Вынужденное излучение
История создания лазера берет свое начало в далеких 20-х прошлого столетия. Именно тогда формировался новый раздел физики – квантовая электроника. Открытие физических принципов квантовой электроники считается одним из самых выдающихся достижений науки прошлого века, а вершиной этого достижения, безусловно, является создание лазера.
Макс Планк, 1919 год
Итак, фундаментом стало открытие немецким физиком Максом Планком элементарной порции энергии – кванта, за что он был удостоен Нобелевской премии. Планк совершил настоящую революцию в физике, вдохновил на новые открытия знаменитых ученых того времени, в числе которых был и Альберт Эйнштейн. Именно теория вынужденного (или индуцированного) излучения, которую Эйнштейн сформулировал в 1917 году, спустя несколько десятилетий стала основой для создания первого лазера. Тогда он, по сути, допускал возможность «заставить» электроны излучать свет определенной длины волны одновременно, а для этого придумать некий управляемый электромагнитный излучатель.
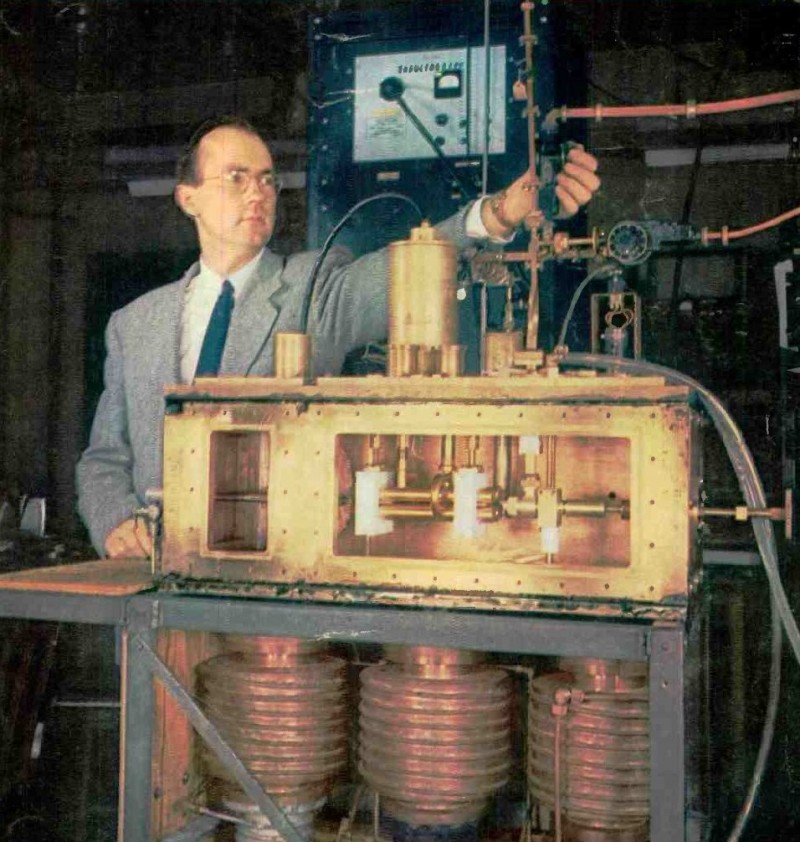
Чарльз Таунс со своим первым «МАЗЕРом»
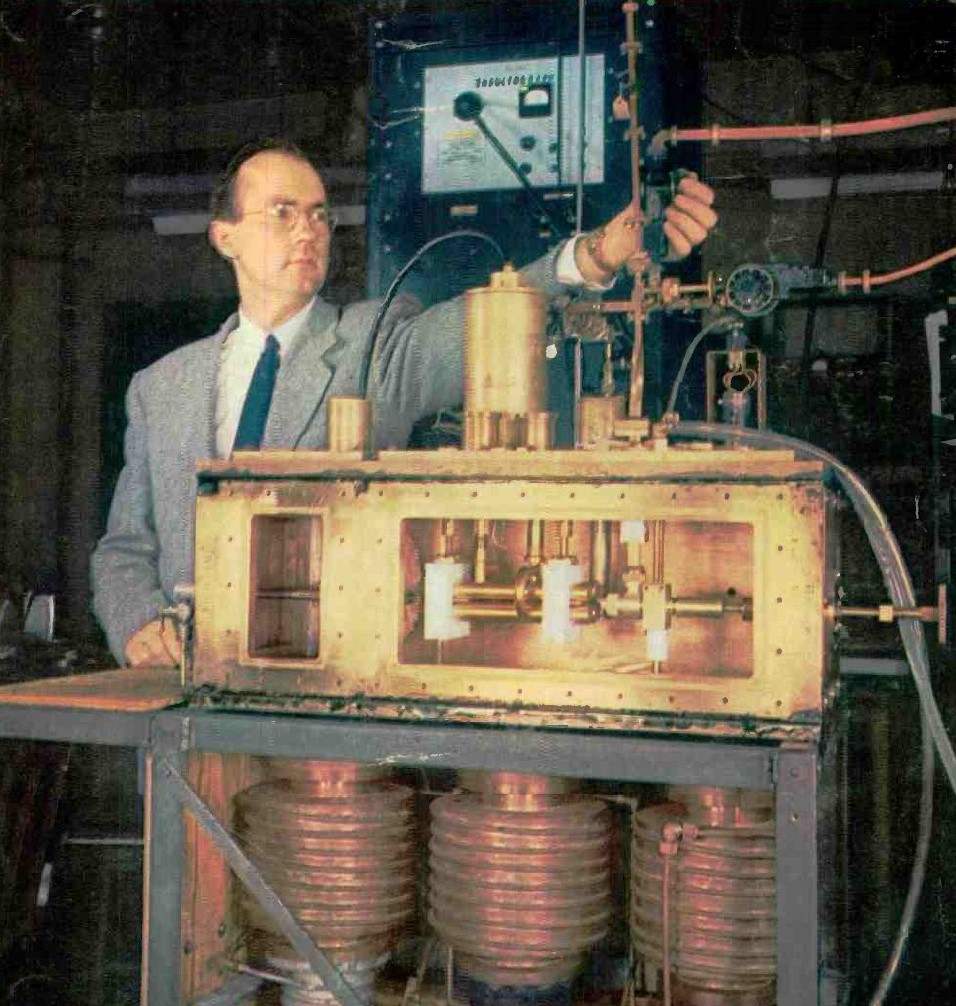
В 1951 году профессор Колумбийского университета Чарльз Таунс решается воплотить теорию вынужденного излучения на практике и создать такой прибор. В 1954 году он представляет первый в мире реально работающий лазер. Правда, тогда он назывался «мазер» – от английского Microwave Amplification by Stimulated Emission of Radiation, что в переводе означает «усиление микроволн с помощью вынужденного излучения».
