Физико-химические свойства и особенности
Физико-химические свойства материала должны отвечать условиям проведения процесса. Дело в том, что существует много разновидностей припоев, некоторые из которых являются не специально предназначенными алюминия, а имеют универсальное предназначение. В таком случае, их свойства должны отвечать легкоплавким материалам, чтобы не расплавить металл заготовки и не повредить его. Температура плавления припоя должна иметь показатели, примерно, на 100-200 (можно и больше) градусов ниже. Материалы обладают высокой текучестью, что вызвано той же низкой температурой плавления и особенностью их состава.
Припой для пайки алюминия
Еще одна особенность состоит в том, что действительно прочного соединения достичь очень сложно, но это зачастую и не требуется, так как металл не применяется в сложных условиях эксплуатации. В большинстве случаев нужно просто качественное соединение, чтобы был хороший контакт. Физическое свойство проникновения припоя в структуру алюминия помогают обеспечить должный уровень качества. Стоит отметить, что расходный материал также является легким, как и основной металл, так что относительно своих аналогов для других процедур, таких как пайка нержавейки твердыми припоями, при одном и том же весе будет больший объем материала.
Пайка алюминиевым припоем кх718fcww09020
Технические характеристики популярных марок
Castolin 192FBK
Элементы состава — Zn, Al
Температура плавления — 380 — 440°С
Характеристики прочности на разрыв — 100 МПа
Виды возможного спаивания — капиллярное, напайка
Физическая плотность — 7,0 г/см³
HTS-2000
Степень растяжения: 45900 PSI
Степень удлинения: 10%
Степень сдвига: 31000 PSI
Масса: 240 г / куб. дюйм
Температура плавления: 390 С
Толщина диаметра: 2-3 мм
Длина: 0,46, м
Castolin 192FС
FC — в сердечнике имеется флюс.
Температура плавления: 430 градусов Цельсия
Прочность: 100 H/мм2
Толщина диаметра, мм — 2,0
Длина, м – 0,5
Элементы состава: Zn, Al
Характеристики прочности на разрыв — 100 МПа
Тип пайки: капиллярная пайка, напайка
Виды возможного спаивания — капиллярное, напайка
Физическая плотность — 7,0 г/см³
Особенности выбора
Есть мнение, что не так важно чем паять алюминий, а главное как. Здесь наблюдается очень большая зависимость от того, в каких условиях приходится проводить процесс и с какими целями
Поэтому, расходный материал выбирается в зависимости от того, какие инструменты для разогрева имеются. Если вам требуется спаять провода, то подойдут припои с самой низкой температурой плавления, которые быстро схватятся на металле, не подвергая его опасности расплавлению. Сложнее дело обстоит с толстыми заготовками, или когда нужно соединить алюминий с другими металлами. Здесь уже понадобиться материал, специально предназначенный для этих процессов, как вышеуказанные припои.
https://youtube.com/watch?v=hq3R6eLv384
«Важно!Вне зависимости от выбора, действия мастера должны быть быстрыми, так как материал имеет свойство очень быстро окисляться, что ухудшит качество соединения»
Особенности пайки
- Первым делом стоит зачистить поверхности, что желательно делать крупнозернистой наждачной бумагой, которая не только счистит все возможные налеты, но и сможет сделать поверхность более податливой для пайки;
- После этого нужно выложить флюс по всему периметру, где будет происходить соединение;
- Затем следует стадия подогрева, когда флюс разогревается до рабочей температуры, чтобы можно было использовать припой;
- Следующим делом следует задействовать припой, который должен равномерно растекаться по всей поверхности места спайки;
- После образования достаточной толщины шва, для чего может потребоваться несколько проходов, нужно дать остыть металлу;
- На последней стадии следует очистить шов от остатков флюса и прочих вещей.
https://youtube.com/watch?v=t6u7gTU5MJc
Популярные марки
- Castolin 192FС;
- HTS-2000;
- ПОС-61;
- Castolin 192FBK;
- Castolin 192CW;
- Lucas-Mihaupt Filalu 1192NC;
- Авиа-1;
- Castolin 190.
