Каким припоем паять
Эти сплавы изготавливаются на основе олова, свинца, меди, никеля, или серебра. Для работы с монтажными платами и бытовой проводкой применяется оловянно-свинцовый припой (ПОС). Несмотря на большое разнообразие, их можно разделить на два вида:
- мягкие (температура плавления до 300°C);
- твердые (температура плавления свыше 300°C).
Форма выпуска любая: кусковая, проволока, порошок, паста. Универсальный вариант — проволока до 2 мм в диаметре. Ее удобно набирать на жало паяльника или вводить непосредственно в зону пайки.
Интересное предложение от производителей — паяльная паста, или порошок. Это мелкодисперсный припой, в который для вязкости добавляют жидкий флюс. Получается консистентный состав с высокой адгезией, которым можно паять без предварительного флюсования. Просто наносим пасту на контакты, и производим нагрев.
Можно работать без традиционного паяльника, с помощью паяльного фена. Благодаря тонкому помолу, припой плавится быстро, и моментально растекается по рабочей зоне (с помощью флюса).
Для начинающего мастера это неплохой вариант. Работать просто, но вы не сможете научиться качественно паять в тяжелых условиях: когда под рукой нет хорошего флюса и припоя.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Что собой представляет паяльник?
Это специальное излучающее тепло приспособление мощностью от 15 до 40 Вт, достаточной для припаивания проводов, плат и микросхем. Существуют паяльники, мощность которых выше. Они предназначаются для небольшой пайки – для перепаивания неудачно соединенных проводов толстого диаметра или для распаивания разъемов XLR. Функцию нагревательного элемента в паяльниках выполняет нихромовый провод, который намотан на трубку, содержащую «жало» — рабочую поверхность устройства. Жало представляет собой медный стержень, который нагревается от нихромового провода.
В устройстве паяльника используется медь, поскольку этот металл имеет высокую теплопроводность. Подача тепла к проводу происходит за счет электротока. Устройство паяльника содержит изолятор, в качестве которого выступает слюда. В целях безопасности он предотвращает контакты проводов с металлической трубкой и кожухом паяльника.
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.
Рисунок 6. Спаянные однопроволочные провода
Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Припои
Припой по сути является сплавом металлов с низкой температурой плавления. Обычно в состав припоя входит олово, но из-за его высокой цены в него добавляется более дешевый материал-свинец.
Также нередко в состав припоя входят вспомогательные вещества, которые используются для улучшения прочности пайки или уменьшения температуры плавления.
Большой популярностью пользуются мягкие припои с маркировкой от ПОС-18 до ПОС-90. Цифра в данной аббревиатуре означает процентное содержание олова в припое.
Редко используются в домашних условиях твердые припои. Они имеют в своем составе медь и цинк, что позволяет припою не плавиться до достижения температуры 450 ˚С.
Лучше всего перед покупкой припоя определить, какой металл будет использован при пайке и на основе этой информации приобрести подходящий припой.
Подготовка к пайке
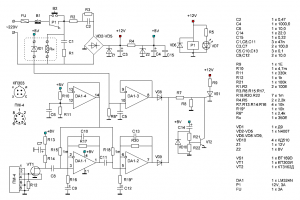
Схемы регуляторов температуры жала паяльника.
Для того чтобы паять паяльником, надо провести определенные подготовительные работы. Для начала необходимо очистить поверхность металлов, на которую будет накладываться припой. При значительных размерах деталей рекомендуется зачистка наждачной шкуркой. Очистка от загрязнений, масел, жиров производится растворителем. Стальные поверхности очищаются паяльной кислотой.
Важное значение имеет подготовка жала паяльника. Рабочая поверхность жала должна быть ровной, без наплывов, раковин и других дефектов, а также иметь форму, предусмотренную конструкцией
Если конец жала подвергся деформации или частичному оплавлению, то следует с помощью напильника возвратить нужную форму и сформировать скос на 45º.
Для качественной пайки целесообразно рабочую поверхность жала облудить, т.е. покрыть тонким слоем припоя. Для этого надо разогреть жало в паяльнике, натереть рабочую поверхность канифолью и окунуть ее в расплавленный припой. Излишнюю массу припоя следует снять быстрым движением тряпки по горячей поверхности или путем трения поверхности жала по дереву.