Промышленность.
- Поверхностная лазерная обработка.
- Лазерная термообработка (лазерная закалка, лазерный отжиг, лазерный отпуск, лазерная очистка, в том числе лазерная дезактивация, лазерное оплавление, оплавление для улучшения качества поверхности, аморфизация) .
- Получение поверхностных покрытий (лазерное легирование, лазерная наплавка, вакуумно-лазерное напыление) .
- Ударное воздействие (ударное упрочнение, инициирование физико-химических процессов).
- Инициирование поверхностных химических реакций. Лазерная сварка .
- Лазерное разделение материалов (лазерная резка, газолазерная резка, термораскалывание, скрайбирование).
- Лазерная размерная обработка (лазерная маркировка и гравировка, лазерная обработка отверстий).
- Фотолитография.
- Экологический мониторинг . В промышленности лазерные технологии также получили широкое приме-нение. Сейчас уже не представляется производство таких приборов как дальномер, лидар, нивелир без использования лазерного излучения. Все больше при-меняются инфракрасные лазеры в тяжелой промышленности.
Неодимовый Nd YAG лазер Limax 120
Компания KLS Martin (Германия) выпустила новый хирургический неодимовый Nd YAG лазер Limax 120 с длиной волны 1318 нанометров, обладающий уникальными свойствами:
десятикратное увеличение поглощения в воде;
идеальное сочетание режущих, коагулирующих и герметизирующих свойств при воздействии на паренхиматозную ткань, что особенно важно при вмешательствах на паренхиме легкого;
надежный контроль кровотечения и потери воздуха;
сохранение диаметра светового пучка при изменении мощности (в отличие от лазеров с прямым диодом), что позволяет проводить операции при постоянном излучении на мощности до 120 Вт;
возможность использования световодов сверхмалого диаметра (260 мкм);
интуитивно понятный интерфейс экрана позволяет легко управлять установкой;
полный набор принадлежностей;
продуманный дизайн;
компактность;
мобильность;
минимум ухода.
Дополнительно в корпус лазера интегрированы эвакуатор дыма и газовый блок.
Стоимость лазерной резки металла в Москве
Лазерная резка конструкционной стали.
Материал хорошо подходит для обработки лазером. Срез получается ровным и точным, не имеющим шероховатостей, зазубрин и прочих дефектов. Лазерная резка стали позволяет ускорить процесс изготовления деталей в несколько раз.
| Конструкционная сталь | |||||
| Толщина, мм | До 100 м | 101-500 м | от 500 м | От 3000 | Цена врезки |
| 0,8 | 31 | 21 | 17 | 12 | 0,5 |
| 1 | 31 | 21 | 17 | 13 | 0,5 |
| 1,5 | 32 | 23 | 20 | 14 | 0,5 |
| 2 | 35 | 25 | 20 | 15 | 1 |
| 2,5 | 38 | 28 | 21 | 18 | 1 |
| 3 | 61 | 50 | 38 | 20 | 1 |
| 4 | 72 | 58 | 50 | 25 | 2 |
| 5 | 88 | 68 | 58 | 30 | 2 |
| 6 | 110 | 78 | 70 | 35 | 2 |
| 8 | 155 | 100 | 90 | 70 | 3 |
| 10 | 200 | 170 | 125 | 80 | 5 |
| 12 | 245 | 190 | 150 | 100 | 5 |
Лазерная резка нержавейки.
Лазерная резка нержавейки тем эффективнее, чем тоньше лист. С увеличением толщины производится существенный рост количества энергии, необходимой для качественного реза, поэтому пропорционально возрастает стоимость.
| Нержавеющая сталь | |||||
| Толщина, мм | До 100 м | 101-500 м | от 500 м | От 3000 | Цена врезки |
| 0,8 | 40 | 37 | 35 | 20 | 1 |
| 1 | 43 | 38 | 35 | 20 | 1 |
| 1,5 | 46 | 42 | 37 | 27 | 1 |
| 2 | 66 | 59 | 51 | 38 | 1 |
| 3 | 110 | 88 | 57 | 49 | 2 |
| 4 | 150 | 120 | 85 | 66 | 2 |
| 5 | 225 | 185 | 155 | 83 | 4 |
| 6 | 285 | 235 | 210 | 125 | 4 |
Лазерная резка меди и латуни.
