Пошаговое изготовление
Порядок сборки осциллятора зависит от типа оборудования, с которым он будет использоваться.
Самодельный осциллятор для плазмореза
Вместо трансформатора в схему включают умножитель напряжения. Сила тока не является важным параметром. Устройство компактно, его можно собрать из простых деталей. При намотке умножителя обеспечивают качественную изоляцию. В противном случае напряжение пробьет первичную обмотку, блок выйдет из строя. Чтобы витки не вибрировали во время работы прибора, их обрабатывают эпоксидной смолой.

Самым сложным моментом считается подбор конденсаторов. Лучшими параметрами обладает деталь, извлекаемая из стартера люминесцентной лампы.
Устройство из катушки зажигания
Осциллятор можно сделать из катушки зажигания. В таком случае схему дополняют ВВ-диодом. Такой способ изготовления считается самым простым. Автомобильную катушку можно найти в любом гараже. Однако характеристики этого элемента не совсем подходят для сборки осциллятора. Поэтому остальные компоненты цепи придется подбирать более тщательно. Придется устанавливать разные блоки тиристоров, добиваясь уверенного горения электрической дуги.
Осциллятор для инвертора
При подготовке деталей учитывают такие факторы:
- Назначение сварочного инвертора. Определяют, какие металлы придется варить. Любой материал имеет особенности, которые учитываются при выборе компонентов для осциллятора.
- Характеристики тока.
- Максимальную мощность. При необходимости получения высоких показателей придется использовать дорогие детали.
В бытовых условиях чаще всего сваривают алюминиевые детали. Поэтому прибор собирают по схеме, соответствующей данному типу работ.

Для сборки осциллятора выполняют следующие действия:
- Дорабатывают трансформатор, заменяя первичную и вторичную обмотки. Сердечник обматывают кабелем, сечение которого зависит от требуемых параметров вырабатываемого тока.
- Размещают разрядник, проводящий искру. После этого включают в цепь колебательный контур. Его снабжают конденсатором, вырабатывающим импульсы высокой частоты. С помощью этой детали прибор приобретает необходимые для работы характеристики. Зажигание дуги упрощается, она становится стабильной.
- Проверяют работоспособность готового прибора. Для начала нажимают клавишу пуска, активирующую разрядник. После этого подносят электрод к детали, дожидаются возникновения дуги.
Из микроволновки
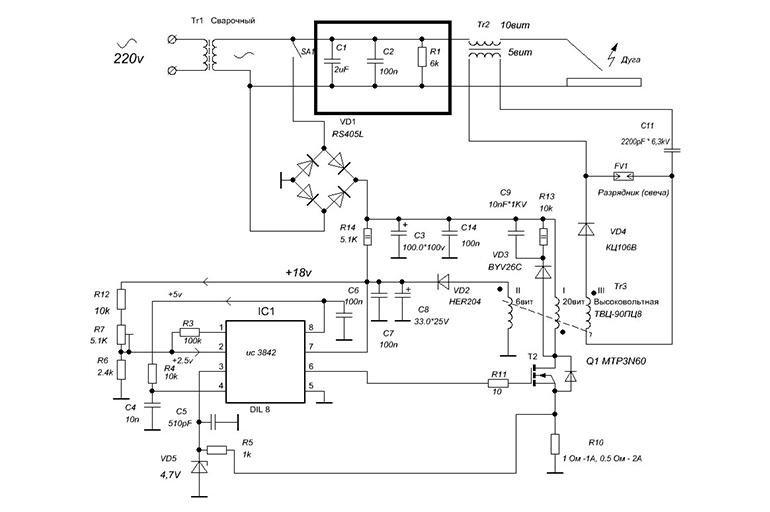
Трансформатор СВЧ-печи можно использовать в качестве основного блока осциллятора для дуговой сварки. Напряжение на магнетроне достигает 2200 В. Повысить это значение можно путем установки 3 последовательно соединяемых конденсаторов. Прибор начинает подавать на разрядник напряжение в 5200 В. Сердечник для второго (высокочастотного) трансформатора можно добыть из отклоняющей системы старого монитора.
Для первичной обмотки используют медную жилу толщиной 1,5 мм. Она состоит из 2 витков. Вторичная обмотка формируется из шины сечением 45 мм². Жила наматывается в 10 витков, покрывается виниловой изоляцией и трансформаторной бумагой. Для изготовления разрядников используют болты на 6 с полированными торцами и сплющенные медные трубки соответствующего диаметра. Также устанавливают клавишу пуска и блок питания для нее. Клапан подачи аргона покупают в готовом виде.