Чтобы удобно было проводить пайку, надо устанавливать паяльник в положении, в котором его можно легко взять рукой и использовать по назначению. Во время работы паяльник может нагреваться выше 300ºС; к нему подходит электрическое напряжение 220В – все это вызывает необходимость оптимизации места, где размещается работающий паяльник. Для этих целей служит подставка под паяльник. Она может быть стандартная, покупная, но обычно ее изготавливают самостоятельно. Самодельная подставка может иметь вид плоского основания, на котором крепятся две скобы, изогнутые так, чтобы в центральной части образовалась седловина для установки паяльника.
Основы процесса пайки
Пайка с помощью фольги.
Пайка представляет собой процесс соединения двух металлов с применением другого металла, имеющего значительно меньшую температуру плавления. Легкоплавкий металл называется припоем. Принцип любой пайки основан на прогреве металлов в зоне пайки до температуры, превышающей температуру плавления припоя. В этом случае припой в расплавленном состоянии затекает в промежуток между металлами и частично проникает в саму их структуру. Обеспечивается механическая связь и электрический контакт между спаиваемыми металлами.
Припоем хорошо спаиваются медь и медные сплавы, можно соединить сталь, алюминий и другие материалы. Пайка больших по размеру элементов ограничивается возможностью их прогреть до нужной температуры.
Схема капиллярной пайки меди.
В качестве припоя обычно используется оловянно-свинцовый сплав с разным содержанием олова. Наиболее применимым является припой марки ПОС-40 и ПОС-60 (61), где цифры обозначают процент содержания олова в припое. Эти припои плавятся при температуре 235 и 183ºС соответственно. Находит применение оловянно-свинцово-висмутовый припой марки ПОСВ-33, который плавится уже при температуре 130ºС. При пайке алюминия необходимо применение специальных алюминиевых припоев, температура плавления которых значительно выше. Стандартный припой реализуется в виде прутков или проволоки диаметром до 2,5 мм.
Для надежной пайки необходима очистка поверхности металла от окисных пленок. С этой целью используется флюс. Как правило, в качестве флюса используется канифоль. В процессе пайки флюс защищает и нагретые металлы от воздействия воздуха. В современных припоях канифоль входит в их состав. Пайка может проводиться без флюса, но тогда необходима очистка поверхности с помощью паяльной кислоты. Флюс может использоваться в виде раствора канифоли в спирте. Для сложных паек используется канифоль марки ЛТИ-120.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Меры предосторожности
Пайка без специальных инструментов в домашних условиях — опасная задача, требующая соблюдения мер предосторожности
По возможности следует обеспечить отключение приборов от сети или иного источника питания.
При использовании горячих методов домашней пайки с применением открытого огня, перечень мер предосторожности будет следующим
- Не оставлять источник пламени без присмотра.
- Подготовить и разместить в зоне свободного доступа средства пожаротушения.
- Не разводить огонь поблизости от легковоспламеняющихся предметов, баллонов под давлением, в том числе с аэрозольными веществами.
- Волосы лучше защитить шапкой или банданой. Одежду выбирать из негорючих материалов, плотно облегающую тело.
- Надеть огнестойкие перчатки на время выполнения работ. Обувь выбрать на термостойкой подошве.
- Исключить нахождение рядом детей, людей с ограниченными возможностями, животных.
- Обеспечить отток скапливающихся продуктов горения из помещения.
Краткая инструкция
Сначала к сварке готовятся фитинги и трубы, которые требуют обработки. Удаляется обязательно слой фольги, если речь идёт об армированных изделиях. Обезжирить необходимо все детали, которые надо будет потом паять.
Видео 3. Пайка ПВХ трубопровода на стене паяльником
Сварка полипропиленовых труб на стене. Как надёжно закрепить паяльник для труб?
Затем на трубу наносят метку, которая ставится на глубину плавления, плюс 2 мм. Берем паяльник и устанавливают на него насадки подходящего размера.
С одной стороны на нагреватель сварочника монтируют соединяющий элемент, на другом конце закрепляется сама труба. Муфта соединительная используется несколько иначе.
