Как правильно следует варить продукты
У кого из нас не было случаев, когда недоваренная пища получалась грубой и жесткой, а переваренная наоборот — становилась безвкусной и бесформенной размазней?
Многие считают, что здоровое питание заключается в правильном выборе и подборе продуктов. Но этого не достаточно
Не менее важно правильно сварить эти продукты
Следует иметь в виду, что правила и время варки у различных продуктов могут иметь существенные отличия. Кто, к примеру, помнит, сколько нужно варить говяжье легкое или свиную печень? А как следует правильно варить горох или рыбу?
Конечно, многие из вас об этом и не забывали. А, что сказать о молодых и не опытных хозяйках, которые только начинают постигать азы кулинарного искусства? Трудно вспомнить то, что никогда не знала. Именно для тех, кто не помнит, не знает, не слышал, и существует данная рубрика.
Продукты можно варить по-разному, но обязательно правильно
Вопрос, «как варить макароны» у многих может вызвать удивление. А в ответ на вопрос: «знаете ли вы, как варить яйца?», многие рассмеются. И напрасно. Не так все просто и однозначно, как может показаться на первый взгляд.
Существуют свои правила и при варке тех или иных продуктов. И пренебрегать ими — значит лишать себя того бесценного дара, которым так щедро делится с нами природа
Вот, почему очень важно знать, как правильно следует варить продукты, чтобы на долгие годы сохранить свое здоровье, молодость и радость жизни
Как варить макароны
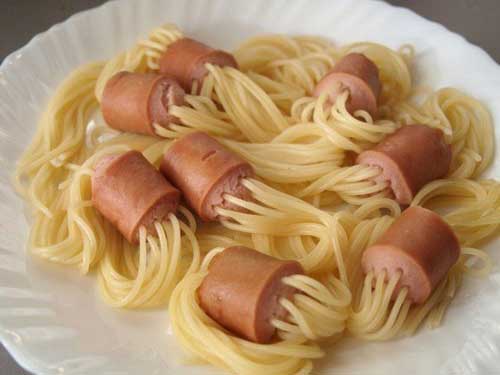
Для варки макарон следует использовать обыкновенную кастрюлю подходящего размера. Некоторые, почему-то, советуют выбирать кастрюлю с плотными стенками. Хотя, трудно себе представить, какие стенки у кастрюли плотные, а какие нет. Используйте любую посуду, в которой вам будет удобно варить, и это будет правильно. Далее: Как варить макароны.
Как варить яйца
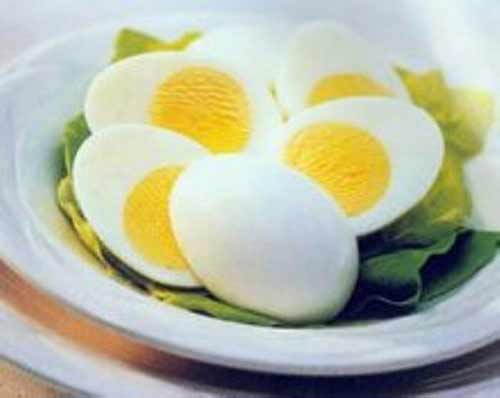 Прочитав эту статью, вы научитесь не только варить куриные яйца, но и узнаете, как их правильно выбирать и хранить. Чем яйца отличаются друг от друга, какие из них полезнее и, как их следует подавать к столу. А главное, вы узнаете, какие яйца можно употреблять без опасения для своего здоровья, а от каких следует обязательно отказаться. Далее: Как варить яйца.
Прочитав эту статью, вы научитесь не только варить куриные яйца, но и узнаете, как их правильно выбирать и хранить. Чем яйца отличаются друг от друга, какие из них полезнее и, как их следует подавать к столу. А главное, вы узнаете, какие яйца можно употреблять без опасения для своего здоровья, а от каких следует обязательно отказаться. Далее: Как варить яйца.