Популярный цветной металл и сплав на его основе ведут себя практически одинаково. Лазерная резка латуни и меди происходит по такому же принципу, как у алюминия. Помимо этого, материалы способны поглощать еще большее количество тепла, что дополнительно затрудняет резку и требует больше количество энергии.
| Латунь | |||||
| Толщина, мм | До 100 м | 101-500 м | от 500 м | От 3000 | Цена врезки |
| 0,5 | 40 | 38 | 30 | 22 | 1 |
| 0,8 | 40 | 38 | 30 | 22 | 1 |
| 1 | 45 | 40 | 33 | 24 | 1 |
| 1,5 | 60 | 60 | 57 | 40 | 1 |
| 2 | 80 | 80 | 70 | 55 | 1 |
| 3 | 90 | 85 | 80 | 70 | 2 |
Лазерная резка аллюминия.
Лазерная резка алюминия осложняется тем, что металл способен к идеальной теплоотдаче и имеет высокий отражательный коэффициент. Это значительно затрудняет процесс лазерной резки, что требует более качественное оборудование и мастерство оператора. Во время произведения работ требуется использование дополнительных газов, повышающих качество процесса и помогающих выведению от места резки частиц расплавленного вещества.
| Аллюминий | |||||
| Толщина, мм | До 100 м | 101-500 м | от 500 м | От 3000 | Цена врезки |
| 1 | 35 | 30 | 22 | 15 | 1 |
| 1,5 | 37 | 33 | 24 | 17 | 1 |
| 2 | 40 | 37 | 27 | 20 | 1 |
| 3 | 100 | 90 | 62 | 45 | 2 |
| 4 | 170 | 150 | 115 | 60 | 2 |
| 5 | 270 | 200 | 185 | 80 | 4 |
Лазерная резка титана.
Легкий, но мягкий металл хорошо воспринимает концентрацию тепловой энергии. При его обработке всегда есть возможность увеличения скорости процесса при помощи добавления кислорода
Делается это осторожно, чтобы не спровоцировать активное окисление. Однако сам кислород и удаляет все отходы мощной газовой струей
Все виды перечисленных металлов активно используются в разных областях промышленности. Помимо них лазерной обработке можно подвергать другие металлы и натуральные или искусственные неметаллические материалы.
Оптическая система с осевыми пучками в портальных, планшетных и роботизированных лазерных технологических установках
В портальных, планшетных и роботизированных ЛТУ позиционирование пучок/объект осуществляется перемещением обрабатываемого объекта относительно неподвижной ОС, либо перемещением оптической головки относительно неподвижного объекта. В таких ОС пучок распространяется по/вблизи оптической оси (рис. 1). ОС твердотельных и газовых лазеров состоит из расширите
ля пучка с увеличением m, обеспечивающего его необхо
димый размер для получения заданной выходной аперту
ры, и фокусирующего объектива, рис. 1а. В случае, когда пространственные характеристики входного пучка имеют сильную асимметрию, система предваряется компенсатором (на рисунке не показан). В ОС ЛТУ с волоконными лазерами функции расширителя пучка выполняет коллиматор, рис. 1б. В силу очевидных соображений стараются минимизировать размер пучка в зоне обработки, чтобы получить требуемую яркость при минимальной мощности лазерного источника.
Конфигурации на рис. 1а и 1б дают универсальность и гибкость, допуская использование различных объективов и коллиматоров без изменения конструкции оконечного устройства ЛТУ. Параллельный ход лучей дает возможность размещения любых зеркал и дихроичных элементов, необходимых для излома оптической оси, мониторинга процесса, введения излучения других источников. Более простое, но лишенное универсальности решение представляет собой система без параллельного хода пучка, рис. 1в. Сложность конструкции ОС, работающих с осевым пучком, определяется суммой всех числовых апертур.
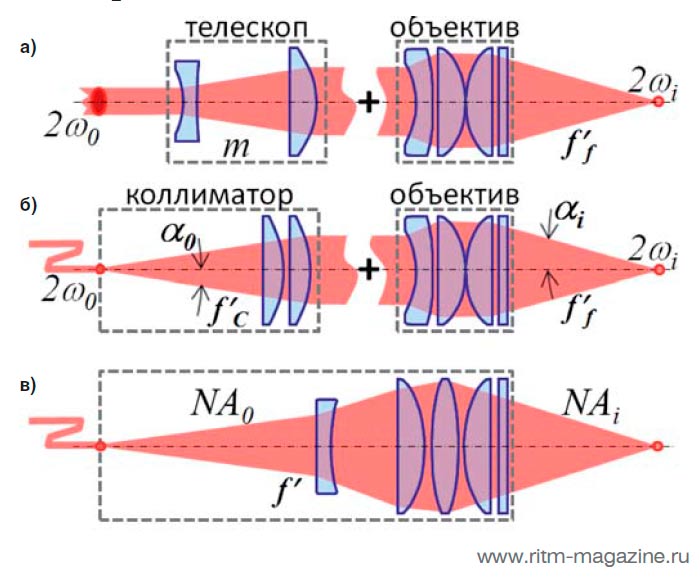
рис.1 Схемотехника оптичнской системы с осевыми пучками
Устранение растяжек лазером
В «А Клинике» растяжки (то есть разрыв дермы вследствие растяжения кожи) удаляются при помощи американского лазера Фраксель (Fraxel) и итальянской технологии Дермального радиоволнового оптического термолиза (DROT-терапия).