Сварочный осциллятор своими руками
Промышленных конструкций сварочных осцилляторов немало. Например, модель УВК-7, используемая для питания сварочных аппаратов постоянного и переменного тока. Недостаток такого устройства в том, что оно непригодно для инвертора, поскольку требует питания не более 80 В против 220 В, от которого работают сварочные инверторы.
Модель ОССД-300 рассчитывается на напряжение холостого хода не ниже 60 В и обязательно потребует балластного реостата, что поднимает планку требований к мощности сварочного аппарата. Подобные ограничения действуют и в отношении популярного осциллятора ОП-240 «Огниво».
Исходными данными для изготовления осциллятора своими руками являются:
- Назначение (для алюминия или нержавеющей стали).
- Род используемого тока – переменный, постоянный и его напряжение.
- Потребляемая мощность – обычно не более 200…250 Вт, в противном случае стоимость компонентов схемы резко возрастёт.
- Вторичное напряжение, которое должно быть не ниже 2500 В, иначе изготовление самодельного осциллятора себя не окупит.
Работу легче начинать, располагая сварочным преобразователем: в этом случае осциллятор можно делать не импульсно, а непрерывно действующим, и подключать к сварочной сети по более простой последовательной схеме. Наконец, при высокой частоте тока поджиг дуги произойдёт без контакта электрода со свариваемой поверхностью, а устойчивое горение дуги гарантируется даже при сравнительно небольших значениях силы тока.
Компоновку осциллятора на прямоугольной плате лучше выполнять следующим образом. Слева размещается высокочастотный трансформатор, предохранители и цепь управления, справа — дроссель, в центре – разрядник, конденсатор колебательного контура и блокировочный конденсатор, который будет отсекать ток низкой частоты от сварочной цепи.
https://youtube.com/watch?v=-r0RFOSfCkQ
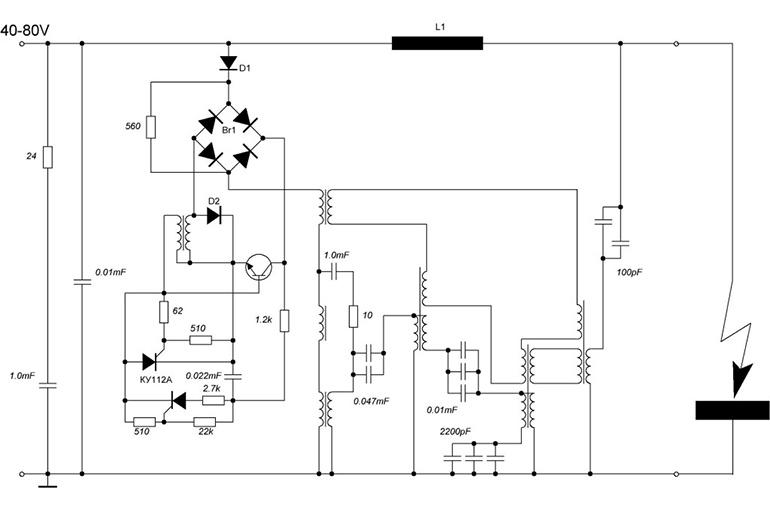
Трансформатор подбирается по его требуемым характеристикам тока во вторичной обмотке. Катушку индуктивности надёжнее собрать сдвоенной: при последовательном соединении двух колебательных контуров подача тока и напряжения оказывается более стабильной, а защита осциллятора от выхода из строя – более надёжной. Обе части контуров – одинаковы, и состоят из:
- конденсатора, рассчитанного на менее, чем на двукратный запас по напряжению (не менее 450…500 В для первой части и хотя бы 4 кВ – для второй) при ёмкости от 0,3 мФ (во втором каскаде может быть до 1 мФ);
- варистора напряжением не менее того, которое требуется для напряжения на вторичной обмотке – 90…100 В (во втором каскаде может быть до 140…150 В);
- катушки индуктивности, представляющей собой ферритовый стержень, на который с зазором не менее 0,8 мм наматывается проволока сечением 15…20 мм2. Число витков на первом каскаде должно быть не менее 7, во втором – меньше Вторая катушка служит своего рода фильтром от возможных колебаний тока большей амплитуды, которые могут привести к нестабильному горению дуги;
Для изготовления разрядника подбирается плата с рёбрами жёсткости, которая должна понижать температуру при срабатывании. В качестве вольфрамовых электродов можно воспользоваться сварочными, с диаметром не менее 2 мм. Торцы электродов предварительно торцуют, чтобы они были строго параллельны. Обязательно предусматривается регулировка зазора при помощи винта.
Во вторичную обмотку второго каскада для повышения стабильности работы подключается катушка от любого электрошокера. Правда, для питания этой катушки требуется напряжение 6В, которое можно получить только от аккумулятора, но это даже и лучше: всё равно самодельный осциллятор время от времени необходимо подвергать регламентному обслуживанию.