Как варить мясо
 А вы знаете, как и сколько нужно варить мясо, к примеру, телятину или конину, а говяжье сердце или свиные почки? Читайте и запоминайте, эта статья вам ещё не раз пригодится. Далее: Как варить мясо.
А вы знаете, как и сколько нужно варить мясо, к примеру, телятину или конину, а говяжье сердце или свиные почки? Читайте и запоминайте, эта статья вам ещё не раз пригодится. Далее: Как варить мясо.
Как варить овощи
 Овощи можно варить не только в воде, как мы привыкли, но и на пару. В этом случае их вкус напоминает вкус и аромат свежих овощей. К тому же, в них сохраняется больше минеральных веществ. А вот количество витаминов уменьшается потому, что варить овощи на пару приходится значительно дольше, чем в воде. Далее: Как варить овощи.
Овощи можно варить не только в воде, как мы привыкли, но и на пару. В этом случае их вкус напоминает вкус и аромат свежих овощей. К тому же, в них сохраняется больше минеральных веществ. А вот количество витаминов уменьшается потому, что варить овощи на пару приходится значительно дольше, чем в воде. Далее: Как варить овощи.
Как сварить горох
 Сварить горох не так просто, как может показаться на первый взгляд. То он долго не разваривается, то становится слишком жидким, то пригорает и приобретает специфический горелый привкус. А то, остается слишком твердым. Далее: Как сварить горох.
Сварить горох не так просто, как может показаться на первый взгляд. То он долго не разваривается, то становится слишком жидким, то пригорает и приобретает специфический горелый привкус. А то, остается слишком твердым. Далее: Как сварить горох.
Как варить варенье
 Варить варенье начинают с июня, когда появляется первая клубника. По мере созревания ягод и фруктов, объём работы существенно возрастает. Вместе с этим быстро увеличивается и количество банок с готовой консервацией.
Варить варенье начинают с июня, когда появляется первая клубника. По мере созревания ягод и фруктов, объём работы существенно возрастает. Вместе с этим быстро увеличивается и количество банок с готовой консервацией.
Для того, чтобы сварить варенье, особых знаний и усилий не требуется. Для этого необходимо чуточку желания и столько же умения. Далее: Как варить варенье.
Как варить рыбу
 Так уж повелось, что вареная рыба у большинства из нас, особой симпатией не пользуется. А происходит это потому, что многие не знают, как правильно её варить.
Так уж повелось, что вареная рыба у большинства из нас, особой симпатией не пользуется. А происходит это потому, что многие не знают, как правильно её варить.
Обладая великолепными качествами и замечательными свойствами, вареная рыба может стать настоящим деликатесом на нашем обеденном столе. А уж, для тех, кто придерживается той или иной диеты, лучшего блюда и быть не может! Далее: Как варить рыбу.
Как варить каши
 Нам с детства известна поговорка «щи да каша — пища наша». Отсюда и отношение к кашам складывается какое-то особенное — теплое, уважительное, словно пришедшее откуда-то из детства.
Нам с детства известна поговорка «щи да каша — пища наша». Отсюда и отношение к кашам складывается какое-то особенное — теплое, уважительное, словно пришедшее откуда-то из детства.
Каши довольно распространенное блюдо. Они полезны и, чтобы их сварить, особых навыков не требуется. Просто нужно знать особенности той или иной крупы, сколько времени понадобится, чтобы её сварить и, как правильно эту крупу подготовить. Далее: Как варить каши.
Как следует варить другие продукты, можно узнать на нашем сайте в отдельной рубрике.
А, чтобы не пропустить другие интересные новости, просто подпишитесь на обновления. Желаю всем здоровья и приятного аппетита. До новых встреч.
Как правильно сваривать металл?
Как правильно варить детали электросваркой? Следует учитывать, что металл при сварке нагревается и расширяется. Это приводит к его деформациям. Для предотвращения их заготовки надежно закрепляют в оснастке. Кроме того, по линии шва через каждые 10-15 см накладывают короткие участки- «прихватки».
