Пояснения по сварочному кабелю и удлинителям.
Пояснения по сварочному кабелю и удлинителям.
Уважаемые покупатели, в этой статье мы расскажем вам какой длины можно использовать удлинитель для подключения сварочного аппарата, какой это должен быть удлинитель и дадим практические советы на эту тему.
Сопротивление отрезка провода:
R – Сопротивление.
L – Длина в метрах.
S – Сечение провода в мм².
P – Удельное сопротивление меди (равное 0.017 Ом умноженное на мм² и разделенное на метры)
Формула выглядит так:
R = P x (L/S)
Пример:
Вы берете удлинитель 30 метров. Сечение кабеля 1,5 мм². Сварочный кабель подключенный к вашему аппарату 7 метров и сечение 25 мм² .
Получается R =0.0017 x (30×2/1,5) – 0,68 Ом.
Идем дальше.
U = 0,68 Ом умножаем на 45 (45 это максимальный потребляемый ток, за пример взят аппарат Сварог ARC 250 R112) и получается 30,6 В.
Таким образом мы видим, что если вы используете 30 метровый удлинитель с сечением 1, 5 мм² , то к вашему аппарату доходит не 220 В от розетки, а 189,4 В. (220-30,6).
Если вы возьмете удлинитель с более толстым сечением, например 25 мм² , то потеря будет меньше и составит 18,4 В. А это значит, что к аппарату от вашей розетки дойдет 201,6 В. (220-18,4).
Не нужно требовать от аппарата невозможного, если вы подключаете очень длинный удлинитель, вы должны понимать, что будут потери в мощности аппарата. Если включить чайник в розетку в Москве, а сам чайник будет стоять в Санкт-Петербурге, то он никогда не закипит.
Давайте рассмотрим еще один пример. В стандартной комплектации практически все производители используют трехметровые сварочные кабели. Люди часто подключают очень длинные сварочные кабели к аппаратам.
Формула:
R = 0,017 x (7×2/25) = 0,00952 Ом.
Мы берем кабель сварочный длиной 7 метров и умножаем на 2 (ток идет туда и обратно, по этому нужно 7 метров умножать на 2) затем делим на сечение , пусть сечение будет 25 мм². Получаем 0,00952 Ом.
А теперь вторая формула.
Возьмем сварочный ток 210 А² и умножим на 0,00952 Ом. Получаем 420 Вт. Таким образом ваш аппарат потеряет в мощности 420 Вт. Чем толще сечение сварочного кабеля, тем меньше потери. Например взяв 35 мм² сварочный кабель, вы потеряете 300 Вт от мощности.
Важно!
Если вы используете удлинитель, всегда его полностью разматывайте. Если удлинитель собран в бобину, то ухудшаются условия охлаждения, что может привести к возгоранию проводов или их расплавлению, так как потребляемый ток сварочного аппарата выше допустимого тока удлинителя, как правило.
Итоги:
Чем больше удлинитель – тем больше потери.
Чтобы избежать серьезных потерь – используйте удлинитель с толстым сечением кабеля.
Чтобы избежать дополнительных потерь при удлинении сварочного кабеля – используйте кабель с как можно более толстым сечением.
Еще один часто задаваемый вопрос от наших покупателей. Сколько же будут потери в Амперах, если использовать длинный сварочный кабель. Это очень трудно рассчитать, поскольку свойства сварочного источника определяются в ВАХ (вольт амперная характеристика). Для этого необходимо подключать сварочный аппарат к балластному реостату и замерять Амперы при той или иной длине кабеля. Но на словах можно сказать, что при использовании хорошего сварочного кабеля с правильно подобрать сечением – потери в Амперах будут незаметны. Например кабель до 10 метров с сечением кабеля 25 мм² — вы не ощутите потерь.