Главное – соблюдать при сварке время, которое требуется на обработку тех или иных деталей. Перестановка, фиксация и нагрев своими руками требуют соблюдения определённых временных промежутков.
Детали не будут деформироваться только при плавном выполнении каждого действия. На аппарате для сварки нужно выставить рабочую температуру плавления. Обычно она равна 260 градусам. Иначе паять невозможно.
Надо подождать некоторое время после завершения процесса, чтобы конструкция остыла. При использовании соединительной муфты соблюдайте такие же требования.
Видео 4.Пайка своими руками ПВХ трубопровода
Пайка полипропиленовых труб
ELEMENT 937D 15288
Китайский Элемент — разновидность паяльной станции, используется для ручного демонтажа или монтажа мелких радиоэлементов. Диапазон нагрева неплохой, в отличие от предыдущих экземпляров – от 200 до 480 градусов. Температура плавно регулируется. Основные сведения об аппарате:
- мощность – 45 Вт;
- форма жала – прямая;
- есть возможность смены жала;
- форма наконечника – конус.
Прибор не может похвастаться обилием функций и возможностей, но отлично подойдет для подарка и последующего использования в быту.
Для любительского уровня выполнен паяльник очень хорошо. Цена адекватная и радует гарантия. Коннектор не выпадает, так как он завинчен. Стальная оболочка защищает нагреватель. Позволяет активно работать.
Провод сделан из силикона, но если случайно коснется жало к нему, то он будет плавиться.
Плохо себя показывает прибор с большими площадками, мощности не хватает. 45 Вт чувствуется только на медных жалах, а остальные ощущаются на 30-35 Вт. Подставка не очень хорошо фиксирует устройство. В комплекте есть тонкие наконечники, но их мало (могло бы быть больше).
Как сделать паяльник своими руками
Приобретение паяльного инструмента в магазине — не очень выгодное мероприятие: дешевые модели обладают низкой эффективностью и плохим качеством, а за хорошие приборы придется заплатить достаточно большую сумму для подобного рода инструментов. Один из возможных выходов — собрать свой паяльник для электроники. Наибольшее признание получил самодельный прибор на основе резистора, отличающийся удобством применения и надежностью. Изготовление его не займет много времени и не потребует особых навыков.
Одна из схем устройства паяльника своими руками
Необходимые материалы, которые потребуются для изготовления:
- Резистор МЛТ, на основе которого и будет собираться прибор. Необходимая мощность резистора в пределах от 0,5 до 2 Вт, сопротивление от 5 до 10 Ом.
- Обычная шариковая ручка.
- Небольшой кусочек проволоки с диаметром примерно 0,8м м.
- Прямоугольный кусок текстолита с размерами 3 см в длину и 1 в ширину.
- Толстая проволока из меди (будет идеальным диаметр в 1 мм). Она будет выполнять функцию наконечника.
Сборка изделия проходит в несколько этапов:
- С резистора снимается слой лака и краски.
- Один из выводов обрезается и на его месте сверлится отверстие диаметром 1 мм.
- В передней его части делается пропил, куда установится токовод.
- Из листа текстолита вырезается небольшая плата. Ееширокая часть нужна для крепления выводов от резистора, на узкой производится пайка проводов. Пространство между этими частями служит для крепления в шариковой ручке.
- В пропил вставляется проволока, затем она припаивается крезистору.
- К печатной плате припаиваются итоководы.
- Производится крепеж проводов для питания.
- Далее они подключаются квходам резистора.
- Оставшиеся снаружи элементы устанавливаются внутрь шариковой ручки.
 Пример самодельного устройства
Пример самодельного устройства
Починить телефон или какой-либо другой прибор, в котором имеются печатные платы и микросхемы, не составляет труда, если иметь под рукой необходимые инструменты. Для этого, в первую очередь, нужно знать, какой паяльник выбрать для микросхем. Также нужно знать некоторые правила работы с данным инструментом. Если выполнять все требования, то работа будет выполнена качественно и безопасно.
https://youtube.com/watch?v=eG2YoFO04Jw
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки
В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно
Пошаговая технология пайки проводов
Инструкция для начинающих включает несколько выполняемых последовательно этапов:
- Подготовку проводников. Элементы очищают от изоляции и оксидного налета. Наждачной бумагой металл обрабатывают до блеска.