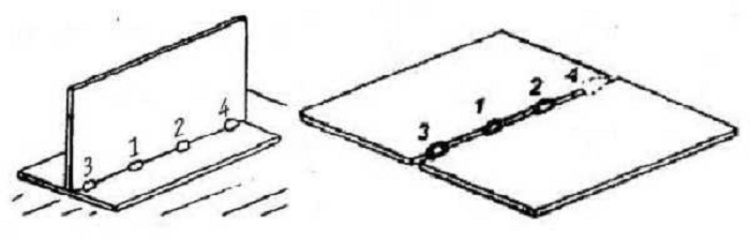
Порядок размещения прихваток.
Далее следует заварить шов, соединяя прихваченные участки.
Различают следующие основные сварочные положения:
- нижнее, деталь находится в горизонтальном положении, с него обычно начинают обучение;
- вертикальное;
- потолочное.
Работа в вертикальном и потолочном положениях осложняется вытеканием расплава под действием силы тяжести.
Подготовка

Для получения прочного и долговечного соединения необходимо провести подготовку поверхности деталей
Для зачистки используют проволочную щетку или болгарку.
Подключение
До того, как начать варить сварочным аппаратом, следует подключить его к электросети.
Инвертор бытового класса мощностью в несколько киловатт работает от однофазной сети 220 вольт. Его достаточно просто включить в розетку, обеспечивающую достаточную мощность. При использовании удлинителя сечение проводов должно быть не менее 2, 5 мм2.
Место присоединения к заготовке массового провода должно быть зачищено и обезжирено так же, как и зона шва.
Рабочий ток для начала обучения при диаметре электрода в 3 мм следует выбрать около 70 А. Меньшие значения понизят стабильность дуги, большие — приведут к перегреву и прожогу металла.
Поджигание
Разжечь дугу можно одним из двух способов. Первый из них, «чиркание», напоминает движение спички по коробку. Второй способ, «постукивание», заключается в быстром подведении кончика стержня к заготовке до легкого касания и более медленного отведения.
Если электродугу не удается разжечь, следует проверить контакт массового провода и прочность присоединения зажима. Помогает также очищение пассатижами кончика стержня от шлака. Если электрод часто «залипает», следует попробовать немного увеличить значение рабочего тока.
Процесс
При сварке линию соединения ведут в различных направлениях, как от себя, так и на себя, слева направо и справа налево. Выбор направления определяется взаимным положением заготовок. Руке должно быть удобно вести держатель.
После розжига электродуги держатель ведут плавно, с постоянной скоростью, под углом в 30-60о к вертикали. Зазор между электродом и заготовкой нужно поддерживать в пределах 2-3 мм.
Во время процесса необходимо контролировать следующие моменты:
- постоянная скорость ведения;
- заданное расстояние до заготовки;
- коррекция скорости в зависимости от состояния сварочной ванны;
- соблюдение выбранной траектории.
Чтобы было легче выдерживать линию соединения, ее размечают мелом.
После завершения шва нужно удалить шлаковый слой с его поверхности. Для этого можно воспользоваться молотком или шлифмашиной.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов. Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу»
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
https://youtube.com/watch?v=l2mTiHmyBTk
https://youtube.com/watch?v=km9_7RINGfc
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
 Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
https://youtube.com/watch?v=sj_w2XOxWxg
https://youtube.com/watch?v=iIFsWWGCmJo
Подготовка в работе
Для того чтобы начинать сварочные работы, необходимо подготовить:
- маску для сварочных работ;
- специальную защитную одежду или любую одежду, которая способна защитить от попадания искр;
- перчатки из грубой ткани;
- молоток с острым наконечником, с помощью которого будут сбиваться окалина и острые углы, образовывающиеся при сварке;
- электроды, которые соответствуют типу и марке стали.