Первый каскад подключают к зажимам сварочного инвертора, а второй – к свариваемой детали и сварочной горелке. Осциллятор следует собрать во влагозащищённом корпусе, который снабжается вентиляционными отверстиями.
1 Принцип действия оборудования
Сам по себе осциллятор, как фабричный, так и собранный своими руками – это устройство для стабилизации дуги при сварке металлических, алюминиевых конструкций. Принцип действия данного оборудования на самом деле достаточно прост: имеющееся вторичное напряжение в данной конструкции проводит зарядку конденсатора, которая, достигая определенной величины, дает пробой на разрядник.
Это вызывает в свою очередь колебания с резонансной частотой на самом контуре. Именно они и подаются к дуговому промежутку. Мощность такого устройства составляет до 350 Вт, длительность же самого импульса у такого оборудования обычно составляет десятки секунд. Подключается непосредственно к элементам сварочного аппарата. Использование последнего без осциллятора является задачей практически невозможной.
Схема сварочного осциллятора
Современные виды такого оборудования достаточно просты, а главное – безопасны в применении, и при использовании они не представляют для сварщика особой угрозы, если, разумеется, он будет следовать технике безопасности. Именно потому они могут быть допущены не только для применения в специальных цехах, но и непосредственно в домашних условиях.
Поскольку такой прибор не имеет сложных компонентов в своей конструкции, его вполне возможно собрать самостоятельно даже и в домашних условиях, естественно, если у вас есть схема и некоторый опыт работы с таким оборудованием. Как это можно сделать, давайте рассмотрим более подробно.
1.1 Что понадобится для такой конструкции?
Для того чтобы сделать своими руками данный сварочный элемент для обработки нержавейки или же алюминия, вам нужны будут такие детали:
- обмотка для связи;
- колебательный контур;
- конденсатор для блокировки;
- генератор, трансформаторы которого постоянно действуют на повышение до 3000 В, с разрядником.
Особенно важно проводить правильный подбор последнего компонента в том случае, если вы хотите работать с алюминием. В таком случае нужно использовать остатки вольфрама для конструкции разрядника. Только в таком случае вам удастся обеспечить правильный поджиг элемента
Только в таком случае вам удастся обеспечить правильный поджиг элемента.
Испытание сварочного осциллятора
Подбор таких деталей необходимо проводить на основе технической документации. Таковой может стать готовая схема такого оборудования, которую вы можете найти в интернете или позаимствовать из уже готовых образцов, либо же составленная вами самостоятельно. Прибегать ко второму варианту рекомендуется только тем мастерам, у которых уже есть опыт сборки сварочного или какого-либо другого оборудования своими руками.
Устройство и работа
Если с назначением осциллятора разобраться не так сложно, то для понимания его работы потребуются некоторые знания в области физики. Первым делом необходимо понимать, что с помощью этого прибора мы получаем дистанционный розжиг дуги и в процессе сварки стабильную дугу, которая статична по отношению к изменяющемуся зазору между электродом и поверхностью металла.

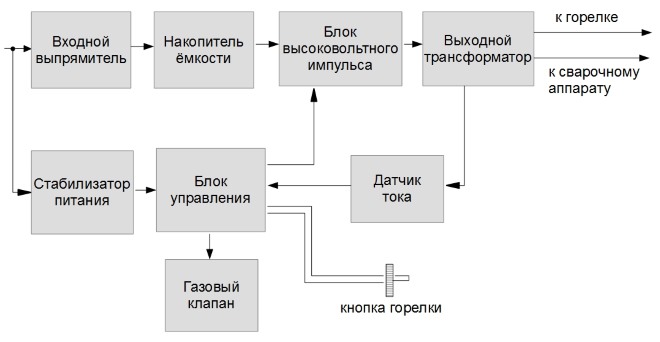
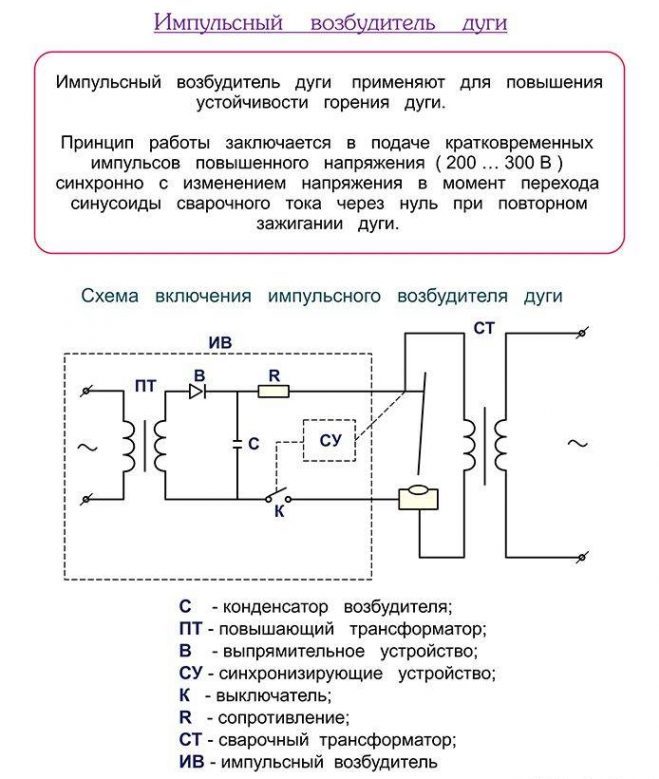
Осциллятор принципиально состоит из нескольких блоков:
- Повышающий трансформатор служит для преобразования амплитуды напряжения.