- Лужение. Паяльник нагревают до температуры плавления флюса. Жилу подносят к куску канифоли, продолжают нагрев. Очищенный конец провода должен полностью погрузиться в расплав. На обработанный проводник наносят припой. Состав равномерно растекается, покрывая поверхность тонким слоем. Таким способом обрабатывают все подлежащие пайке кабели.
- Складывают залуженные проводники, обеспечивая плотное прилегание. При пайке длинного участка делают скрутку. Жалом паяльника набирают припой, прижимают наконечник к обрабатываемому месту с небольшим усилием. Когда состав покроет всю область соединения, инструмент убирают. Провода удерживают в неподвижном состоянии до остывания.
Ошибка №5 Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.

Делается это
намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность
элемента. Однако с такими кнопочками часто путаешься в каком они состоянии,
отключенном или включенном.
Если на
вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей
части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”.
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.
Сперва
убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить
можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы
забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте
может умереть окончательно и бесповоротно.

Техника пайки
Выполнение работы при помощи паяльника выполняется сливом припоя с наконечника на деталь и непосредственной его подачей на площадку припаиваемого элемента. Вне зависимости от метода пайки проводится подготовка детали, установка и закрепление ее в рабочем положении. После этого проводится смачивание флюсом места обработки и разогрев электропаяльника. Как паять паяльником с канифолью подскажет видео с подробной демонстрацией процесса.
При сливе припоя с жала оно прижимается с припаиваемым элементом. Флюс закипает и постепенно испаряется, позволяя расплавленному металлу плавно перейти с наконечника на место соединения. Проводя поступательные движения жалом вдоль соединяемого места, проводится распределение металла по площади соединения и правится обрабатываемый участок.
Подача сплава на место спайки предусматривает предварительный нагрев элементов до нужной температуры соединения. После этого паяльником подается расплавленный металл встык между наконечником и деталью. Этот метод работы более подходит для крупных деталей.
После использования разнообразных кислотных флюсов требуется обязательная их смывка для обеспечения защиты соединения от коррозии.
Температура пайки
От температуры нагрева наконечника электропаяльника напрямую зависит качество спаиваемых элементов. Недостаточный прогрев не позволит металлу растечься по поверхности даже при использовании флюса. Такое соединение будет иметь рыхлую структуру и невысокую прочность.
Температура жала должна на 40 °С превышать температурное значение пайки, а для спаиваемых деталей этот показатель обязан находиться в пределах 40-80 °С. При этом паяльный наконечник нагревается на 60-120 °С выше значения плавления припоя. На станциях паяльного типа необходимая температура устанавливается специальным регулятором.
Для визуального определения нужного нагрева индикатором служит канифоль. Она должна выделять пар и вскипать, оставаясь на жале в виде небольших кипящих капель.
Как выбрать паяльник
Конечно, было бы идеально, если у пользователя в наличии есть паяльная станция, а не просто паяльник. Но не всегда есть возможность приобрести такое полезное устройство, да и паяльники вполне могут подойти для припаивания проводов.
Для начала рассмотрим что из себя представляет такое устройство, как паяльник. Паяльником называют устройство, которое применяется для пайки, используя температурное воздействие.
- Можно найти паяльники, находящиеся в диапазоне от 15 до 30 Ватт. Такие приборы используются для припаивания деталей плат, а также для электрических схем. Для того чтобы перепаять неправильное соединение толстых проводов, потребуются паяльники, которые будут мощностью выше.
- Существуют также акустические паяльники. Обычно они используются электротехниками, которые занимаются пайкой оргтехники. Его преимущества заключаются в том, что он отличается от других моделей низкой теплоёмкостью, небольшими размерами, а также отличной работоспособностью. Его используют для весьма тонкой паечной работы, например, для сборки схем.
- Также существуют паяльники промышленные. Эти аппараты используются для довольно больших и трудных работ. Там, где требуется вмешательство прибора очень высокой мощности. Применяются промышленные паяльники для присоединения шасси, калибровочных кабелей или витражной работы.