Существует два вида типовых ВАХ источников: штыковая и пологая ВАХ. На разных аппаратх и у разных производтелях она своя. Мы попробуем провести опыты с разными аппаратами и сообщим вам о результатах. Баллонные редукторы и регуляторы расхода газа. →← Демонстрация сварочного оборудования Сварог и Ergomax
Сварка волоконно-оптических линий
Современная технология позволяет избежать потери сигнала при передаче на большие расстояния, для этого используют волоконную оптику. В составе продукции находятся светопроницаемые нити с отражающим покрытием, через которые высокочастотный сигнал проходит без затухания. Оптический кабель прокладывается для нужд связи различного назначения и является помехозащищённым, шифрованным передаточным звеном между абонентами. Существуют мультимодовые и одномодовые линии, которые отличаются по качеству прохождения сигнала и цене, но обеспечивающие идеальную развязку между узлами коммуникации.
https://youtube.com/watch?v=vDOh1LT7-Rg
При монтаже такого рода линий становится необходимой сварка оптоволоконного кабеля, представляющая собой сложную инженерно-техническую задачу, поскольку толщина центральной жилы равна 62,3 мкм. Для этой цели используются специальные сварочные устройства, которые позволяют свести к минимуму потери качества и состоящие из следующих узлов, а именно:
- блока видеоконтроля с монитором;
- устройство термоусадочное с кареткой и электроприводом;
- направляющие с системой оптической и механической коррекции;
- сварочный модуль оптоволокна с блоком создания дуги;
- процессорная плата управления с контроллерами;
- источник питающего напряжения и сварочного тока.
Очень важно, что устройства, работающие на этом принципе, полностью исключают человеческий фактор и сводят к минимуму затухание сигнала в месте сварки. Агрегаты для сварки оптического волновода обладают автономными, засекреченными программными средствами и интерфейсом, позволяющим сохранить высокую конфиденциальность передачи данных
Агрегаты для сварки оптического волновода обладают автономными, засекреченными программными средствами и интерфейсом, позволяющим сохранить высокую конфиденциальность передачи данных.
https://youtube.com/watch?v=B1gDcXXViig
Виды
Для электродов встречаются элементы следующих видов:
- одножильный;
- двухжильный;
- трехжильные.
Они могут быть прочными и гибкими. Встречаются тропические варианты, которые выдерживают высокую температуру. Изоляция чаще всего изготавливается из негорючих материалов.
Изоляция
Интересно! Производитель учитывает возможность использования товаров в труднодоступных местах. Речь идёт о закрытых помещениях либо жидкости.
Одножильный
Одножильные провода по структуре являются наиболее простыми, поскольку применяется одна жила, плюс изоляция. При подборе материала рекомендуется обращаться к ГОСТу 22483 к. Однопроволочные провода без сомнения обладают высокой гибкостью. Данный товар активно используется в промышленности.
Рассматривая инверторы высокой мощности, подбирается продукция большого сечения. Если заглянуть в магазин, представлены варианты отечественных производителей. Наиболее распространёнными считаются медные товары. Стоимость за метр стартует от 300 руб. Продукция должна соответствовать стандартам, берется в расчет диаметр, предельная нагрузка.
Вам это будет интересно Работа с мегаомметром
Производитель также указывает мощность в однофазной сети, тип оболочки, минимальный радиус изгиба. Средний срок службы — 4 года, а максимальное напряжение стартует от 660 Вольт.
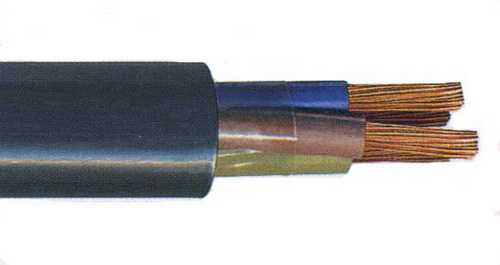
Двужильный
Для высокочастотной сварки подойдёт двужильный кабель с резиновой изоляцией. Встречается материал из меди, цветных металлов. При подборе продукции учитывается безопасность для сварочного оборудования. Также уточняются данные о показателе сопротивления изоляции.
Двужильный тип
Распространенными считаются медные варианты повышенной прочности. В тоже время для инверторов требуются товары гибкие, прочные. Основными производителями являются следующие компании:
- Сталь-Трейд;
- Vita;
- Крок-ГТ.
На рынке они выпускают продукцию с изоляционной оболочкой на основе каучука. Токопроводящая жила может быть сделана из алюминия либо меди.