При выборе электродов необходимо учитывать не только состав металла, но и его толщину, направленность шва. Следует иметь в виду, что при большом диаметре электрода возрастает потребление тока. А малые его диаметры пригодны только при маленькой толщине металла. Поэтому если опыта в сварочных работах не много, то следует выбирать 2-3 мм электрод.
Подготовительный этап
Каждая сварочная полуавтоматическая установка состоит из следующих элементов:
- электронная система управления аппаратом;
- генератор, стабилизирующий величину уровня высокочастотного электрического тока;
- выпрямитель, чтоб из переменного получить постоянный ток;
- преобразователь этого тока в переменный с высокой частотой колебаний: инверторный блок;
- сетевой питающий блок.

Перед тем, как варить инверторной сваркой, в целях обеспечения безопасности следует полностью подготовить к процессу все необходимое: маска сварочная, спецодежда, защитные перчатки и обувь.
Еще нужно обзавестись металлической щеткой, чтобы перед началом сварки основательно зачистить свариваемые места заготовок.
Перед включением инвертора в электросеть надо проверить ее параметры (сила тока и значение напряжения) на предмет соответствия характеристикам оборудования, прописанным в техническом паспорте.
Лучше всего задействовать в электросеть автомат, это предотвратит поломку при коротком замыкании или скачке напряжения.
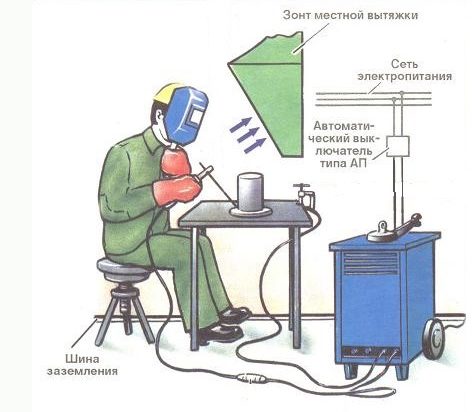
Одним из условий безопасности, перед тем как пользоваться инверторным оборудованием, нужна правильно подготовленная рабочая площадка из деревянного настила.
Инвертор устанавливается на ровную плоскость, а достаточное окружающее пространство должно обеспечивать свободное передвижение воздуха для вентиляции оборудования.
Необходимо также обеспечивать хорошее освещение рабочего пространства. Так как весь процесс сварки подразумевает высокую температуру работы и частичные расплавленные брызги, вблизи не должно находиться топливо, смазочные материалы, растворители и другие опасные в плане зарождения пожара вещества.
Советы для начинающих
Что такое инверторная сварка – мы рассмотрели, но для начала качественной работы, рекомендуется следовать советам опытных сварщиков:
- не стоит игнорировать правила безопасности и пренебрегать защитными масками, так как один взгляд на искры может вызвать ультрафиолетовый ожог роговицы;
- прежде чем перейти к полноценной варке изделий, нужно «набить» руку на черновых заготовках и перепробовать все виды швов;
- сразу после кристаллизации шва нужно оббить шлак, иначе он станет причиной коррозии металла;
- перед использованием аппарата требуется изучить инструкцию и выставлять режимы, которые соответствуют текущему виду детали;
- если прилипает электрод, нужно уменьшить силу тока;
- нельзя использовать отсыревшие электроды (их лучше предварительно просушить в духовке).
Видео, подробно объясняющее, что такое инверторная сварка:
https://youtube.com/watch?v=JYrmpMqKKzA
Как вести электрод начинающему сварщику
Потренировавшись с розжигом электродов можно приступать к свариванию металлов. Для этого электрод нужно поднести к месту будущего шва, таким образом, чтобы он заплавлял зазор. То есть, электрод плавится и нагревает кромки металла. При плавлении электрода образуется дополнительный металл, который заплавляет зазор, смешиваясь с основным металлом.
