Планово-предупредительный ремонт — ППР
Планово-предупредительный ремонт – это совокупность мероприятий по поддержанию станка в рабочем состоянии с сохранением его технических характеристик на уровне, соответствующем указанному производителем в паспорте станка.
В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата, производятся:
- Технический уход – чистка, смазка, заливка и смена масел.
- Замена изношенных деталей и затупившихся резцов.
- Промывка всего станка или отдельных его узлов.
В план ТО по предупредительному ремонту должны быть включены:
- профилактические ремонты;
- текущие (малый и средний) ППР;
- капитальный ППР.
Межремонтное ТО
Соблюдение требований эксплуатации, заявленные производителем, относятся к:
- механизмам управления оборудованием;
- ограждениям рабочего места;
- поддержанию смазочных устройств и резервуаров в чистоте, контролю за их наполнением смазочными материалами.
- устранению мелких неполадок;
- регулировке настраиваемых механизмов.
Все перечисленные виды обслуживания не требуют больших временных затрат, что позволяет проводить их в технологические, обеденные, межсменные перерывы. Переналадку оборудования лучше назначать на выходные дни. Для токарей высокого разряда, с допуском на проведение определённого вида наладочных работ, это не составит труда. В других случаях необходимо внести этот вид мелкого ремонта в список дел для ремонтно-наладочной бригады цеха.
Читать также: Изменение технологического процесса это
ППР автоматических станков производится ежедневно, после закрытия смены. В условиях работы цеха в 2 и 3 смены, обслуживание их производится 1 раз в 8 часов. В цехах со сменным графиком работы обязательно должна быть ремонтно-наладочная служба, состоящая из:
- механиков;
- смазчиков;
- слесарей;
- электриков;
- шорников и других специалистов узкого профиля.
Это должно обеспечить высокое качество каждого узла в отдельности, и станка в целом.
Разновидности и конструктивные особенности
Станком на самом деле очень много и выполняют они всевозможные операции по обработке металла, но мы наведем самые известные виды
Многорезцовые
Предназначены для обработки сложных деталей, сделанных из труб, фасонного профиля или прутков разного сечения. Многорезцовые или многошпиндельные станки в основном используются при серийном производстве.

Производимые операции:
- сверление;
- резьба;
- точение;
- подрезка;
- растачивание;
- зенкерование;
- развертывание.
Многорезцовые станки обладают высокой производительностью благодаря большой площади приводного механизма, жесткости конструкции, способности выполнять несколько операций одновременно.
Карусельные
Группа станков для работы с крупногабаритными деталями и заготовками. Детали, обрабатываемые на них, отличаются небольшой длиной, но значительной массой и диаметром.

Особенности карусельных моделей:
- используются для обработки поверхностей конической или цилиндрической формы;
- выполняются пазы различной конфигурации;
- также можно сделать шлифовку, фрезеровку, подрезку торцов;
- нарезка резьбы.
Помимо основных элементов любого токарного станка, данный вид имеет дополнительное оборудование:
- стол с планшайбой;
- стойки для передвижения траверсы.
Затыловочные
Станки предназначены для обработки задних поверхностей зубьев инструментов. Также на нем можно выполнять и другие токарные работы. Отличает затыловочный станок особая конструкция суппорта. Затылование детали производится следующим образом:
- вращательное движение детали;
- возвратно-поступательное движение режущего инструмента к детали.

Винторезные
Наиболее распространенная группа станков. Широко используются в серийном и единичном производстве. Винторезные модели можно встретить и в мастерских, и в школах, и на любом производстве. Они отличаются простотой эксплуатации и обслуживания.
СПРАВКА! Токарно-винторезный станок является универсальной моделью для всевозможных обработок металлических заготовок. На нем можно выполнять различные виды резьбы: модульную, дюймовую, метрическую.

Конструктивные элементы:
- станина;
- передняя и задняя бабка;
- суппорт;
- фартук;
- коробка подач.
Револьверный
Станки револьверной группы рассчитаны на обработку деталей из калиброванного прутка. Операции, которые могут выполняться на данном оборудовании:
- точение;
- расточка;
- фасонное точение;
- зенкерование;
- сверление;
- формирование резьбы;
- развертывание.