Виды паяльников
Паяльники бывают с керамическим или спиральным нагревателем. Отличие в том, что керамика нагревается гораздо быстрее, но требует более бережного использования: от сильного удара такой паяльник выйдет из строя.
Спиральный ударов не боится, и он прослужит долгие годы
При выборе паяльника нужно обратить внимание на его мощность. Нужно учитывать, что если вы паяете микросхемы, то паяльник желательно выбирать номиналом 10-20
Паяльники с номиналом выше 60 Вт предназначены для паяния толстых проводов.
Паяльник с маленькой мощностью просто не сможет расплавить припой, так как мощность будет рассеиваться по большой области пайки. Для пайки крупных металлических деталей существуют паяльники от 100 ватт и выше. Самым оптимальным паяльником для новичка 25-40 Вт. Такой паяльник считается универсальным, и им возможно выполнить большинство поставленных задач. Обычно радиолюбители имеют в своем арсенал несколько паяльников для охвата широкого спектра работ.
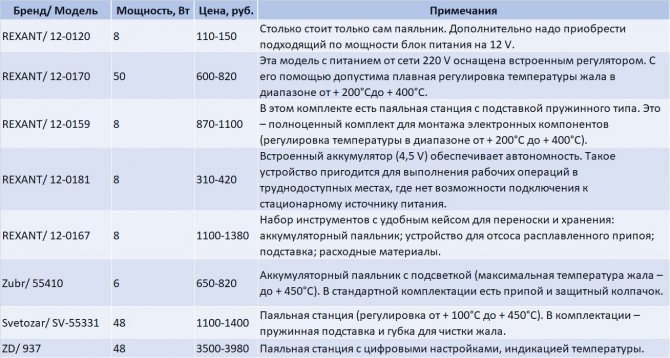
Таблица моделей паяльников для микросхем.
В широкой продаже нормальные и надежные паяльники для микросхем – почти редкость. Если человек занимается ремонтом техники профессионально, он может приобрести подходящий рабочий инструмент. Но выберет он скорее паяльную станцию со всеми необходимыми для пайки приспособлениями и возможностью устанавливать режимы работы.
Состав и характеристики
Химические компоненты
Ранее упоминалось, что припой ПОС состоит из сплава олова и свинца. Олово имеет меньшую температуру плавления, чем свинец, поэтому варьируя процентное содержание этих двух компонентов, можно подбирать определённые температурные характеристики. ПОС 60 имеет следующие химические соединения в своём составе:
- Олово. Доля составляет 59–60,5% от общей массы.
- Свинец. Процентное содержание колеблется от 39 и до 40,5% от массы ПОС.
- Примеси. Представлены различными элементами, такими как медь, железо, сурьма, никель, цинк и другие. Их массовая доля составляет не более 0,3% от общей массы сплава.
Химический состав припоя ПОС61
Другие металлы также оказывают своё влияние на технические свойства сплава для пайки.
Физические свойства
Большое количество олова, содержащееся в припое этой марки, напрямую влияют на его температурные характеристики и физические свойства. Так, ПОС 60 обладает ниже перечисленными свойствами:
- Температура плавления 183-190 градусов по Цельсию.
- Плотность 8,5 грамм на кубический сантиметр.
- Удельное сопротивление 0,137 Ом на метр, что составляет 9–15% от удельной электропроводности меди.
- Предел прочности соответствует пределу для мягких припоев и равен 50–70 МПа.
- Твёрдость по Бринеллю равна 14,9 ПВ.
- Теплопроводность равна 0,117 Вт/(м×к).Прочность на растяжение 4,3 кг/мм.