- Колебательный контур, имеющий классическое строение. Он состоит из конденсатора и катушки индуктивности. В этом контуре возникают высокочастотные колебания.
- Разрядник. Его основной элемент – воздушный зазор, в котором возникает искра.
Естественно, нами не учтены различные датчики, обеспечивающие автономность работы и систему контроля. При реализации интегрированной схемы, когда осциллятор является составной частью аргонодугового инвертора, устройство оснащено клапаном подачи газа. Последний управляется микропроцессором и подает аргон в нужный момент времени. Осциллятор оснащен системой безопасности, обеспечивающей бесперебойную работу электрической цепи, а также сохранность жизни и здоровья самого сварщика. От поражения электрическим током защищает конденсатор. В случае его пробоя в работу вступает плавкий предохранитель, размыкающий цепь при превышении силы тока.

Алгоритм работы осциллятора можно представить в виде последовательности процессов. Рабочее напряжение бытовой сети поступает на первичную обмотку повышающего трансформатора. После преобразования тока на вторичной обмотке индуцируется ЭДС заданной величины (5-6 тысяч вольт). На данный момент частота тока равна промышленной частоте, то есть, 50 Гц. К обмотке вторичной катушки подключен конденсатор колебательного контура. Он начинает заряжаться, но так как собственная частота колебательного контура превышает частоту тока на обмотке, то в контуре возникают колебания. Изначально контур разомкнут, но пробой в разряднике играет роль своеобразного ключа и замыкает цепь. Колебания тока в контуре поступают на электрод.
Одним из примечательных свойств конденсатора является пропускание переменного электрического тока. Емкостное сопротивление с повышением частоты уменьшается. Блокировочный конденсатор является препятствием для низкочастотного тока, которым питается сам инвертор, однако пропускает высокочастотный ток. Таким образом, обеспечивается защита осциллятора от короткого замыкания.
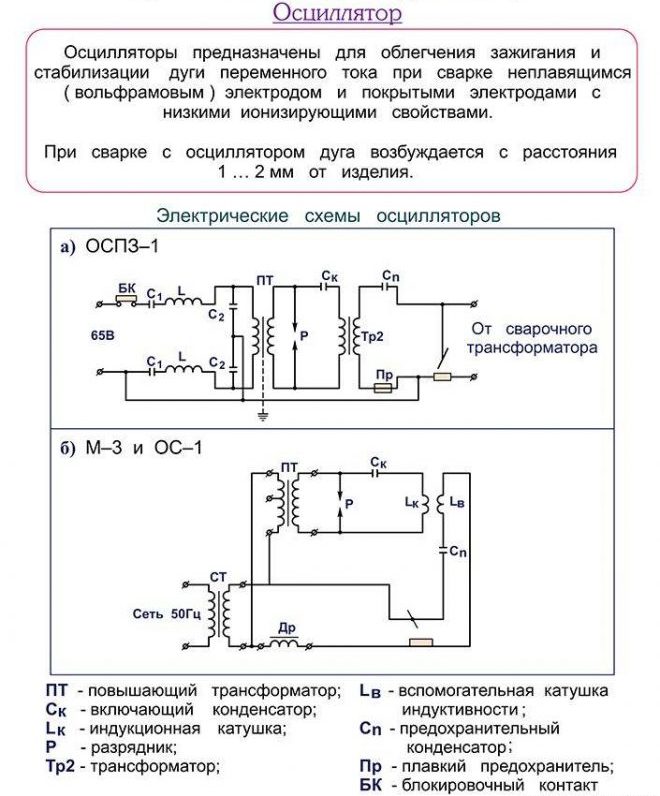
Разбираемся в конструкции и принципе действия осциллятора
Сварочные осцилляторы, способные работать с источниками переменного и постоянного тока, необходимы для того, чтобы одновременно повысить как величину напряжения, так и частоту электрического тока. Если на входе такого устройства напряжение составляет 220 В, а частота тока – 50 Гц, то на выходе уже получается 2500–3000 В и 150000–300000 Гц. Продолжительность импульсов, которые создает осциллятор, составляет десятки микросекунд. Мощность этих устройств, с помощью которых в сварочную цепь поступает ток высокой частоты и с большим значением напряжения, – 250–350 Вт.