Фраксель ( Fraxel) способен разрушать рубцовую ткань на глубине до 1,5 мм и стимулировать на этом месте рост нормальной ткани. При этом поверхность кожи не затрагивается. Лазер Фраксель безопасно удаляет растяжки на любых участках тела, в том числе на груди и на внутренней поверхности бедер.
ДРОТгенерирует микротермальные зоны повреждения, разрушающие рубцовую ткань. На участках, подвергнутых фракционному воздействию, запускаются процессы регенерации, формируется новая здоровая ткань без эстетических дефектов. Количество сеансов, необходимых для улучшения рельефа кожи, определяется индивидуально в зависимости от состояния кожи пациента.
Виды оборудования для лазерной резки
Резка металла лазером проводится с помощью специальных установок, которые бывают трех типов:
- Твердотельные аппараты. Устройства для лазерной резки малой мощности. Состоят из рубинового стержня, лампы накачки. Модели могут работать импульсами или в постоянном режиме.
- Газовое оборудование. Газ нагревается до высоких температур под воздействием электрического тока. Раскалённые частицы испускают свет, который фокусируется линзами на рабочую поверхность.
- Газодинамические установки. Газ нагревается до критических температур — свыше 3-х тысяч градусов. Далее раскалённый газ пропускается на высокой скорости через сопло, проходит процесс охлаждения. Высокая мощность таких аппаратов делает их нерентабельными при редком использовании.

Оборудование для лазерной резки
Лазерная эпиляция, типы
Процедура эта популярна, и наиболее известна, применяется она давно для удаления волос. Эффективность процедуры максимальная только в том случае, когда длина волос более 2-3 мм. Применяются разные типы лазеров:
- рубиновый;
- александритовый;
- диодный;
- неодимовый.
Луч лазера проникает непосредственно внутрь фолликула волоса, разрушая его. После применения нескольких сеансов волосы вообще не растут на нужном участке или существенно снижается интенсивность. Уход после сеансов достаточно простой – несколько дней не желательно загорать и долго находиться под воздействием прямых солнечных лучей. Незначительное покраснение кожи проходит уже через 2–3 часа. Вы можете лазерный эпилятор купить в москве.
Противопоказана лазерная эпиляция:
- при беременности,
- сахарном диабете,
- кожных заболеваниях,
- людям, не достигшим 16 лет.
Удаления сосудов
Благодаря воздействию лазера стенки сосуда срастаются. Становится незаметным капилляр, потому что рассасывается. Используется специальный краситель и сосудистый лазер. В отличие от хирургических операций, после такого метода не остаются рубцы, он совершенно безболезненный.
Решаются такие проблемы, как сосудистая опухоль или капиллярная сетка. Процедура эффективная в отношении мелких капилляров.
Шлифовка лазером
Благодаря лазерной шлифовке удается коже возвратить молодость. Верхний слой кожи снимается благодаря воздействию углекислотного лазера. Процесс не очень приятный, к тому же рубцевание кожи проходит на протяжении около 6 месяцев. Появляется новая молодая кожа, на ней отсутствуют морщины. Эффект от данной процедуры сохраняется на 5–7 лет.
Проводится лазерная шлифовка под наркозом из-за болезненности. Возможны серьезные осложнения (остаются рубцы), если процедуру проводят не профессионалы или при наличии определенных заболеваний, не соблюдении технологий. К проведению лазерной шлифовки подходят обдуманно, после диагностики здоровья и состояния кожи.
Лазерное удаление татуировок
Лазером удаляются темные татуировки – синего и черного цвета. Если татуировка светлая или цветная, то вывести ее помогут мощные лазеры удаления татуировок. Возможны и осложнения после удаления, в виде рубцов или волдырей. Иногда после удаления татуировок лазером остаются пятна
Читать больше на http://expert.ru/2019/02/12/sekretyi-sovremennoj-lazernoj-kosmetologii/
Экспериментальная часть
Обработка образцов синтетических и смешенных материалов была проведена на экспериментальной опытно-промышленной установке — лазерном гравере «LWG — 1490».
В процессе лазерной гравировки, с учетом особенностей метода обработки, на краях гравируемого изображения могут возникать оплавления, как побочный эффект перегревания материала. Этот эффект может в дальнейшем быть устранен за счет уменьшения температуры и длительности воздействия луча на материал, что реализуется путем уменьшения мощности станка, увеличением скорости гравировки.
Экспериментальным путем определены технические режимы гравировки синтетических и смешенных тканей, которые представлены такими показателями как мощность, скорость, площадь обработки.
В таблице 1 представлены параметры лазерной гравировки поверхности различных видов
синтетических материалов. Площадь рисунка наносимой гравировки составляет 50 х 50 мм.
На рисунке 1 представлен опытный образец синтетического материала, поверхность которого обработана лазерной гравировкой.
При обработке образцов искусственной кожи, заданными параметрами лазерной резки, необходимо учитывать скорость и точность производимых работ (узкий рез и создание отверстий диаметром от 0,5 мм), минимальную зону термического влияния.