Трехжильный
Трехжильные кабеля применимы электриками для профессиональных сварочных аппаратов, которые производятся для работы с трубопроводами. У подобных товаров используется собственная изоляция. При рассмотрении продукции, рекомендуется обращать внимания на следующее:
- устойчивость к механическим нагрузкам;
- максимальная допустимая температура;
- стойкость к плесени;
- допустимые перепады влажности.
Если заглянуть в магазин, востребованными остаются комплекты для сварки длиной в 4 м. Основными производителями на рынке выступают такие компании:
- DIS.
- DVP.
- Deca.
- Dnipro-M.
- E.NEXT.
Предлагаются варианты длиной по 45 м. Касательно стоимости за 1 м. запрашивается 2500 руб., также есть более дорогие товары.
Трехжильный тип
Какие существуют виды кабелей для сварки?
Сварочные кабели, которые реализуются по весьма высокой цене, обладают рядом отличий в плане качества изготовления, толщины, проводимостью электрического. Они могут быть определенных разновидностей:
- Одножильный кабель – данное оборудование производится из медной жилы, отличающейся хорошей эластичностью, при сматывании он имеет превосходную гибкость, к тому же такой материал прекрасно проводит электрический ток. В большинстве случаев они используются при работе с переносными инверторными аппаратами;
- Двужильные сочетают в себе катод и анод. Они хорошо проводят электрический ток в случае, если существует необходимость выполнения работ при помощи импульсной сварки. Как правило, подобные кабели для инверторного сварочного аппарата производятся также из меди или же из иных металлических сплавов, хорошо проводящих электрический ток, но обязательно на медной основе;
- Трехжильный кабель сварочный предназначен для автоматического оборудования, которое может быть использовано для производства промышленных трубопроводов, где будет происходить транспортировка нефтепродуктов или газа. Дело в том, что в данных работах должен быть получен идеально ровный шов.
Все основные технические и эксплуатационные характеристики указаны в маркировке кабелей:
- КС говорит о том, что может применяться для проведения сварочных работ;
- П – дополнительное защитное покрытие токопроводящей жилы с помощью полимерных материалов;
- Цифровые обозначения говорят о количестве жил;
- ВЧ (П) предназначен для применения высокочастотного (переменного) напряжения.
Кабели могут хорошо сопротивляться воздействию высоких и низких температур, влаги и других вредных факторов. Они будут нормально себя чувствовать в диапазоне от -50 до +50 градусов. В большинстве случаев всё необходимое идёт в комплекте с новым сварочным оборудованием. Расходные изделия можно приобрести отдельно, однако обязательно следует помнить, что покупать нужно будет продукцию той же маркировки, что и была.
Удлинитель для сварочного аппарата
Для эффективной работы сварщикам приходится постоянно перемещаться по объекту, а розетка находится только в одном месте, поэтому без удлинителя в большинстве случаев обойтись просто нельзя. Наиболее востребованная длина кабеля, способная сделать вашу работу комфортной 20-40 м, это если говорить в общем. А в частных случаях все подбирается индивидуально.
Теория
Как бы многие из нас не любили физику в школе, именно курс школьной физики потребуется вспомнить, чтобы рассчитать длину нашего удлинителя теоретически. Давайте вспомним, что сопротивление медного проводника рассчитывается следующим образом: R= 0,017 *L/S. Также в нашем случае можно использовать закон Ома для неполной цепи I=U/R.
Расшифруем буквы в наших формулах, которые могут принимать любые значения.
- 0,017 – удельное сопротивление медного кабеля; априори берется медь, так как у нее наименьшее значение.
- L- длина удлинителя, мм.
- S- площадь сечения проводника, мм2.
- U- номинальное напряжение в электросети, В. Однако следует провести измерение реального напряжения, так как состояние большинства сетей желает лучшего.
- I — максимальный ток инвертора, А.
Из формулы R= 0,017 *L/S следует простой и очевидный вывод: сопротивление увеличивается при увеличении длины кабеля (при этом наблюдается падение напряжения) и уменьшается при увеличении его сечения. Соответственно, длина и сечение кабеля должны быть подобраны таким образом, чтобы не провоцировать падение напряжения на этом кабеле.