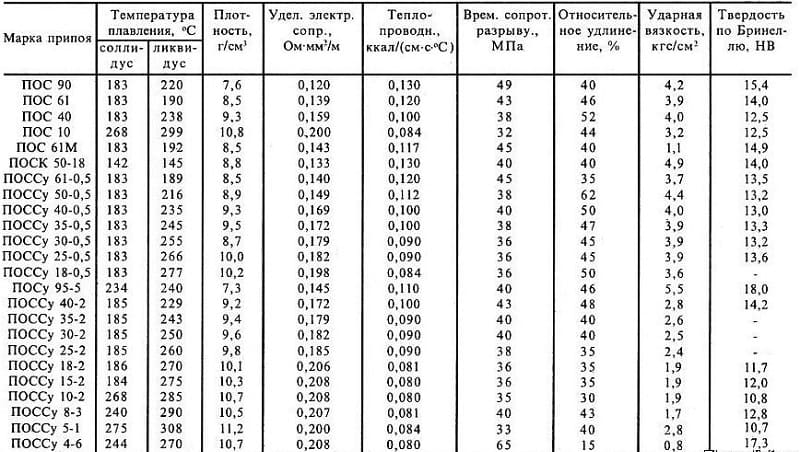
Физические свойства ПОС 60 и других припоев
Стоит заметить, что олово и свинец идентичны как по мягкости, так и по вязкости. Оба этих металла имеют характеристику 1,5 по шкале Мосса, поэтому их процентное соотношение не влияет на физические свойства припоя.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1–2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов
Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Как научиться паять платы
Перед тем как приступить к сложной пайке, например, к работе с диодными лентами, специалисты рекомендуют начинающим мастерам обзавестись недорогими бюджетными платами. Потренировавшись на них и освоив стандартные приемы пайки, спустя некоторое время новичок научится паять микросхемы.
Этот вид пайки состоит из последовательных этапов:
Подготовительный. Перед началом работы нужно обеспечить прочное соединение и понизить сопротивление. С этой целью поверхность нужно хорошенько очистить от жиров и пыли. Для обезжиривания можно применять салфетки и мыльный раствор. Ацетон используется, когда нужно начистить поверхность схемы до блеска. В качестве более безопасного растворителя рекомендуется метил гидрат. Он так же эффективен, как и ацетон, но имеет не такой резкий запах.
Размещение спаиваемых деталей платы. Прежде чем научиться паять схемы, нужно знать места расположения всех ее элементов. В самую первую очередь пайке подлежат плоские детали. Это резистор и варистор. После приступают к конденсатору, транзистору, трансформатору, микрофону и потенциометру. Такая поочередность гарантирует безопасность элементов платы, чувствительных к температурному воздействию.
Нагревание соединения для улучшения теплопроводимости металла. Жало паяльника необходимо на несколько секунд прислонять к компонентам схемы
Важно при этом не допустить её перегрева. О нем будут свидетельствовать появившиеся на поверхности пузыри
В таком случае паяльник нужно убрать из зоны пайки.
Нанесение припоя. Выполняется до тех пор, пока на схеме не появится небольшое возвышение.
Снятие излишков. Выполняется после затвердения и остывания припоя. Рекомендуется не спешить, а дать время схеме некоторое время остыть. Это важно, поскольку можно нарушить произведенные соединения, и работу придется выполнять заново.
Научиться паять схемы должен каждый мужчина. Это даст возможность собственноручно чинить штекеры, модемы и т. д.
Пайка как процесс не ограничивается только работой с медными проводами и микросхемами. Овладев умением использовать паяльник на проводах, можно переходить к последующим, более сложным операциям с применением различных припоев и разнообразных металлов.
Инструкция по эксплуатации
В работе часто возникают нюансы которые необходимо исправлять. Ниже будут разобраны основные моменты.
Пайка чипов
При работе микросхем и чипов нужно, прежде всего, исключить возможность перегрева чипа. Для этого нужно касаться каждого его контакта в течение не более трех секунд. После этого контакт необходимо охладить и только после этого проводить процесс пайки вновь.
Перед непосредственно пайкой контакты чипа готовят и обрабатывают, нанося на них тончайший слой припоя, который улучшит контакт с поверхностью. На ножки элемента наносят флюс и проводят по ним наконечником с припоем. Если процедура проведена правильно, то контакт будет блестящий и гладкий, без различных скоплений припоя.
Различные виды микросхем
Штырьковые чипы
В случае, если чип имеет выводы в виде штырей, то процесс впайки его в плату происходит следующим образом:
- Микросхема устанавливается в специальные отверстия в поверхности платы.
- На противоположной (обратной) стороне на штырьковые контакты наносится флюс.
- С той же обратной стороны производится пайка каждого вывода.
- Убираются остатки флюса.