В таблице 2 представлены параметры лазерной перфорации искусственных кож. Площадь рисунка перфорации составляет 50 х 50 мм.
На рисунке 2 представлен опытный образец лазерной перфорации искусственной кожи.
Рис. 1 — Опытный образец синтетического материала с нанесением лазерной гравировки
Таблица 2 — Подбор технических режимов лазерной перфорации искусственной кожи
Название ткани, состав Параметры перфорации
Искусственная кожа на коттоне Состав: 100% п/э Скорость перфорации, мм/с 100
Мощность, ВТ 60
Мощность излучателя, ВТ 60
Температура воды, □ С 16 □
Высота головки лазера относительно поверхности стола, мм 37
Время перфорации, с 5,3
Искусственная кожа на трикотажной основе Состав: 100% п/э Скорость перфорации, мм/с 100
Мощность, ВТ 26
Мощность излучателя, ВТ 24
Температура воды, □ С 20 □
Высота головки лазера относительно поверхности стола, мм 37
Время перфорации, с 5,3
Рис. 2 — Опытный образец искусственной кожи с нанесением лазерной перфорации
Семинары и конференции по лазерной тематике, организованные и проведенные при участии специалистов «ЛАЗЕРНОГО ЦЕНТРА»:
- Конференция: «Опыт взаимодействия промышленных предприятий в области лазерных технологий с образовательными учреждениями».
-
Специализированный семинар «Внедрение передовых лазерных технологий и оборудования в промышленность»
в рамках 16-ой международной конференции «Оптика лазеров» и 7 –го международного конгресса по мощным волоконным лазерам
- Применение в Центрах инновационного молодежного творчества профессионального лазерного оборудования и технологий (технопарк Идея, Казань)
- Семинар «Приоритетные направлениям развития фотоники» (Сколково)
- Конференция «Лазерные технологии обработки материалов в промышленности»
- Семинар: «Новые лазерные технологии обработки материалов» на международной специализированной выставке Фотоника
- Семинар «Промышленное применение волоконных лазеров».
- Конференция «Новые лазерные технологии обработки материалов».
- Конференция «Специальные лазерные и оптические технологии».
- Vl конференция метрологов РОСАТОМА «Обеспечение единства измерений в области использования атомной энергии»
- Техническая конференция по лазерным технологиям.
- Конференция «Фотоника — универсальный инструмент двойного назначения»
Перспективы трудоустройства по профессии
Такой специалист может рассчитывать на увлекательную карьеру в научно-исследовательском институте, вузе, производственной сфере. Также бывший студент может найти работу в тех отраслях, где эксплуатируется современная техника на основе лазеров. Кто-то начинает карьеру в родном вузе, где устраивается лаборантом, занимающимся изучением проблематики этой сферы.
Кем работает профессионал по лазерам:
- инженер-конструктор;
- технолог;
- математик;
- программист;
- научный сотрудник;
- оператор лазерных установок;
- радиофизик;
- светотехник.
Уровень зарплат для этой отрасли достаточно высок даже на стартовом этапе. Выпускники вузов Москвы могут рассчитывать на оплату от 25 тысяч в российских рублях. Однако после получения опыта специалист уже получает больше: в пределах 40-80 тыс. Между прочим, у отечественного студента достаточно высоки шансы на трудоустройство в заграничные исследовательские институты. Там уже уровень заработной платы принципиально иной.
Металлографика
Цветная печать по металлу. Технология позволяет переносить чёрно-белое и цветное изображение на металлические пластины из анодированного алюминия.
Технология металлографики включает следующие шаги:
- Необходимо подготовить компьютерный макет;
- Распечатать компьютерный макет на специальном принтере и на специальной бумаге;
- Распечатанный лист кладется на лист металла, который покрыт полиэстерным слоем и все вместе помещается под пресс, где под высокой температурой происходит термоперенос изображения с листа бумаги на металл. При этом чернила, переходя в газообразное состояние, проникают в толщу разогретого полимера. При охлаждении изображение оказывается внутри полиэстерного слоя.
Особенности обработки различных видов металла лазером
1. Лазерная обработка алюминия.
Алюминиевые заготовки обрабатываются по заданному автоматизированному шаблону. На начальном этапе в программу загружаются исходные данные – электронные чертежи будущей детали. К выполнению этого процесса не привлекаются узкие специалисты. С помощью компьютера рассчитывается наиболее рациональное расположение формы детали на металлическом листе. Процент излишков сведен к минимуму.
Резка стали и деревообработка являются наиболее востребованными технологиями в промышленном производстве.
В сфокусированную на заготовке точку вместе с лазерным лучом подается поток воздуха, который увеличивает энергию излучения, удаляет продукты плавления и шлаки.
Алюминий – мягкий материал, обладающий высокой теплопроводностью. Он быстро поглощает тепловую энергию лазера. Для многих небольших производственных цехов это свойство металла является проблемой, так как для работы с ним необходим мощный лазер.
Особенности обработки алюминия лазером:
- невысокая производственная скорость, так как высокоскоростные установки не обеспечивают необходимый контроль деформации заготовки;
- отсутствует прямой контакт с материалом в процессе всей операции, лазерный луч прожигает поверхность алюминиевого листа;
- продувная зона обеспечивает полную очистку контура;
- при правильно загруженном чертеже автоматизированная установка позволяет изготовить детали самой сложной формы;
- при работе с алюминием ошибки исключены, система ЧПУ полностью контролирует весь технологический процесс.