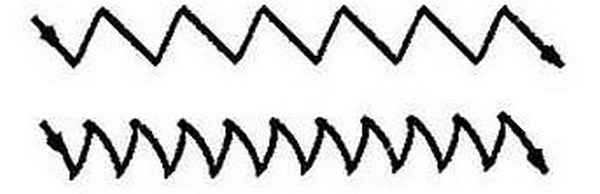
На начальном этапе обучения главное правильно вести электрод вдоль соединения. Движение электродом должно напоминать форму «ёлочки». Вы как бы захватываете края металлов электродов, расплавляете их, а затем заполняете металлом.
Здесь важно учитывать не только движение электрода, но и скорость, которая во многом зависит от того, какой по толщине металл вы свариваете
Учебный центр профессионального образования Промстандарт (ЦАО)
Форма обучения: очная, дистанционнаяРазряд: 2-6Срок обучения: 2 недели
Разряды
По итогам обучения через программу ООО «ПромСтандарт» слушатели могут получить разряды:
- Первый. Специалист выполняет прихватку деталей во всех пространственных положениях, зачищает швы, готовит баллоны к работе, обслуживает генераторы
- Второй. Работник занимается сваркой простых деталей и конструкций, прямолинейной и криволинейной резкой. Поручаются функции по наплавке несложных конструкций, чтению чертежных документов
- Третий. Сотрудник ведет строгание простых и средне сложных конструкций. Выполняет предварительный и сопутствующий подогрев металлических компонентов
- Четвертый. Рабочий ведет сварку сложных аппаратов, трубопроводов во всех положениях шва из различных сталей и сплавов. Он может заниматься правкой ответственных конструкций, анализом сложных чертежей
- Пятый. Мастер работает с металлическими деталями, которые используются под динамическими и вибрационными нагрузками. Выполняет подводную резку металлов
- Шестой. Сварщик совершает автоматическую сварку на многодуговых и многоэлектродных агрегатах, оборудовании с телевизионными и фотоэлектронными компонентами
Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Сварочный электрод какой фирмы выбрать?
Изделия как зарубежных, так и российских фирм показывают высокие характеристики. Наиболее распространены марки сварочных электродов, имеющие большое количество положительных отзывов среди профессиональных и начинающих сварщиков. Самые популярные фирмы, производящие электроды с основным и рутиловым покрытием:
- УОНИ. Продукт УОНИ 13/55 имеет основное покрытие, отличается доступной ценой, обеспечивает надежный шов. Кроме того, оно доступно и популярно, поэтому его легко приобрести в любом соответствующем магазине.
- Kobelco. Изделия этой фирмы также имеют основное покрытие, нуждаются в предварительной прокалке, для удаления лишней влаги. Подходят для сварки труб и серьезных конструкций.
- ESAB-SVEL. Оборудование данной фирмы не нуждается в серьезной прокалке, так как не имеет высокой чувствительности к влаге. Работа может производиться при минимальном токе, что позволяет работать с тонкостенной сталью.
- Lincoln Electric. Электроды этой фирмы недорогие, отличаются быстрым розжигом, образуют шов высокой прочности.
- ОЗЛ-8. Электроды для сварки нержавеющей стали, а также металла с содержанием хрома и никеля. Отличаются высокой стоимостью.
- Resanta МР-3. При отсыревании этого изделия потребуется продолжительная прокалка при средней температуре, иначе качество шва заметно упадет.
Кроме популярных марок электродов, существует многообразие сварочных элементов, имеющих узкую область применения и не использующихся в быту.
В целом же, стоит отметить, что качество образуемого шва, скорость процесса, безопасность и комфорт работы зависят от параметров и характеристик выбранных сварочных электродов. Надежное оборудование гарантирует надежный результат работы, именно поэтому необходимо подбирать его тщательно и ответственно.
Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.
Настройка сварочного инвертора для сварки в аргоне.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу. Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Устанавливаем прихватки.
Располагать их нужно отступив от края 5-10 мм с шагом между прихватками 200-250 мм.