Штырьковый чип
Soic-чипы
Чипы такого типа припаивают слегка по-другому. Чаще всего этот метод называется «волна припоя». Суть его состоит в том, что расплавленный припой в жидком состоянии заполняет пространство между металлизированной частью платы и контактами детали. Таким образом, создается капля, которая способна проводить электрические импульсы.
Метод «волна припоя» выполняется за несколько следующих шагов:
- Облудить и смочить флюсом все поверхности, которые будут обеспечивать контакт.
- Микросхему установить на поверхность платы, таким образом, чтобы все ножки были совмещены с металлизированными дорожками.
- Нужно припаять для начала только один какой-либо угловой контакт.
- Далее припаивается второй контакт, находящийся по отношению к первому по диагонали. При этом нужно проконтролировать, чтобы все остальные контакты остались на своих металлических дорожках.
- Далее наносится флюс на все припаянные и свободные концы микросхемы.
- Далее с помощью наконечника припой равномерно распределяется по контактам.
- В случае образования перемычек из припоя между контактами нужно удалить их, так как перемычки нарушат работу компонентов. Удаление происходит с помощью специальной плетенки из металла. Для этого ее кладут поверх перемычки и проводят наконечником паяльника. При этом припой впитывается в плетенку.
Важно! при проведении пайки методом «волна припоя» на местах, где проводится непосредственно пайка, должно находиться достаточное количество флюса для обеспечения смачивания поверхностей. Soic-чипы. Soic-чипы
Soic-чипы
- С помощью ацетона и этилового спирта с контактов удаляется лак дочиста.
- На все контакты, которые будут выпаиваться, наливается флюс.
- Замкнуть с помощью припоя все контакты, разгоняя его нагретым наконечником. Нанесенный припой должен оставаться в жидком состоянии.
- Затем нужно провести жалом по всем контактам, расплавив весь припой.
- Удалить микросхему.
Флюс для пайки паяльником
Вспомогательное вещество, которое способствует растеканию материалов пайки по поверхности спаиваемых деталей — флюс. Качественное соединение создают припои и флюсы, без одной из составляющих пайка невозможна. Распространенным видом флюса является канифоль, производимая из твердых пород хвойных деревьев. Размягчение происходит при 50 °С, а при достижении температуры 250 °C, процесс переходит в кипение состава.
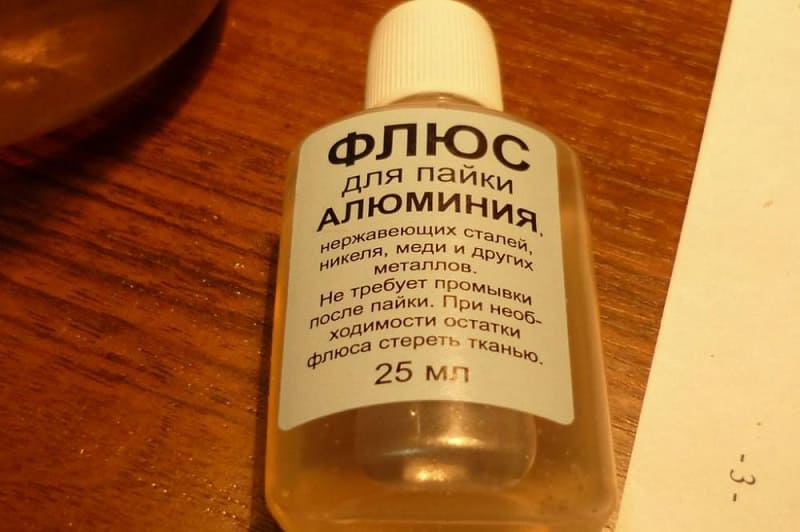
Флюс для пайки алюминия
За счет гидролизами, предусмотренной при изготовлении канифоли, материал не устойчив к воздействию атмосферной среды. После пайки необходимо удалить остатки флюса, т.к. соединение может подвергаться процессу окисления. Впитывая влагу из атмосферы, канифоль может нарушить работу радиотехнических составляющих.