При обработке мягкого металла лазером к крепежным элементам предъявляются особые требования, это особенно актуально для устаревших лазерных установок. Для лазерной резки не требуется закрепление заготовок – деталь кладется на координатный стол, а лазерная установка автоматически выполняет все операции в соответствии с введенными данными, загруженными электронным чертежом.
2. Обработка нержавеющей стали.
Нержавеющая сталь обладает высокой сопротивляемостью к любому виду физического и энергетического воздействия. Поэтому обработка этого сплава является непростым энергозатратным процессом.
Особенности обработки нержавеющей стали лазером:
- Раскрой материала осуществляется бесконтактным способом, в результате этого полностью исключается даже самая незначительная деформация деталей.
- Даже при высокой сопротивляемости материала отсутствует фактор погрешности.
- При лазерной резке листовой стали не образуются дефекты, такие как: заусеницы, отслоение краев, заусениц, деформация кромки края.
- Сокращение временных затрат, следовательно, и снижение стоимости выполнения работ.
- Показатель мощности лазерного оборудования не должен иметь каких-либо ограничений по толщине материала или заготовок. Раскрой любого стального листа осуществляется равномерно, в соответствии с электронным чертежом.
Основным преимуществом обработки нержавеющей стали лазером является высокое качество деталей и длительный период их эксплуатации.
Нержавеющая сталь устойчива к коррозии и процессам окисления. Лазер нисколько не снижает физические характеристики нержавеющих сплавов.
3. Обработка лазером меди и латуни.
Чтобы обеспечить правильный раскрой листов меди, необходимо выставить правильные параметры установки ЧПУ, именно от этого будет зависеть качество изготовленных деталей. Резка выполняется на низких скоростях и при максимальной мощности лазера. Несоблюдение технологических правил отразится на конечном результате – нарушится структурная целостность заготовки, произойдет деформация кромок.
Для лазерной резки латуни нет необходимости в особой настройке программы, достаточно выставить стандартные параметры ЧПУ. Лазерная технология гарантирует изготовление деталей высокого качества. В процессе обработки металла лазером не нарушаются физические свойства материала, исключается деформация изделий и образование дефектов. Подобную резку можно по праву назвать современной технологией ювелирной металлообработки.
Россия стала лидером в использовании этих лазеров, в том числе и для медицины.
Попутно заметим, что часть отечественных специалистов уехала за рубеж и, продолжая работать по специальности, внесла заметный вклад в разработку лазерной медицинской техники. Перечислим несколько наиболее известных. В.Лисоченко создал компанию «LIMO» («Лисоченко микрооптик»), занимающую одну из ведущих позиций в производстве полупроводниковых лазерных модулей, являющихся основной частью многих медицинских аппаратов, производимых в мире. Кроме этого заметный вклад в разработки различных компаний сделали (и кое-где продолжают делать) в США Б.Альтуллер (Palomar), Д.Бутусов (Biolase), В.Лемберг (Люменис) В.Артюшенко (Сеramoptec, Германия), В.Солодовников (Ritec, Израиль). Этими именами список не исчерпывается.
На основе полупроводниковых и волоконных лазеров удалось разработать медицинские аппараты для хирургии и силовой терапии с прекрасными эксплуатационными характеристиками: малыми габаритами, весом (около 10 кг) и энергопотреблением (порядка 100 Вт). Поскольку диодные и волоконные лазеры можно модулировать по питанию, с их помощью легко реализуются различные временные (непрерывный, импульсный и импульсно-периодический) режимы работы.
Изменение ситуации в клинике качественное. Раньше лазерная операционная организовывалась вокруг лазерной установки с ее мощным питанием и большими габаритами, дороговизна оборудования практически исключала возможность оснащения разными по характеру воздействия лазерами, аппараты требовали постоянного инженерного обслуживания.
C появлением современных портативных аппаратов стало возможным, например, разместить в одной эндоскопической стойке несколько недорогих аппаратов, по-разному воздействующих на биоткани. На рис.2 представлена фотография отечественной эндоскопической стойки «Сова» в комплектации с лазерным скальпелем ЛСП-«ИРЭ-Полюс» (указан стрелкой). Они надежны и просты в обслуживании. Наконец, аппараты на основе полупроводниковых и волоконных лазеров оказываются дешевле аналогов на основе твердотельных и газовых лазеров. К этому добавляется более низкая стоимость эксплуатации, связанная с исключением периодических профилактических работ.
Области применения лазерных установок
Лазерную медицину можно условно разделить на три основных раздела:
- лазерная диагностика;
- лазерная терапия;
- лазерная хирургия.
Лазер может быть применен для выполнения практически любой хирургической процедуры где нужно удалять, коагулировать, испарять ткань. Хирургические лазерные системы применяются в:
- открытой торакальной хирургии;
- открытой абдоминальной хирургии;
- эндоскопической хирургии легких, сердца, пищевода, кишечника и т. д.;
- сосудистой хирургии и пр.
Как показывает практика, наиболее частое применение лазерные медицинские приборы находят в:
- удалении доброкачественных опухолей и метастазов;
- прижигании (уплотнении) кровеносных сосудов для уменьшения кровопотери;
- резекции органов брюшной полости;
- лечении стенозов;
- герметизации лимфатических сосудов для уменьшения опухоли;
- открытых биопсиях печени, почках, селезенки, легких.;
- выпаривании патогенных тканей;
- удаление миндалин у детей;
- удаление кожных доброкачественных новообразований;
- лечении окклюзий;
- пересадки волос и т.д.