Начинать варить необходимо на прихватке. Производится прогрев как кромки и присадки. Варить необходимо углом вперед с минимально возможной длинной дуги. Это обеспечить высокую защиту расплавленного металла. Присадка подается область сварочной ванны. Не делать поперечных колебаний горелкой. После окончания процесса и обрыва дуги газ необходимо подавать 10-15 секунд.
В случае если предстоять сварка аргоном детали из тонкой нержавейки, то необходимо соблюдать дополнительные условия:
- Минимальная длинна дуги. Для обеспечения высокого качества защиты.
- Не выполнять колебаний горелкой в поперечном направлении.
- Максимальная скорость выполнения.
- Минимальный сварочный ток.
Данные мероприятия уменьшат перегрев металла. И как следствие помогут избежать горячих трещин.
В данной статье мы познакомили Вас с основными способами сварки тонкого металла.
Бесспорно, в домашних условиях лидером является РДС — ручная дуговая сварка. Хотя, конечно, сварка неплавящимся электродом и полуавтоматическая (mag) подходят гораздо лучше. Успехов в практическом применении материала.
Принцип работы
Электрод для электросварки — это главная составляющая всего процесса. Именно из-за расплавки электрода получается процесс сварки и крепления. Обычно он состоит из обмазки и различного вида проволоки, где проволока, как и обмазка, может быть различных видов. Виды подбираются в зависимости от того, что будет свариваться.
Виды электродов
Существует более 10 различных видов проволоки и обмазки. Однако чаще используют около 5 видов:
- МР-3.
- УОНИ.
- ОК 63.
- ОЗА-1.
- Комсомолец 100.
https://youtube.com/watch?v=qPsr5CkQgWk
МР-3 самый распространенный вид. Это лучшие электроды для инверторной сварки. Так как МР-3 имеет постоянную полярность, то инверторные аппараты идеально подходят для работы с этим видом электродов.
УОНИ чаще используют на производствах и предприятиях. Там, где установленные сварочные аппараты переменного тока, УОНИ лучше справляются со своим предназначением.
ОЗА-1 имеет совершенно другую по структуре обмазку и проволоку. Такие стержни используют для сварки алюминия. Так как его температура плавления гораздо ниже, то лучше использовать инверторный аппарат на малом токе.
https://youtube.com/watch?v=z2mbojSn6YY
Комсомолец 100 используют для сварки меди. Так же, как и в случае с ОЗА, нужно обязательно уменьшать силу тока до минимального, иначе сварочный шов прогорит.
Выбор подходящих
Далеко не каждый знает, как выбрать сварочные электроды для инвертора. Однако в этом нет ничего сложного, если соблюдать все правила и нюансы:
- Для начала нужно уточнить, что именно будет подвергаться сварке. На любой детали нужно отличить, какой толщины металл. К примеру, если у вас тонкостенная труба, то нужно присмотреться к электродам меньшего диаметра.
- Если вы начинающий сварщик или новичок в сварочном деле, то нужно убедиться в качестве электродов. К примеру, у МР-3 гораздо лучше зажигается дуга. Однако УОНИ имеют более высокую прочность. Но при работе с УОНИ сварочная дуга зажигается гораздо тяжелее. Если иметь небольшой опыт, то УОНИ будут не только залипать, но и нагреваться.
- Залипание электрода не всегда зависит от его марки. Именно поэтому следует определить, каким аппаратом будет проводиться сварка. Если при работе с инверторным аппаратом использовать переменные электроды УОНИ, то они будут гораздо чаще липнуть. Однако если их использовать при переменном токе, то работа будет производиться легче.