Использовать домашние удлинители для подключения бытовой техники категорически не стоит. Производители экономят на сечении жил таких переносок, они уж точно вспыхнут при подключении инвертора. Не стоит также использовать проводники сечением 0,75 мм2 и менее.
В целом, следует отметить, что кабеля 2,5 мм2 хватит для уверенной работы на токе 160А, только стоит еще и сделать «пометку на полях», что проводка до розетки должна выдержать такую нагрузку.
Любителей сматывать кабель в катушку при сварке следует предостеречь. Явление фарадеевской электромагнитной индукции, которая неминуемо возникает вокруг проводника с переменным электрическим током, еще никто не отменял.
И даже если индукция в катушке будет слишком мала, чтобы привести к нежелательным последствиям, при продолжительной сварке провод все равно нагревается (нормальным считается нагрев до 70 оС) В плотно намотанной катушке кабель не охлаждается и повышение температуры неминуемо приведет к оплавлению изоляции со всеми вытекающими отсюда неприятностями.
Сама медь скорее всего останется невредимой, так как у нее высокая температура плавления 1080 оС, а вот изоляция слипнется. Вывод: работайте на размотанном кабеле или, если нет такой возможности, на неплотно смотанном, чтобы был обеспечен теплоотвод за счет естественной циркуляции воздуха.
Практика
Вернемся к вопросу: какого сечения брать удлинитель?
Раньше бы мы сказали, что если у вас дома хорошая сеть и максимальный ток вашего сварочного аппарата не превышает 160А, то можно взять 1,5 мм2 – этого хватит. Быстрее автоматический выключатель сработает или инвертор уйдет в защиту по перегреву, чем сгорит такой кабель. Проверить данное утверждение очень просто: достаточно 160-амперный аппарат поставить на нагрузочный балласт и выкрутить его на максимальный ток.
Кабель длиной 10 м х1,5 мм2 может продержаться долгое время. В нашем случае была произведена выдержка в течение 12 мин (произвольно, это время могло быть больше или меньше). За это время выдержки кабель нагрелся, но он не был таким горячим, что за него невозможно взяться незащищенной рукой (или он задымился). То есть кабель сечением 1,5 мм2 держит нагрузку 160А, но это, конечно, предел и лучше такого не допускать.
Однако, если вы не собираетесь «шпарить» целый день «четверкой», такой вариант вполне приемлем.
Какая длина?
Критерии выбора кабеля для сварки
Главным критерием для выбора является стабильность процесса сварочных работ. На эту стабильность влияет много чего – не только показатели тока и источника сетевого напряжения, но и многие параметры сварочного и сетевого провода.
Поэтому при выборе думаем о правильной длине, верной площади сечения и материала оплетки – все три параметра имеют серьезное значение. Если, к примеру, сила сварочного тока достигает высоких значений, провод нужно выбирать по определенному типа и материалу.
Мы уже говорили, что все провода для сварочных аппаратов имеют свои значения электрического сопротивления. Его можно рассчитать по таблицам, это не проблема. Например, проводник из алюминия имеет больший коэффициент сопротивления, чем проводник из меди.
В результате такой разницы алюминиевого провода для сетевого удлинителя понадобится много больше в килограммах, чем медного. Да и площадь сечения у алюминия также должна быть больше.
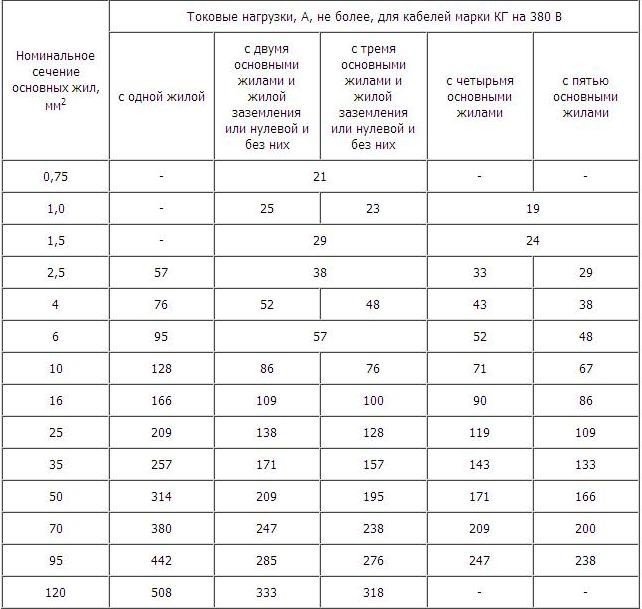
Таблица токовых нагрузок.
