропроводность. С его помощью осуществляют пайку и лужение выводов деталей (резисторов, конденсаторов, ножек микросхем и транзисторов), соединительных проводов. Производят пайку медных жил многожильных проводов и кабелей. Облуживают медные наконечники и припаивают к оболочке кабеля (стальной или свинцовой). Не смотря на различие металлов соединение получается достаточно прочным.
Он позволяет осуществлять герметизацию швов в различных сосудах и устранения герметичности в трубопроводах по которым проходят не реактивные жидкости. Благодаря своей невысокой температуре плавления он широко применяется для лужения участков металла, который необходимо подготовить для последующей пайки. Наличие в составе присадки только олова и свинца позволяет после остывания получить надёжное соединение. Для пайки изделий из латуни, железа или меди применяют именно прутки диаметров 8 миллиметров.
https://youtube.com/watch?v=GtlDb9v7PLg
Технологически процесс лужения и последующей пайки не вызывает трудностей и не отличается от технологий работы с другими припоями. Для получения качественного соединения целесообразно провести подготовительные работы. Они заключаются в обезжиривании поверхности пайки и предварительному лужению. Паяльник или паяльная станция выбирается таким образом, чтобы можно было обеспечить температуру плавления припоя. То есть температура плавления припоя должна быть ниже температуры плавления спаеваемых деталей, иначе произойдет не спайка, а полная диффузия. В этом случае не удастся получить надёжного соединения. Для припоя ПОС 40 также необходимо учитывать температуру солидуса (точка плавления самого легкоплавкого компонента присадки) и температуру так называемого ликвидуса (наименьшая температура при которой припой становиться жидким – для ПОС 40 это 238 °С).
Этой температуры достаточно для полного расплавления присадки, хорошего прогрева металлической детали и обеспечения надёжного соединения за счёт присущей текучести и прекрасной смачиваемости.
Кроме нагревательных аппаратов, для обеспечения качественной пайки необходимо подобрать флюс для ПОС 40. При выборе флюса следует учитывать следующие параметры совместимости: вид флюса, температурный интервал пайки, агрессивности и агрегатному состоянию. На практике с ПОС 40 применяют два вида флюса: активные или пассивные. Первый вид позволяет удалять с поверхности металла любые окислы. Это происходит за счёт их растворения. Однако растворяется и поверхностный слой самого металла. Такими флюсами является соляная кислота, хлористый цинк и хлористый аммоний. Пассивные флюсы лишены этого недостатка. С их помощью только защищают место будущей пайки от возможной коррозии. Яркими представителями этого класса является хорошо известные воск и канифоль.
https://youtube.com/watch?v=orv5itQUQGA
Состав паяльных сплавов
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
|
Марка припоя |
Химический состав, % |
|||||
|
Олово |
Сурьма |
Медь |
Цинк |
Свинец |
Алюминий |
|
|
ПОС-40 |
39…41 |
_ |
_ |
— |
Остальное |
— |
|
ПОССу40-0,5 |
39…41 |
0,05.-0,5 |
— |
— |
— |
— |
|
ПОССу40-2 |
39…41 |
1.5…2 |
— |
— |
— |
— |
|
ПОССуЗО-О.5 |
29 31 |
0,05-0,5 |
— |
— |
—»— |
— |
|
ПОССуЗО-2 |
29…31 |
1,5-2 |
— |
— |
—»— |
— |
|
А |
38,6…42,1 |
— |
1,5-2 |
56…59 |
— |
— |
|
ЦО-12 |
— |
— |
— |
— |
||
|
ЦА-15 |
— |
— |
— |
— |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Это интересно: Виды антикоррозийных покрытий для изделий из металла