Сварочный инвертор: что это
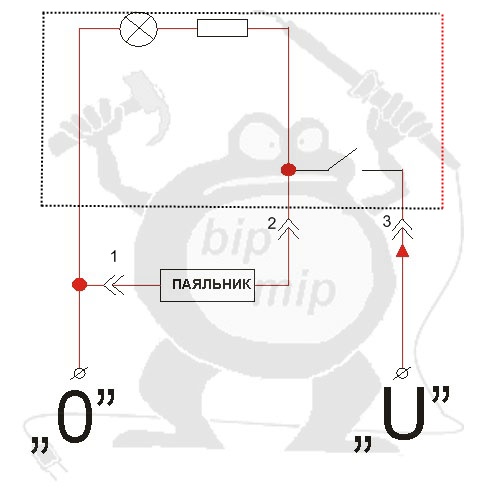
Инвертор представляет собой устройство, используемое для преобразования электрической энергии стандартной сети с напряжением 220В в переменный ток, но уже с более высокой частотой. Суть его работы можно подробнее рассмотреть на рисунке:
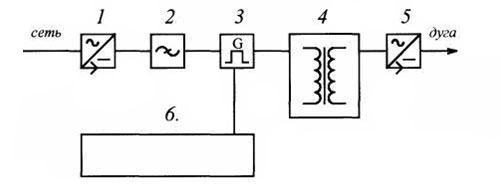
Переменный ток с частотой 50 Гц от сети попадает в аппарат на сетевой выпрямитель №1 и преобразуется в постоянный. Затем он сглаживается через сетевой фильтр №2 и перетрансформируется опять в переменный ток в модуле №3 (это и есть инвертор – преобразователь частоты), но уже с частотами до 100 кГц. После этого, напряжение понижается в трансформаторе №4 до 50-60В, а ток увеличивается до показателя, который необходим для сварки (60-200А). Далее №5 модуль выпрямляет переменный ток. Все эти процессы перехода тока контролируются специальным блоком управления №6.
Устройство имеет огромное преимущество в сравнении с другими сварочными аппаратами, так как он единственный может преобразовать энергию. Кроме этого, он обладает рядом других преимуществ:
- экономичность — сам аппарат стоит не дорого и за счет высокого коэффициента полезного действия энергию «мотает» умеренно;
- доступность — данный аппарат можно приобрести в любом магазине бытовой техники;
- мобильность — агрегат весит не более 10 килограмм, в зависимости от модели. Его легко транспортировать;
- универсальность – при разных настройках данным аппаратом можно сварить любой металл;
- невысокие требования – достаточно напряжения в 170В в сети, чтобы варить электродом 3мм;
- простота в использовании и легкость в обучении – он не требует ученой степени достаточно разобраться в базовых понятиях и элементарных настройках.
 Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.
Инверторный аппарат может работать при напряжении в 220В или 380В. Но в отличие от других, он не садит сеть и никаким образом не влияет на напряжение. Говоря простым языком – пробки не выбьет и у соседей свет «мигать» не будет. На скачки в электросети аппарат не реагирует, а это еще один важный плюс, так как дуга не пропадает. Для обучения новичкам лучше всего использовать инвертор сварочный, так как на нем проще всего удержать дугу, благодаря чему и шов получится ровным и красивым.
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
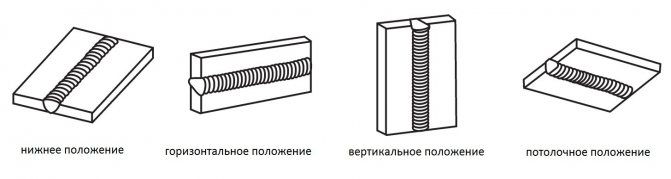
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
Советы начинающим сварщикам
Сварщик с малым опытом часто задаётся вопросом о том, как правильно сваривать металл электросваркой. Общие советы по работе с инвертором и правила сварки металла электродом будут приведены в разделе ниже.
Сваривая металл инвертором, необходимо тщательно контролировать, чтобы сварной шов шёл вровень с металлом. Электродуга, проникающая в металл с интенсивной скоростью и достаточной глубиной, заставляет ванну двигаться назад и создаёт сварной шов, который способен стать дефективным, если скорость движения электрода будет слишком высока. Идеальный шов получится, если электрод будет совершать зигзагообразные и круговые колебания.