С учетом таких фактов удлинение сетевых проводов производят с помощью медных изделий в двух вариантах: двух- или трехжильными, длиной, не превышающей сорока метров. Что же касается площади сечения, то она должна быть больше 2,5 мм².
Выбор сварочных проводов немного отличается от выбора сетевых проводов. Изделия для сварки отбираются с учетом силы выходного тока, здесь имеют огромное преимущество медные многожильные марки с оплеткой высокой гибкости и усовершенствованной изоляцией.
Самые популярные провода для сварочного инвертора продаются под маркировкой КГ, что означает гибкую оплетку, или КОГ, что означает очень гибкую оплетку. Эти марки отличаются отличной изоляцией в несколько слоев с внешней оплеткой, выполненной из резиновых материалов.
Условия будущих работ должны быть заранее учтены в обязательном порядке, потому что нужно выбрать самый адекватный вид изоляции и стойкости к повреждениям механического характера, температурным условиям или агрессивной химической внешней среде.
Умение читать и понимать маркировку сварочных кабелей может помочь вам в этом непростом деле:
- Если маркировка выглядит КГ Т 1х16, то это означает изделие одножильное с площадью сечения жилы 16 мм², в тропическом исполнении с устойчивостью к температурам от -10 до +55°С.
- Маркировка КОГ ХЛ 1х50: одножильное изделие с сечением 50 мм², морозоустойчивое и теплоустойчивое к температурам от -40 до +50°С. В данном случае индекс термостойкости не присутствует.
Длина провода и площадь сечения должны согласовываться с силой электрического тока и остальными параметрами.
Классификация медных кабелей для сварочного аппарата
По функциональному назначению различают:
- силовой провод — его применяют для подключения инвертора, трансформатора или иного устройства к электролинии,
- соединительный кабель для сварки — используют для передачи рабочего напряжения,
- провод для держателя — подает электроток на контактную часть сварочного аппарата,
- заземляющий и/или нулевой провод.
Как уже было сказано, в многожильных исполнениях сварочных проводов функционал может объединяться в одном изделии.
По области применения выделяют модификации сварочных кабелей для:
- бытовых устройств, работающих с токовыми нагрузками 100-250 А,
- полупрофессиональных установок (до 330 А),
- профессиональных сварочных устройств, применяемых с электротоком силой до 500 А,
- сверхмощных промышленных аппаратов (до 680 А).
https://youtube.com/watch?v=10JAYshB-gA
https://youtube.com/watch?v=o6ExDRPF_fw
https://youtube.com/watch?v=gDwcW6LWH2w
Сечение
Для безопасного выполнения работ, а также для исключения возможности поломки оборудования, следует правильно выбирать сечение кабеля для сварки.
Важно! К неисправности оснащения может привести проводник со слишком маленьким сечением. Если сечение будет меньше необходимой величины, то ток по жилам не пойдет и агрегат отключится или перегорит.. Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны
Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками
Очень важно правильно соотнести два параметра: сечение и токи сварочного кабеля, так как они тесно связаны. Таким образом, каждому исполнителю важно знать, какое сечение сварочного кабеля следует выбирать при работе с различными токовыми нагрузками
Выбор сечения
Расчет сечения сварочного кабеля по току является наиболее простым и быстрым способом подобрать оптимальный вариант проводника.
Многие исполнители располагают сварочным оборудованием инверторного типа. Его многочисленные технические достоинства и доступная стоимость делают данное оснащение популярным. Поэтому следует определить сечение сварочного кабеля для инвертора.
Для проведения работы в домашних условиях исполнители используют агрегаты, максимальная величина тока которых составляет порядка 180-200 А. Рассмотрим далее более подробно сварочный кабель для инвертора, какое сечение необходимо для определенных величин тока.
- Сечение кабеля для инверторного сварочного аппарата, выдающего максимальный ток в 80-100 А, должно составлять 6 мм2.