Технические возможности, которыми обладает осциллятор, обеспечиваются его конструкцией и характеристиками его элементов.
https://youtube.com/watch?v=I-i5LX10AY8
https://youtube.com/watch?v=WKCL_83FcUw
Электрическую схему аппарата составляют следующие компоненты:
- колебательный контур, выступающий в роли искрового генератора затухающих колебаний (в состав такого контура входят конденсатор и катушка индуктивности – подвижная обмотка высокочастотного трансформатора);
- разрядник;
- дроссельные катушки в количестве двух штук;
- повышающий трансформатор;
- трансформатор высокой частоты.
Функциональная схема осциллятора
Кроме того, осциллятор содержит элементы, обеспечивающие безопасность как самого устройства, так и сварщика. К таким элементам относятся конденсатор, защищающий сварщика от удара электрическим током, и предохранитель, размыкающий электрическую цепь при пробое конденсатора.
Осциллятор, который используется в паре со сварочным аппаратом, работает по следующему принципу. После прохождения по обмоткам повышающего трансформатора напряжение поступает на конденсатор колебательного контура и начинает заряжать его. Когда конденсатор заряжается до величины, предусмотренной его емкостью, он выдает разряд на разрядник, что приводит к пробою. После этого колебательный контур оказывается закороченным, что и вызывает возникновение резонансных затухающих колебаний. Высокочастотный ток, формирующий эти колебания, через блокировочный конденсатор и обмотку катушки поступает на сварочную дугу.

Пример изготовления платы осциллятора
Блокировочный конденсатор устроен таким образом, что через него может свободно проходить только ток высокой частоты, отличающийся и большим значением напряжения. Низкочастотный ток через такой конденсатор проходить не способен из-за слишком большого сопротивления. Благодаря данной характеристике блокировочного конденсатора через него не может пройти и низкочастотный ток от сварочного аппарата, что защищает осциллятор от короткого замыкания.
Как сделать осциллятор для сварки своими руками
Осуществляют сборку из готовых узлов и распространенных деталей, которые несложно приобрести или извлечь из других электротехнических приборов и старого электрооборудования. Сделать самодельный осциллятор «с нуля» невозможно. Слишком сложная схема.
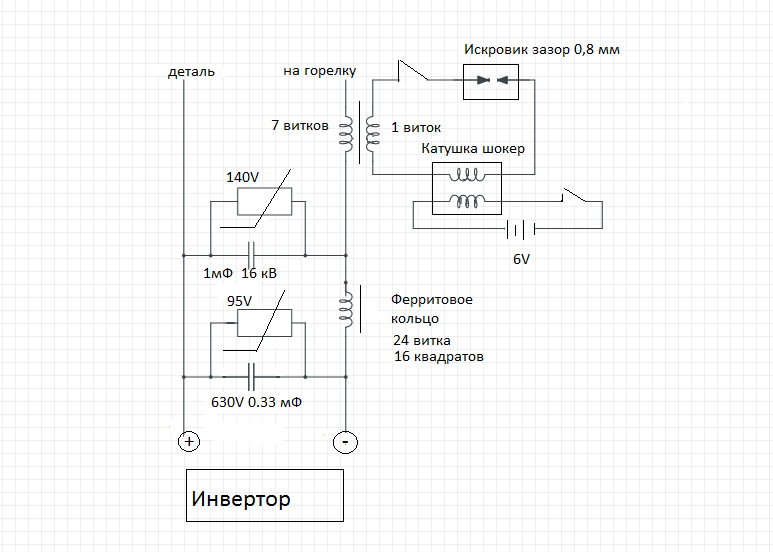 Схема изготовления сварочного осциллятора
Схема изготовления сварочного осциллятора
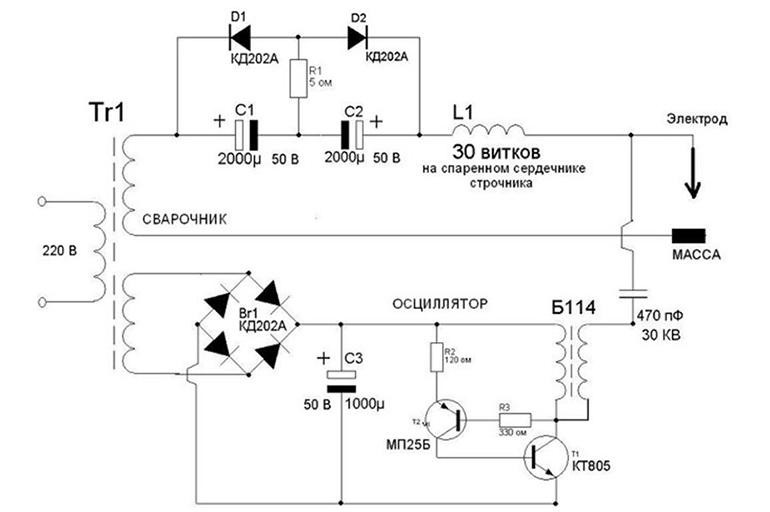
Устройство базируется на входном повышающем трансформаторе. Вместо нее умельцы используют катушку зажигания. Этот узел необходим для преобразования низковольтного напряжения, поступающего от аккумулятора, в высоковольтное. Автомобильная катушка способна создавать напряжение до 400 В. За счет этого генерируется электроимпульс на свече. Вторая катушка выполняет функцию фильтра, защищает от вероятных значительных колебаний тока.