При изменении направления движения электрода следует помнить, что ванна следует за теплом. Формирование подреза происходит на фоне недостаточности металла электрода, поэтому стоит строго следить за границами ванны и контролировать их.
Располагая электрод под определённым углом можно управлять направлением движения ванны, при этом вертикальное положение электрода будет способствовать достаточному проплавлению. Ванна при таком положении будет вдавлена вниз и иметь хорошие границы, а шов будет иметь меньшую выпуклость. Слишком большой наклон электрода не позволит управлять ванной.
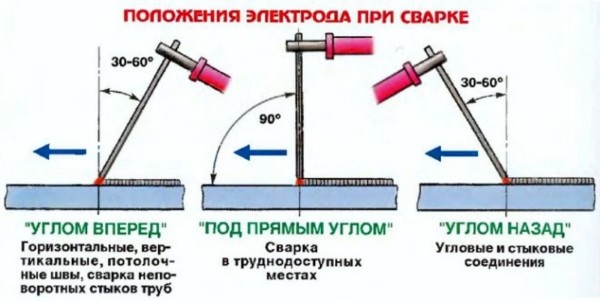
Положения электрода при сварке
Сварка инвертором также применима и при выполнении работ по свариванию труб
Сварка проходит в достаточно сложных условиях, поэтому необходимо большое внимание обращать на качество провара на поворотных стыках. Угол, равный 30º, является стандартным углом наклона электрода к поверхности трубы
На трубах из низколегированных сталей с сечением стенки до 12 мм шов будет однослойным. Для труб с большей толщиной стенки следует наложить повторный шов, за счёт чего общая прочность сварного шва повысится. После каждого нового наложения шва следует в обязательном порядке очистить затвердевший шлак. Трубы с диаметром до 0,5 м необходимо проваривать непрерывно.
https://youtube.com/watch?v=TDUCn_F_evQ
Инвертор – простой сварочный аппарат, который идеально подойдёт начинающему сварщику для проведения сварочных работ в домашних условиях. При выборе инвертора необходимо полагаться на собственные нужды, и соответствие им выбираемого аппарата, таким образом обеспечивая свои потребности.
Похожие записи:
 Жучки для прослушки
Жучки для прослушки
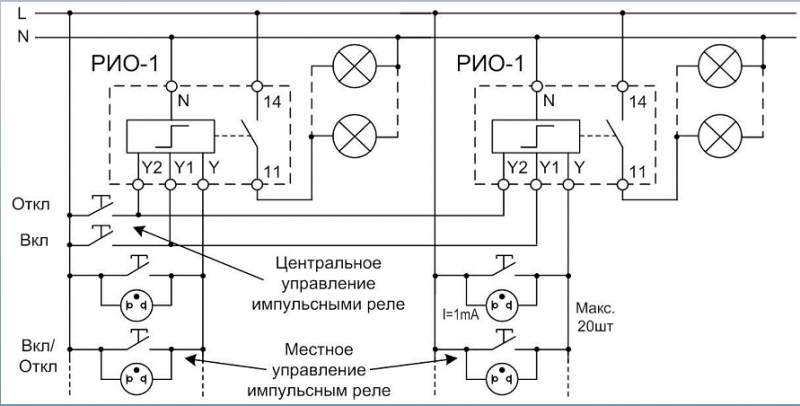 3 схемы управления освещением на импульсном реле
3 схемы управления освещением на импульсном реле
 Топ 5: интернет-магазины радиодеталей и инструментов для пайки
Топ 5: интернет-магазины радиодеталей и инструментов для пайки
 Как подключить тумблер с подсветкой 12в
Как подключить тумблер с подсветкой 12в
 Схема светодиодной лампы: устройство простейших драйверов
Схема светодиодной лампы: устройство простейших драйверов
 Attiny85 8-разрядный микроконтроллер с внутрисистемно-программируемой flash памятью размером 8 кбайт
Attiny85 8-разрядный микроконтроллер с внутрисистемно-программируемой flash памятью размером 8 кбайт