- Для аппаратов с выдаваемым максимальным током в 120 А предназначен провод с сечением в 10 мм2.
- Сварочный кабель сечение 16 мм2 предназначен для инверторов, которые поддерживают максимальный ток до 180 А.
- Востребован у сварщиков сварочный кабель на 200 Ампер, сечение составляет 25 мм2.
- Сварочный кабель сечение 35 мм2 выдерживает ток в 289 А, поэтому, чаще всего, он используется для оснащения трансформаторов. Однако, производителями предлагаются инверторы, которые способны выдавать ток до 300 А. В подобных случаях следует применять сварочный кабель сечение 50 мм2.
Для выполнения работ на профессиональном уровне в большинстве случаев используются уже упоминаемые ранее трансформаторы. Очень важным фактором является определенность в том, какое сечение кабеля нужно для сварочного аппарата подобного типа.
Оборудование трансформаторного типа способно выдавать ток до 500 А. Поэтому для данного оснащения следует использовать провода с сечением в 70 и 95 мм2. Первый способен проводить до 437 А, второй – до 522 А.
Сварочные выпрямители выдают ток, величина которого может достигать 600 А
Поэтому исполнителям с оснащением такого типа следует обратить внимание на провода с сечением в 120 мм2
Таблица сечений сварочного кабеля и токовых нагрузок для проводов позволяет узнать оптимальный вариант проводника для оснащения всего необходимого оборудования: инверторы, трансформаторы, выпрямители, держак, клеммы массы.
Определив два важных параметра: максимальная величина тока и сечение провода, можно рассчитать другую важную характеристику – длина кабеля. Более подробная информация здесь.
Данная статья поможет любому исполнителю определить, какого сечения должен быть сварочный кабель при определенных величинах тока.
Советы и рекомендации
- Выбирая кабель для инверторного сварочного аппарата нужно ориентироваться на три главных показателя: его длина, поперечное сечение и наружная изоляция. Именно они влияют на качество и безопасность сварочных работ.
- В большинстве случаев — как при работе небольшой мастерской, так и большого цеха наиболее удобной и многофункциональной является медный кабель для сварочного аппарата длиной от двух до трех метров. Именно таким комплектуют свои сварочные аппараты все производители.
- Решив использовать новый кабель всегда нужно уточнить материал его токопроводящей части. Так как требования для меди и алюминия серьезно различаются, то и их габариты разнятся.
- Кабель подключается к сварочному аппарату с одной стороны и к массе или держателю электрода с другой стороны особыми силовыми разъемами и штепселями. Использовать что-либо другое вместо них нельзя.
- Подключая кабель к аппарату нужно всегда соблюдать полярность тока.
- Категорически не рекомендуется использовать силовой кабель сварочного аппарата для его подъема или перемещения волочением. Эти действия могут с большой долей вероятности привести к механическому повреждению его оболочки. В последствии из-за этого возможно поражение самого сварщика или третьих лиц электротоком.
- Несмотря на то, что кабель для сварки весьма прочен, гибок, стоек к нагреву и воздействию едких химикатов, ненужно испытывать его лишний раз критическими условиями эксплуатации. Прежде всего по той причине, что он стоит довольно дорого, а кроме этого, вероятно поражение током самого работающего таким образом.
Назначение и конструкция сварочных кабелей

Сварочный кабель применяется при выполнении работ методом электродуговой сварки для запитывания ручных, автоматических и полуавтоматических установок. При помощи силового провода данного типа осуществляется подведение электротока от сварочного аппарата, балластного (регулирующего) реостата или иного источника питания непосредственно к держателю электродов и заземляющему зажиму («массе») для создания замкнутого контура.
Алюминий редко используется при производстве сварочных проводов, поскольку имеет высокую теплопроводность, приводящую к критическому перегреванию жилы и изоляционного слоя, особенно в «горячих» местах близкого контакта со свариваемыми поверхностями. Кроме того, алюминиевые проводники недостаточно эластичны, поэтому плохо переносят процедуру частого сматывания и разматывания. Медный кабель не имеет подобных недостатков, поэтому хорошо зарекомендовал себя в качестве проводника для сварочного аппарата. Изделие может выпускаться как в моножильном, так и в мультижильном исполнении, которое включает в себя различные комбинации основной жилы с нулевой, заземляющей или другими вспомогательными.