https://youtube.com/watch?v=iXr1nkfbTmI
Изготовление осциллятора, предназначенного для ручной или аргонной сварки, предусматривает формирование печатной платы своими руками. Обычно блоки располагаются следующим образом:
- посередине размещают колебательный контур, отсеивающий низкочастотный ток;
- в левой части – повышающий трансформатор, преобразующий стандартное электропитание с высокочастотный ток; устанавливают предохранители, монтируют блок управления;
- справа – индуктивную катушку, лучше сделать сдвоенный вариант, тогда контур будет работать стабильно.
Конденсатор должен иметь двойной запас по напряжению. Для первого контура оптимальный параметр – 500 В (выбирают емкость 0,3 мФ), для второго – 4 кВ (конденсатор 1 микрофарад).
При выборе варистора следует учитывать, что нужна обмотка для второго касакада с показателями 150 вольт, для первого достаточно 100.
Катушки индуктивности можно изготовить самостоятельно. Это – обмотанные проволокой (диаметр до 2 мм) стержни из ферромагнитного сплава. На первой делают 7 витков, на второй только 6 (это фильтр, сглаживающий амплитудные скачки).
Трудности возникают при изготовлении разрядника. Он формирует мощную искру, является частью колебательного контура. Лучше найти готовый узел. Собранную плату размещают в корпусе, защищающим детали от пыли. Желательно предусмотреть охлаждающий вентилятор.
После сборки осциллятор для сварки необходимо проверить. Один контакт выводится на зажим, другой к держателю или сварочной горелке. Правильно собранный сварочный осциллятор своими руками будет работать долго, самоделки служат порой дольше заводских аналогов.
https://youtube.com/watch?v=iajyZORIFMs
Осциллятор для инвертора
Качество сварки цветных металлов, нержавеющей стали и других, тяжело свариваемых материалов, во многом зависит от стабильности параметров сварочной дуги. Для обеспечения этой стабильности к стандартному сварочному аппарату, в том числе и инвертору, подключают параллельно дополнительные электронные устройства, называемые осцилляторами. Осциллятор для инвертора предназначен для непосредственного возбуждения электрической дуги в сварочном аппарате и поддержания её стабильных параметров во время всего процесса работы. Одним из существенных достоинств подобных устройств является возможность создания сварочной дуги без непосредственного контакта электрода с поверхностью свариваемых деталей. Эта возможность реализуется за счёт сложения двух токов от различных источников. На свой ток, формируемый сварочным аппаратом, накладывается ток, который формируется в осцилляторе.
Это позволяет получить следующие преимущества:
- создать условия дистанционного поджига (то есть без непосредственного контакта с поверхностью детали);
- обеспечить требуемые параметры сварки. Стабильность сварочной дуги гарантирует устойчивость дуги даже в случае непроизвольного изменения расстояния между концом электрода и поверхностью детали;
- обеспечить надёжность сварки в неблагоприятных атмосферных условиях;
- применение широкого ассортимента электродов;
Такой тандем широко применяется при ручной сварке, полуавтоматической и автоматической сварке. Сварочные осцилляторы применяются в промышленных сварочных аппаратах (сварочных линиях, сварочных постов), и в сварочных аппаратах бытового назначения. Их применение допустимо в различных условиях сварки, в том числе и при сварке с применением инертных газов.
Принцип работы
Осциллятор предназначен для бесконтактного розжига сварочной электрической дуги и поддержания ее стабильности в процессе дальнейшей работы. Прибор является дополнением к используемому , и может располагаться в одном корпусе с ним. Можно сделать осциллятор для сварки своими руками, и подключить его отдельно, улучая условия работы.