Популярные флюсы для пайки электрическим паяльником
Пайка металлических соединений происходит с применением различных веществ. Флюсы делятся на три основные категории, отличающиеся областью применения, способом приготовления. Процесс подготовки элементов к работе может быть разным, после пайки необходимо удалять остатки описанным инструкцией способом.
- Не активные канифольные флюсы применяются при пайке меди, других разновидностей мягких металлов. Существует светлая канифоль, которая готова к применению и не включает дополнительные вещества. Спирто – канифольный раствор производится из составляющих концентрацией 1 к 5. Используется при спайке в труднодоступных местах, производится в виде порошка, перед применением необходимо смешать со спиртом. Глицерино – канифольные материалы используется, когда необходимо герметичное соединение.
- Активные драгоценных и цветных металлов, включают хлористый цинк, спирт или вазелин. Последний параметр отличается составной частью, при использовании жидким или пастообразным состоянием. Флюс пастой работать удобнее, возможно наносить прямо на изделие необходимым количеством.
- Кислотно активный флюс подразделяется на хлористо – цинковый, ортофосфорную кислоту. Исполняется в виде жидких растворов или пасты, с применением канифоли, хлористого цинка, спирта или вазелина.

Ортофосфорная кислота
Ортофосфорная кислота состоит из воды, этилового спирта и самой кислоты плотностью 1,7. Применяется при спайке нержавеющих материалов, меди, серебра. Флюсы на спиртовой основе требуется хранить в герметичной упаковке. Удобная тара для хранения – баночка из-под лака для ногтей, кисточка не реагирует на активную среду, а крышка позволяет плотно закрыть емкость, избегая испарения составляющих.
Паяльные пасты тиноль для пайки
Из предлагаемых веществ имеются паяльные пасты, которые выпускаются с флюсом смешанным видом. Применяется при монтаже бескорпусных элементов, труднодоступных местах. Нанесение происходит специальной лопаткой, затем прогрев электрическим инструментом. Результатом можно наблюдать надежное, качественное соединение, активно используется начинающими мастерами при отсутствии подобающего опыта.

Паста тиноль
Возможно приготовить сплав для пайки своими руками, для этого понадобится припой, требуемый элементом. Напильником со средней зернистостью измельчается олово для пайки в виде проволоки до состояния металлической крошки. К составу прибавляется флюс, выбранный из вышеперечисленных в жидким состоянии, после этого элементы смешиваются. Изготавливать состав требуется в небольшой емкости, срок хранения ограничен 6 месяцами, после этого происходит окисление металла кислотной средой.
Процедура реболлинга
Для проведения реболлинга чип помещают в трафарет, и закрепляют специализированной изолентой. С тыльной стороны пальцем или шпателем наносят паяльную пасту, затем настраивают фен на температурный режим около 300 градусов и начинают прогревать. После появления характерного блеска от расплавленной паяльной пасты дают припою полностью остыть.
Для освобождения трафарета от чипа убирают изоленту и прогревают трафарет примерно до 150 градусов, в конце процедуры деталь должна освободиться. Бывает, что сходу невозможно достать деталь из китайского трафарета, поэтому может возникнуть необходимость аккуратно ее зацепить.
Во время обратной пайки микросхемы оценивают риски, выкладывают чип необходимое количество раз для точного совпадения пяток и шаров. Потом выставляют на паяльном фене температуру от 330 до 350 градусов и греют до тех пор, пока расплавленный припой не даст возможность чипу самому встать на место.
Монтаж компонентов электронных схем выполняется разными способами. Одним из наиболее распространенных вариантов является пайка, обеспечивающая надежный контакт и прочное крепление деталей к печатной плате.
Она не представляет большой сложности и доступна даже начинающим радиолюбителям. Пайка светодиодов SMD отличается особенностями и правилами. Они призваны сохранить элементы и защитить их от перегрева. Несоблюдение требований приводит к потере светильников, поэтому полезно будет рассмотреть вопрос подробнее.
Читать также: Как влияет алкоголь на время реакции водителя
Как выпаять радиоэлемент
Существует два типа выводов микросхем: — штырьковые выводы чипа запаиваются в отверстия платы с её обратной стороны (DIP — чипы); — планарные выводы (SOIC — чипы) припаиваются к площадкам со стороны расположения микросхемы.