К основным достоинствам кабелей для сварочного инвертора относятся:
- высокие показатели допустимых электронагрузок (до 0,66 кВ переменного тока на частотах до 400 Гц, до 1 кВ — постоянного),
- повышенная гибкость,
- стойкость к сдавливающим и растягивающим воздействиям,
- пожарная безопасность — проводные изделия не должны воспламеняться и распространять горение,
- возможность применения на открытом пространстве. Сварочные провода выдерживают резкие перепады температур, влияние ультрафиолета и осадков, химически агрессивных веществ,
- многочисленные исполнения, облегчающие выбор сварочного кабеля под текущие условия технологического процесса.
Конструктивные особенности и технические характеристики провода для сварки продуманы таким образом, чтобы изделие выдерживало высокие токовые нагрузки и жесткий температурный режим, обеспечивая бесперебойное электропитание, быстрый, качественный и максимально удобный рабочий процесс.
Сварочный кабель состоит из:
· медной или меднолуженой мультипроволочной токопроводящей жилы 5-го класса гибкости,
· синтетической спецпленки ПЭТ-Э, выполняющей функцию защиты проводящей ток жилы от склейки с изоляционным материалом,
· изолятора из резины марки РТИ-1 (или хладостойкой РТИ-1-ХЛ), имеющей в составе бутадиеновые и натуральные каучуки, которые и обеспечивает повышенную гибкость изделия,
· разделительного слоя из ПЭТ-Э, выполняющего аналогичные функции,
· общекабельной оболочки-изолятора, произведенной из шланг-резины других типов — маслостойкой РШН-1 или РШТ-2 (хладостойкой РШТМ-2-ХЛ), созданных на основе на основе полихлоропрена, бутадиеновых и изопреновых каучуков (РТИШМ и хладостойкая РТИШ-ХЛ используются в одножильных марках),
Технические характеристики
Ключевые параметры сварочных кабелей определяются их марками. Широкое распространение заслуженно получил «кабель гибкий» серии КГ. Такие модели настроены на использование постоянного тока до 1000 В. Если предусматривается подключение переменного тока, то предельный уровень составляет уже 600 В. Наибольшая частота импульсов тока — 0,4 кГц; провода КГ могут подключаться к сетям напряжением 220 либо 380 В.
Хорошие результаты может дать и КОГ1. В его состав входят более тонкие, чем в кабелях КГ, жилы. Именно поэтому удается повысить гибкость шнура еще больше.
Кабели категории КГН очень устойчивы к возгоранию. Собственно, буква «Н» в маркировке как раз и означает несгораемость изоляции. Такая оболочка позволяет сопротивляться температуре более 200 градусов. Сварка в подобных условиях бывает необходима не только сотрудникам МЧС, но и при ремонте на кораблях, в ряде других случаев. Пример — работы с большой конструкцией, когда приходится двигаться вдоль только что сваренных участков, чтобы продолжить дело.
Что касается кабелей КГ-ХЛ, то их маркировка обозначает возможность использования при отрицательной температуре. Морозостойкость обеспечивается введением особого каучука. Этот компонент остается гибким даже при температуре -60 градусов. Очевидно, что КГ-ХЛ стоит применять в местностях Крайнего Севера и близких к ним. Даже в обычных регионах средней полосы подобный кабель ценен для уличной работы зимой.
Модели КПЭС отличаются тем, что простая жила заменяется на трубку спиральной формы. Такой канал пропускает проволоку. Она позволяет замкнуть цепь и инициировать дугу. Допускается применение и цельной, и содержащей внутри флюсовую закладку проволоки.
Важные черты:
- из-за полого исполнения гарантированный срок службы не выше 18 месяцев;
- допустимое напряжение составляет 42 или 48 В;
- пригодность как для переменного, так и для постоянного тока;
- нормальная работа при охлаждении до -10 градусов.