Основная идея применения осциллятора заключается в следующем. На электрод обычного сварочного аппарата поверх номинального напряжения сварки накладываются импульсы повышенного напряжения и частоты.
Амплитуда импульсов достигает 3000 – 6000 Вольт, частота – от 150 до 500 кГц. Эти высокочастотные импульсы имеют очень малую длительность, мощность сигнала составляет 200 – 300 Ватт.
Такая мощность импульсов слишком мала, чтобы они могли служить генератором сварочного тока, их роль заключается в кратковременном электрическом пробое воздушного промежутка.
 Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Работает осциллятор следующим образом. Сварщик приближает кончик электрода к свариваемой заготовке на расстояние около 5 мм.
Нажимает кнопку, которая обычно располагается в удобном месте держателя электрода (или горелки, как называют держатель электрода в аргонодуговых аппаратах), запуская осциллятор.
Электрические импульсы высокой частоты напряжением несколько киловольт мгновенно ионизируют воздушный промежуток, который при этом пробивается тонким разрядом. Поскольку ионизированный воздух становится электропроводящим, по нему начинает протекать сварочный ток основного аппарата, то есть, загорается полноценная сварочная дуга.
Далее в процессе работы импульсы, генерируемые осциллятором, поддерживают горение основной сварочной дуги в моменты, когда возникают предпосылки для ее гашения.
Например, ошибочное движение руки сварщика, случайно увеличившее воздушный промежуток, не приводит к немедленному гашению дуги, и процесс может продолжаться.
Какие бывают сварочные осцилляторы
Сварочный осциллятор не является основным устройством для проведения сварочных работ. Использовать его самостоятельно не представляется возможным, так как он не обладает большой мощностью, способной расплавлять и соединять металлы. Основная его функция – зажечь дугу без прикосновения электрода к рабочей поверхности, и далее поддерживать ее стабильное состояние.
Такой эффект возможен благодаря генерации прибором высокочастотного высоковольтного напряжения, способного осуществлять пробой воздушного промежутка между электродом и металлом. По мостику этого пробоя уже начинает течь основной сварной ток. Различают такие типы сварочных осцилляторов:
- Аппарат с непрерывным режимом действия;
- Аппарат с питанием импульсным режимом;
- Аппарат с накопительными конденсаторами.
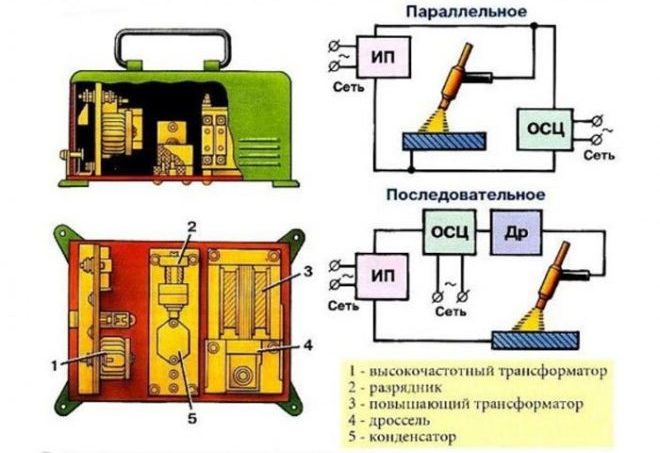 Схема сварочного осциллятора
Схема сварочного осциллятора
Осциллятор непрерывного действия
Прибор такого типа выдает ток, частота которого доходит до 250 кГц, и амплитуда напряжения может достигать 6 киловольт. Это электричество дополнительно накладывается на основной ток сварки, дуга мгновенно зажигается на расстоянии от заготовки и держится стабильно при любых амплитудных значениях силы основного тока за счет высокой частоты. Ток сварочного осциллятора не представляет реальной угрозы для оператора, так как мощностью обладает небольшой.
Схема включения прибора в общую сеть со сварочным аппаратом может быть выполнена параллельно и последовательно. Последовательное включение более целесообразно. Здесь не нужно применять дополнительную защиту устройства по высокому напряжению.
Осциллятор импульсный
Конструкция осциллятора этого типа удобна в использовании, если сварка осуществляется током переменного значения. Оборудование способно удержать дугу в момент перехода полярности электричества, что наблюдается постоянно. Схема осциллятора непрерывного действия в этом смысле проигрывает. Импульсный прибор также без физического контакта зажигает дугу в первоначальный момент времени.