Раскрой листов металла лазерным излучением
Лазерный раскрой листового металла считается очень точным. Работа выполняется в кратчайшие сроки, а результат выполнения высокий.
Видео:
Тип металлического листа может быть любой. Единственное ограничение — слишком большая толщина материала.
Лазерным излучением можно не только разрезать лист, но и сделать гравировку.
Суть работы лазером
Лазерный луч аппарата фиксируется в заданных точках, в результате чего в этих точках повышается температура.
Весь процесс контролирует специальная программа, поэтому все действия лазера будут выверены очень точно.
Теплофизические свойства материалов не оказывают влияния на раскрой.
ВАЖНО ЗНАТЬ: Резка нержавеющей стали
Лазерный луч способен концентрировать большое количество энергии, которая способствует резке сплава.
Лазерный инструмент работает вместе с выделением газа на разрезаемый участок.
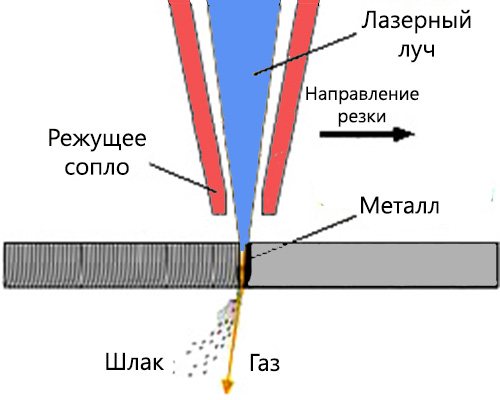
Лазерный луч нагревает определенные точки на листе, материал плавится, но по линии, где проходит разрез, сразу же испаряется.
На края заготовки подается специальный пар, который убирает продукты, образованные в результате воздействия лазером.
Лазерный принцип раскроя металла имеет массу преимуществ:
- такой метод обработке имеет доступную стоимость;
- лазер способен обработать металлы, которые имеют высокую твердость;
- благодаря высокой мощности и плотности лазерного луча, производительность работы аппарата очень высокая, при этом качество не теряется;
- скорость проведения операций достаточно высокая;
- при проведении разреза, инструмент не касается металла, поэтому таким способом можно разрезать хрупкий металл, который не поддается какой-либо другой обработке;
- заготовка может иметь разнообразные линии, программа способна справиться с фигурами любой сложности;
- заготовки на листе укладываются очень плотно друг к другу, благодаря чему себестоимость вырезанных деталей снижается;
- после того как детали разрезаны лазерным лучом, их не нужно дополнительно обрабатывать;
- лазерный инструмент легко управляем, поэтому раскрой может производиться по сложным контурам.
Рекомендации по работе с лазером
Раскрой металлов с помощью лазера нужно проводить только на качественном материале. Если на листе есть ржавчина, то стоит отказаться от такого вида обработки.
Края заготовок будут неровными. Кроме этого, материал не должен быть со значительными повреждениями, вмятинами.
Если на листе металла необходимо поместить большое количество деталей, стоит соблюдать расстояние между ними.
В зависимости от того, сколько контуров имеет заготовка, зависит стоимость разреза. Чтобы произвести какой-либо из контуров, лазер должен сделать врезку в лист аккуратно около самой линии.
ВАЖНО ЗНАТЬ: Продольная резка металла — станки, линии, агрегаты
Для этого программа затрачивает некоторое время, что влияет на стоимость работы.
Виды лазерной резки
Лазерная резка листового металла выполняются с помощью специальных аппаратов разных видов. Оборудование состоит из следующих элементов:
- Источника питания, который передаёт напряжение на рабочий привод.
- Генератора, который создаёт направленный поток.
- Ряда фокусирующих линз, которые усиливают, концентрируют излучение в одной точке.
Все элементы устанавливаются на рабочем столе с направляющими, шаговыми двигателями.
В зависимости от мощности выделяют три группы аппаратов:
- Твердотельные — до 6 кВт. Установки, на которых закрепляется рубин или другой кристалл для создания направленного потока энергии. Работают импульсами или постоянным излучением.
- Газовые — мощность от 6 до 20 кВт. Оборудование, для работы которого используют газовую смесь. Она нагревается под воздействием электрического тока.
- Газодинамические — от 20 до 100 кВт. Аппарат, работающий на основе углекислого газа. Отличаются высокой мощностью, небольшим расходом энергии.
Выбор зависит от целей мастера. Чем толще листы нужно разрезать, тем мощнее оборудование нужно выбирать.

Лазерная резка листового металла
Кем работать?
Студенты ВУЗовских факультетов «Лазерные технологии» получают базовую инженерную подготовку. Полученные теоретические и практические знания позволяют им в дальнейшем выбрать узкое направление и сосредоточиться на нем.
Несколько профессий, где могут реализовать свой потенциал дипломированные специалисты:
- инженер-проектировщик лазерной техники;
- инженер-конструктор;
- оптический техник;
- оператор лазерных систем;
- технолог;
- наладчик;
- научный сотрудник НИИ;
- радиофизик.

Начинающие специалисты часто устраиваются наладчиками или технологами, помощниками в научные лаборатории, набираются практического опыта и двигаются дальше в карьере.
Опытные инженеры востребованы в медицине и других сферах, непосредственно связанных с проектированием, внедрением и обслуживанием сложных приборов и установок на основе лазеров.