Выпайка DIP — чипов
- Последовательность действий по выпайке :
- Удалить лак с мест пайки чипа кисточкой или ватной палочкой, смоченной в ацетоне или смывке (в случае лакированной платы).
- Удалить остатки растворителя и лака кисточкой, смоченной в этиловом спирте.
- Нагреть паяльник до рабочей температуры.
- Прикоснуться жалом паяльника к первой ножке чипа (с обратной стороны платы) до полного расплавления припоя.
- Удалить расплавленный припой шприцем для отсоса. При использовании иглы вместо шприца насадить иглу на ножку чипа и прокручивая иглу вокруг своей оси, опустить её до упора в отверстие.
- После полного удаления припоя из отверстия начать выпаивать выводы из следующего отверстия.
- Извлечь микросхему после полной распайки всех выводов.
Демонтаж планарных микросхем
Последовательность действий по выпайке SOIC — чипов, которые не приклеены к плате:
- Удалить лак (при его наличии) с ножек микросхемы ацетоном или смывкой. После удаления лака очистить плату от остатков лака этиловым спиртом.
- Нанести жидкий флюс на распаиваемые выводы по всем сторонам чипа.
- Запаять припоем (замкнуть) все ножки чипа на каждой его стороне, проводя жалом по всем выводам чипа и разгоняя припой по ножкам. Нанесённого припоя на ножках должно быть много, чтобы после отведения паяльника припой продолжал находиться в расплавленном состоянии.
- Провести паяльником по всем запаянным сторонам чипа, добиваясь расплавления припоя со всех сторон, после чего удалить микросхему пинцетом.
- Чтобы отпаять микросхему, приклеенную к плате, необходимо поочерёдно отпаивать каждый вывод микросхемы, приподнимая его пинцетом над контактной площадкой. После отпайки всех ножек удалить микросхему механическим путём (ножом), стараясь не повредить плату.
Дополнительные приспособления и материалы
Для выполнения пайки радиодеталей и микросхем необходим следующий набор приспособлений:
- · Держатель для паяльника. Выглядит в виде подставки со спиралью, в которую вкладывается паяльник в промежутках между пайками.
- · Губка. Используется для вытирания жала паяльника от припоя. Часто для вытирания жала применяют металлическую стружку.
- · Антистатический браслет и коврик. Необходим при выполнении любых операций с микросхемами, чтобы не повредить их статическим электричеством. Браслет должен быть заземлён. Печатную плату во время пайки нужно располагать на заземлённом антистатическом коврике из специальной резины.
- · Специальный шприц для отсоса припоя. Он нужен для того, чтобы очистить отверстия в плате от остатков припоя после демонтажа микросхемы. Вместо шприца можно использовать медицинскую или швейную иглу диаметром 1 мм. Острый кончик иглы нужно обрезать.
- · Пинцет. Нужен для того, чтобы придерживать радиодеталь во время пайки.
- · Лупа. Лучше выбрать специальные радиомонтажные лупы с увеличением от 5 до 10 крат для пайки маленьких радиодеталей и микросхем с мелким шагом.
- · Кисточка или ватная палочка — для протирки паяных соединений от флюса.
- · Медицинский шприц для нанесения флюса на места пайки. В качестве материалов для пайки применяют:
- · Припой. Лучше всего специальный припой для пайки микросхем в виде тонкой проволочки 0,5-1 мм — его очень удобно подводить к месту пайки.
- · Флюс. Это специальная жидкость, которая наносится на контактные площадки и ножки микросхемы для увеличения растекаемости и смачиваемости припоя. Флюс облегчает пайку, удаляет окисную плёнку с выводов радиодеталей. В качестве флюса обычно используют раствор канифоли в этиловом спирте.
- · Этиловый спирт или очищенный бензин. После пайки нужно обязательно удалить остатки флюса кисточкой, смоченной в этиловом спирте или бензине.
- · Ацетон или смывка для лака. Применяется для удаления лака с лакированных печатных плат перед отпайкой отказавшего чипа.
- · Металлическая плетёнка (оплётка экранированного провода). Используется для удаления излишков припоя с ножек микросхемы.