Осциллятор с накопительными конденсаторами
Прибор, в схеме которого имеются накопительные конденсаторы, работает по режиму заряд-разряд. Для насыщения конденсаторов используется специальный зарядный модуль. В первоначальный момент времени заряженные конденсаторы отдают энергию дуге и, отключаясь от схемы разряда, соединяются с зарядным модулем. При угрозе срыва дуги синхронизирующий модуль вновь переключает разрядники на рабочую линию сварочного аппарата.
https://youtube.com/watch?v=JHBWh8jdEoI
Принцип работы осциллятора
При сварках где участвуют цветные металлы обычно применяют аргонодуговые аппараты, в которых вольфрамовые электроды подплавливают края и создают своеобразную ванну. Алюминиевый материал и нержавеющую сталь сшивают, когда источником напряжения и тока является инвертор.
В любых случаях наблюдается одна и та же проблема — первоначальное разжигание дуги. При работе с цветными металлами постукивают электродом по поверхности, в результате чего образуются трещины и следы, которые требуют дальнейшей обработки. Осциллятор — это то, что нужно для аргонной сварки.
Сборка этих приборов может быть разная, но все они необходимы для возбуждения сварочной дуги между электродом и изделием на расстоянии около пяти миллиметров. Осциллятор размещают между источником тока и горелкой с электродом из вольфрама.
Принцип работы заключается в изменении входящего напряжения в высокочастотные короткие импульсы. Эти импульсы суммируются со сварочным током и принимают активное участие в розжиге. Можно собрать такой осциллятор для инвертора своими руками.
Эти устройства могут питаться от переменного или постоянного тока и повышают как значение напряжения, так и частоту электротока. Если на вход прибора подать напряжение 220В с частотой тока в 50 Герц, то на выходе получится напряжение от 2500 до 3000В при частоте от 150 000 до 300 000 Герц. Полученные импульсы имеют продолжительность десятков микросекунд.
https://youtube.com/watch?v=UnxBuc9IPUg
https://youtube.com/watch?v=cIsquGAaMnk
Схемы для осциллятора
Способ подключения и виды компонентов оборудования зависят от того, в сочетании с каким аппаратом будет использоваться блок.
Управление с плазморезом
Для выработки плазмы в резаке требуется напряжение 20000 В. Поэтому конструкцию прибора дополняют искровым осциллятором.
На чертеже вспомогательного устройства обязательно отображаются такие компоненты:
- Кнопка запуска (S3). Включает блок питания плазмореза, обеспечивая подачу электричества в цепь осциллятора.
- Конденсатор (C5). От этой детали зависит длительность выдаваемого импульса.
- Тиристоры (T7, T8). После их закрытия питание осциллятора приостанавливается, дуга становится стабильной.
В сочетании с аргонодуговой сваркой
В этом случае рекомендуется собирать осциллятор непрерывного действия. К электрической сети он подключается через трансформатор. Для сборки схемы не потребуются дорогие детали и сложные действия. Затруднения могут возникать только на этапе установки тиристоров. Их выбирают опытным путем, оценивая стабильность горения дуги.
Используют и более простые чертежи осцилляторов, не включающие тиристоров. Собрать устройство по такому чертежу можно, обладая минимальными знаниями электротехники.
Для инверторного устройства
Осциллятор для инвертора устанавливают между держателем электродов и выпрямителем.
Схема блока включает следующие компоненты:
- выпрямитель напряжения;
- средство зарядки конденсаторов;
- блок питания;
- модуль, вырабатывающий импульс;
- управляющий;
- клапан впуска газа;
- трансформатор повышающего типа;
- вольтметр.
Для работы с алюминием
При сварке этого металла соблюдают особые условия. Получать и удерживать мощную дугу в этом случае сложно. Поэтому сварочный аппарат дополняют осциллятором, превращающим низкочастотный переменный ток в высокочастотный. Компонент вводится в цепь параллельно инвертору или после него.
Похожие записи:
 Батарейки типа ааа как популярный элемент питания, их отличия от традиционных пальчиковых
Батарейки типа ааа как популярный элемент питания, их отличия от традиционных пальчиковых
 Лампы ваз 2114: с каким цоколем стоят в фарах дальнего и ближнего света
Лампы ваз 2114: с каким цоколем стоят в фарах дальнего и ближнего света
 Как правильно подключать люминесцентную лампу
Как правильно подключать люминесцентную лампу
 Сечение медного провода по току для предохранителя. расчет плавных вставок предохранителей. пример расчета
Сечение медного провода по току для предохранителя. расчет плавных вставок предохранителей. пример расчета
 137-управление светодиодным rgb-светильником (изменения параметров цвета) средствами микроконтроллера
137-управление светодиодным rgb-светильником (изменения параметров цвета) средствами микроконтроллера
 Выключатель с дистанционным управлением 220 подключение
Выключатель с дистанционным управлением 220 подключение