Немалая часть выпускников видит себя в науке. Они трудоустраиваются в НИИ, частные исследовательские центры, остаются на кафедрах университетов.
Оплата труда зависит от должности, опыта и направления работы. Наладчик без стажа получает 20-25 тысяч рублей. Инженер-конструктор или проектировщик – 40-80 тысяч (в Москве зарплата выше). Научные центры за рубежом предлагают перспективным сотрудникам оплату в 5-7 раз выше.
Есть так называемые «профессии будущего» — наиболее востребованные, с более высокой оплатой.
Как мазер стал лазером
Мазеры смогли совершить несколько значимых открытий: точно определили значение скорости света, в очередной раз подтвердили справедливость теории относительности и даже помогли обнаружить реликтовое излучение расширяющейся Вселенной. При всем этом мазеры оказались не при делах, когда речь шла о традиционной электронике. Действительно, на практике СВЧ-электронике мазеры ничем помочь не могли – прибор излучал на длине волны 1 см и генерировал мощность около 10 нВт.
Физики понимали, что квантовые генераторы должны перейти на оптический диапазон, то есть от усиления микроволн к усилению света, или другими словами – от мазера к лазеру (от английского Light Amplification by Stimulated Emission of Radiation – «усиление света посредством вынужденного излучения»).
В 1960 году американский физик Теодор Майман создает первый лазер. Это был импульсный рубиновый лазер, который состоял из кристалла рубина (сантиметром в диаметре и около двух в длину) с посеребренными торцами, а также лампы-вспышки.
Примерно через год первый лазер был запущен в СССР. Это произошло 2 июня 1961 года в ГОИ, старшим научным сотрудником Л.Д. Хазовым с участием И.М. Белоусовой. Все элементы лазера – рубин, покрытие на его торцах, лампы накачки – были созданы в ГОИ. После запуска лазера на рубине в институте началась интенсивная работа по созданию твердотельных и газовых лазеров. Уже в 1963 году была проведена первая в мире передача телевизионного сигнала по лучу гелий-неонового лазера через атмосферу.
Противопоказания к НИЛИ
Абсолютные:
- онкологические заболевания;
- беременность на всех сроках;
- доброкачественные новообразования со склонностью к росту;
- системные заболевания крови;
- заболевания внутренних органов в стадии декомпенсации;
- активный туберкулез;
- острые вирусные инфекции;
- острый и подострый периоды инсультов и инфарктов;
- непереносимость лазерного излучения.
Относительные:
- наличие в зоне воздействия корректирующих техник (инъекции ботулотоксина, мезонити, филеры, введенные не ранее 14–30 дней), что связано с уменьшением сроков действия последних;
- состояния и заболевания, осложнившиеся кровотечением (не ранее чем через 30–45 дней);
- период лактации.
В базовую комплектацию терапевтических лазеров входит аппарат, совмещенный с панелью управления (иногда в виде сенсорного дисплея), и манипула-излучатель. В комплект могут входить несколько излучателей, например с большой площадью рабочей поверхности для работы по телу и с малой площадью для работы по лицу, а также насадки для проведения различных процедур. Терапевтические лазеры обладают малыми габаритами, низким энергопотреблением и возможностью установки рабочего тела прямо в манипуле, без использования световодного инструмента для доставки излучения.
Услуги лазерной резки металла
Лазерной резкой называют особую технологию обработки изделий из металла с помощью направляющего лазерного луча. Луч фокусируется и направляется на металл компьютерной программой. С помощью этой технологии резки можно на промышленных производствах обрабатывать металлы любого типа и прочности, а также изготавливать и формировать заготовки даже со сложным геометрическим контуром. Процесс раскроя представляет собой разрезание металлоизделий, при этом получаются тончайшие резы. Во время операции материал изделия получает минимальную термическую обработку – поэтому практически не деформируется.
| Преимущества данного метода обработки: |
| высокая скорость раскроя |
| простота управления процессом |
| минимальная погрешность (до 0,05 мм) |
| отсутствие отклонений от прямой линии реза |
| качественная обработка углов |
| возможность создания отверстий с минимальным диаметром |
| минимальные затраты на серийное производство |
Газовые лазеры
Mодели с рабочим полем 735 x 436 мм. Позволяет гравировать и резать такие материалы как: пластик, бумага, кожа, дерево, резина, оргстекло, стекло, камень и т.д. Самая высокая скорость гравировки среди систем этого класса, достигаемая, в том числе, благодаря заложенным в конструкции оборудования большим ускорениям рабочей каретки.
Прецизионная точность позиционирования лазерного луча (25 мкм) и разрешение до 1000 dpi обеспечивается в любой точке рабочего поля, что гарантирует высочайшее качество изображений даже на максимальной скорости.
Данное оборудование оснащено специальной насадкой, которая позволяет наносить гравировку по цилиндрической окружности.
Как работает лазер?
Принцип работы лазера основан на явление вынужденного (индуцированного) излучения. Суть явления состоит в том, что возбуждённый атом способен излучить фотон под действием другого фотона без его поглощения, если энергия последнего равняется разности энергий уровней атома до и после излучения. При этом излучённый фотон когерентен фотону, вызвавшему излучение (является его «точной копией»). Таким образом происходит усиление света. Этим явление отличается от спонтанного излучения, в котором излучаемые фотоны имеют случайные направления распространения, поляризацию и фазу.