Паяльник рекомендуется выбирать с трёхнаправляющим заземляющим штекером. Преимущество такого прибора заключается в том, что он позволяет предотвратить рассеивание напряжения по пути прохождения тока. В принципе для человека, который не имеет опыта в паянии, подойдёт и паяльник с диапазоном от 15 до 30 Ватт, но следует помнить, что такого небольшого напряжения не хватит даже для того, чтобы припаять аудиопровода. Автолюбителям можно порекомендовать паяльники с мощностью 40 Ватт, так как такие приборы являются оптимальным вариантом для использования его в авто.
Паяльная станция
Выше в статье упоминалось такое устройство, как паяльная станция. Это очень интересный и продуктивный прибор, который обеспечивает автономность работы, так как подключается к источнику переменного тока и способен излучать мощность до 80 Ватт. Специалисты утверждают, что при использовании этого прибора для спаивания наблюдается определённая лёгкость, в отличие от использования простых паяльников.
Преимущества таких паяльных установок можно выразить отдельным списком:
- Возможность регулирования температуры практически до градуса;
- С помощью паяльной станции можно осуществить даже одни из самых трудных и сложных соединений из стали, нержавейки, алюминия и т.д.;
- Долговечность прибора;
- Возможность легко паять полипропиленовые трубы, а также пластик, так как контроль над температурой позволяет это сделать.
Но у данного устройства существуют и свои недостатки. Нельзя забывать о том, что для использования паяльной станции следует иметь хоть какой-то начальный навык и небольшой опыт, иначе могут возникнуть трудности и даже определённые риски. К тому же стоят паяльные станции довольно дорого, да и электроэнергии потребляют очень много. Пользователь обязательно должен взвесить все «за» и «против» перед приобретением паяльной установки, так как при всех имеющихся плюсах имеются и недостатки.
Приобретите необходимые инструменты для пайки
Используйте паяльник с контролем температуры
Для правильной пайки электронных компонентов и печатных плат нужно приобрести паяльник с электростатической защитой, и высокой мощностью нагревательного элемента. Это позволит паять длительное время без сильного нагара и хорошо подходит для радиолюбительской и профессиональной практики. Простые паяльники без регулировки требуют некоторых навыков для исключения перегрева паяемых компонентов.
Для небольших радиокомпонентов и тонких проводов нужно использовать паяльник с мощностью до 25 Ватт. Для радиаторов, трансформаторов и толстых проводов берите 100 ваттный паяльник, не меньше.
Если паяльник позволяет, используйте регулировку температуры, чтобы настроить оптимальную температуру жала, при которой припой плавится достаточно быстро, но не перегревается.
Используйте припой в катушках нужного состава
состоит на 60 % из олова и на 40 % из свинца и обозначается 60/40. Этот припой рекомендуется новичкам в пайке, но требует хорошей вентиляции или защиты органов дыхания от паров свинца, способного накапливаться в организме. Так что проветриваем тщательнее, товарищи.
Все большую популярность набирают , у которых температура плавления выше и для их пайки требуются специальные флюсы. Такие припои состоят на 96,5 % из олова и на 3,5 % из серебра. Наличие серебра уменьшает омическое сопротивление паяного контакта, что хорошо сказывается на надежности электроники.
Используйте припой с флюсом внутри
Часто в середину проволоки добавляется флюс – такой трубчатый припой обладает лучшей паяемостью и облегчает процесс пайки благодаря удалению окислов изнутри паяного соединения. Внутри трубчатого припоя часто используют следующие наполнители:
— канифоль сама по себе является нейтральным флюсом, хорошо смачивает поверхность припоя, но оставляет коричневый липкий остаток, который, впрочем, может быть удален с помощью изопропилового или этилового спирта и даже растворителем. Существуют различные канифольные флюсы, но чаще всего используются с обозначением RMA – умеренно активированная канифоль.
— безотмывочный обычно не оставляет сильного остатка, который может вызвать коррозию металлов или создать утечку тока из-за проводимости. Этот флюс изобретен для снижения временных затрат на отмывку после пайки.