Кабели категории КВС выполняются с изоляцией на основе ПВХ. Этот материал сравнительно стоек к истирающему усилию. Сварщик может смело перемещать КВС даже по неровной поверхности, волочить его и не опасаться повреждений. По умолчанию предусматривается передача электричества напряжением от 127 до 220 В. Допустимый тепловой диапазон составляет от -40 до +40 градусов; из-за слабой гибкости КВС не применяют в комплекте с электродержателем.
Отдельно стоит упомянуть про кабели КГТ. Они стабильно эксплуатируются при температурах до 85 градусов тепла. Очевидно, поэтому их используют в горячих производствах и при работе вблизи отопительных приборов. Покрывающий КГТ слой достаточно устойчив к появлению плесени и других грибков. Потому можно не опасаться вредного воздействия повышенной влажности.
Основные параметры кабелей группы КГ представлены в таблице ниже.
|
Марка |
Электрические параметры |
Тепловой диапазон |
Цель применения |
|
КГ 1х25 |
660 В по переменному, 1000 В по постоянному току, сила – до 240 А, сечение – 25 мм2. |
Минимум -50, максимум +50 градусов. |
Подключение нестационарных механизмов к электросетям. |
|
КГ 1х16 |
660 В переменный, 1000 В постоянный импульс, до 189 А, сечение – 16 мм2. |
Минимум -40, максимум +50 градусов. |
Применение на открытых участках, где важна максимальная гибкость монтажа. |
|
КГ 1х35 |
Сечение – 35 кв. мм, нагрузка – до 289 А, переменный и постоянный вольтаж – до 1000 В. |
От -40 до +50 градусов. |
Для полупрофессионального и профессионального оборудования, в том числе в холодных условиях (при соответствии модификации). |
|
КГ 1х50 |
Переменный номинал – до 600 В, постоянный номинал – до 1000 В, сечение – 50 мм2, ампераж – 362 А. |
От -40 до +50 градусов (разогрев жилы до 75 градусов). |
Профессиональная работа в помещении и на открытом воздухе в условиях умеренно континентального климата северного полушария. |
|
КГ 1х70 |
Одножильный провод может перенести нагрузку до 437 А, рабочие напряжения 660 В в переменном и 1000 В в постоянном токе, сечение – 70 кв. мм. |
От -40 до +50 градусов. |
Строго профессиональная работа на серьезном оборудовании. |
Похожие записи:
 Основные схемы света в студийной съемке
Основные схемы света в студийной съемке
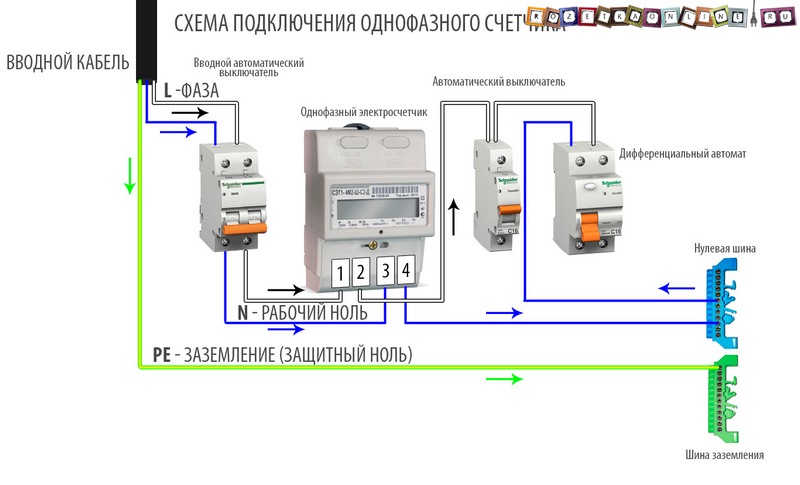 Схема подключения однофазного счетчика
Схема подключения однофазного счетчика
 Как правильно паять светодиоды smd
Как правильно паять светодиоды smd
 Как соединить две розетки между собой через стену
Как соединить две розетки между собой через стену
 Светильники в ванную комнату на потолок: виды, принципы размещения, нюансы монтажа
Светильники в ванную комнату на потолок: виды, принципы размещения, нюансы монтажа
 Магнитное поле земли — структура, функции и физические свойства
Магнитное поле земли — структура, функции и физические свойства