— водорастворимый флюс обычно является на основе кислот, остаток которых может быть смыт с платы водой. Иначе эти остатки флюса вызывают коррозию металла, что приводит к повреждению платы и электронных компонентов.
Используйте компоненты, совместимые с платой
Для начинающих рекомендуется использовать выводные электронные компоненты, которые вставляются в отверстия в печатной плате. Эти отверстия в идеале должны быть металлизированы, чтобы надежно соединять верхний и нижний слой платы. Правильная пайка других электронных компонентов, проводов и разъемов отличается применением других приемов пайки, но общий принцип остается тем же.
Используйте специальные инструменты для удержания компонентов
Даже выводные радиодетали достаточно малы для мощных пальцев радиолюбителя. Так что лучше иметь под рукой клещи, и , чтобы во время обучения пайке не обжечься и надежно фиксировать детали инструментом.
Выбор флюса
Речь пойдет о пайке медных деталей. Для железа и алюминия существуют специальные кислотные составы, это тема отдельного материала.
На самом деле, это личное предпочтение каждого. Надо просто попробовать различные составы, и определить для себя лучший. Кому-то нравится паяльный жир (консистенция, как у солидола), некоторые любят жидкий флюс. Мы расскажем о традиционной канифоли.
Точнее — как правильно с ее помощью паять.
Этот флюс на основе сосновых смол, обладает отличными чистящими свойствами. Он обеспечивает механическую, и химическую очистку, кроме того, хорошо защищает поверхность от окисления при нагреве. Недостаток один: в чистом виде канифоль твердая. Это значит, что ее нельзя заранее нанести на соединяемые детали. Однако технология есть:
- коснувшись канифоли жалом паяльника, набираем на него припой;
- погружаем ножки детали или провод во флюс с помощью паяльника (он плавится), при этом поверхность покрывается тонким слоем припоя;
- аналогично наносим припой на место пайки;
- состыковываем залуженную деталь (провод) с местом пайки;
- касаемся паяльником флюса, затем набираем припой, снова макаем в канифоль;
- сразу же переносим жало в зону пайки.
Таким способом паяют детали уже многие десятилетия. При определенной сноровке, ограничений по выбору материалов для соединения нет. Именно такая методика идеально подходит для тренировок. Если вы ее освоите — остальные способы будут казаться еще проще.
Что нужно и с чего начинать
Перед тем, как мы расскажем вам, как правильно паять паяльником, определимся, что для этого нам потребуется.
Прежде всего – нужен сам паяльник. Тут все не так просто. Правильно подобранный паяльник – залог будущего успеха и качества.
Мы не будем рассматривать здесь специальные, профессиональные паяльные станции. Их стоимость велика и пользуются ими специалисты, а учить их – только время терять.
Домашнему мастеру нужен обычный паяльник. Главное – правильно подобрать мощность. А вот тут нужно учитывать то, что мы собираемся паять. Если вам необходимо соединить провода, сделать ремонт электроаппаратуры, то вам лучше выбрать паяльник мощностью 40-60 Вт. Меньше будет нецелесообразно – это паяльники для ремонта радиоаппаратуры и ювелирных работ.
Если вы собираетесь ремонтировать медные радиаторы или иную крупную технику, а также для пайки латуни или железа, вам нужно взять паяльник большей мощности: от 100 Вт и больше. В целом, чем крупнее детали для спайки, тем мощнее нужен паяльник.
Если мощности мало, то вы не сможете прогреть детали и качества не получите, если выберите паяльник излишней мощности, а детали будут мелким, то вы либо перегреете, либо просто будет неудобно работать.
Кроме паяльника нам потребуется припой. Как правило, используют оловянно-свинцовый. Он маркируется буквами ПОС и цифрой, которая показывает процентное содержание в припое свинца. Чем больше свинца, тем припой более тугоплавкий, но сама пайка оттого только крепче.
Кроме припоя нам нужен флюс. В качестве него используют специальную паяльную кислоту или канифоль.
Для пайки железа, латуни или меди, используют кислоту, а для электромонтажных работ – канифоль. Кислота нужна специальная, травленая, лучше приобрести готовую, поскольку работать с кислотой очень опасно.