СПРАВКА! Название станков данной группы происходит из-за специального держателя. Он может быть приводным или статическим. Приводной тип дает больше возможностей для проведения различных операций.
Универсальный
К универсальным токарным станкам относятся винторезные станки, так как на них можно выполнять практически любые операции по металлу.
Основные технические характеристики универсального станка:
- скорость вращения (количество оборотов);класс точности; он указывается в маркировке изделия буквами С, В, Н, А, П;
- число передач;
- каких размеров детали можно устанавливать;
- вес и габариты станка;
- величина подачи и максимального перемещения по оси.

3 Описание шпинделя токарного станка
Шпиндель – это пустотелый стальной вал с отверстием конической формы. Данный узел агрегата по металлу считается самым главным (многие другие основные узлы станка созданы для обеспечения работы шпинделя). В нем имеется отверстие (коническое), предназначенное для монтажа разнообразных инструментов, оправок и переднего центра (чертеж токарного оборудования указывает, какие именно приспособления можно крепить в указанном отверстии).
На шпинделе предусмотрена резьба. На нее можно закрепить планшайбу на токарный станок по металлу либо патрон, который центрируется посредством буртика на шейке. На некоторых агрегатах на шпинделе есть еще и специальная канавка. При быстрой остановке шпинделя она исключает опасность не контролированного свертывания патрона. Чтобы узнать, есть такая канавка на той или иной токарной установке, следует тщательно изучить чертеж станка, где указываются все его основные и дополнительные части.
Исправность шпинделя и его правильное вращение являются ключевыми условиями для токарной обработки любой детали
Важно добиться того, чтобы этот узел не имел в радиальном и осевом направлении в подшипниках ни малейшего люфта, а также слабины. В тех случаях, когда возникают указанные негативные явления, резцедержатель и инструмент в нем начинают дрожать, что приводит к ухудшению качества обработки
Правила эксплуатации
Для сохранения исходных параметров станка 16К20 необходимо проводить плановые осмотры и ремонт оборудования. Подробно рекомендации по периодичности выполнения этих мероприятий указаны в паспорте. При этом учитываются особенности работы кинематической схемы.
Согласно рекомендациям производителя станок 16К20 должен подвергаться следующим видам ремонта:
- осмотр. В процессе выполнения визуально контролируется отсутствие внешних дефектов в узлах и агрегатах без их разбора. Выполняется перед каждой рабочей сменой;
- малый ремонт. Включает в себя частичную разборку шпиндельной бабки, фартука и коробки передач. Контролируется нормированная величина зазоров между движущимися частями оборудования. Выполняется очистка механизмов от мусора, наносится смазочный состав;
- средний ремонт. Отличается от вышеописанных заменой вышедших из строя элементов станка 16К20;
- капитальный ремонт. Делается полная замена дефектных компонентов, выполняется осмотр и восстановление системы охлаждения. После завершения работа оборудования проверяется на холостом ходу.
1к62 схема
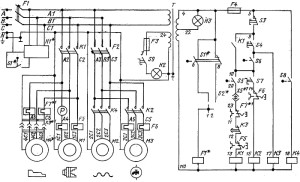
На станке установлены три трехфазных короткозамкнутых электродвигателя (см. рис.). На станке могут применяться следующие величины напряжений переменного тока:
- главная цепь 3~50 Гц, 220, 380 В;
- цепь управления ~50 Гц, 110 В;
- цепь местного освещения ~50 Гц, 24 В.
Рабочее напряжение силовой цепи и местного освещения выбирает заказчик.
Рисунок — схема электрическая станка 1к62
Электрообоорудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
В левой нише задней стороны станины установлен конечный выключатель S6 для ограничения холостого хода главного привода. Для освещения рабочего места имеется светильник с гибкой стойкой типа СГС-1 с лампой МО (24 В, 40 Вт), смонтированный на каретке станка.
В рукоятке фартука встроен конечный выключатель S7 для управления электродвигателем быстрого перемещения каретки и суппорта. На каретке установлена кнопочная станция для пуска «1» и останова «О» главного привода.
Шкаф управления установлен за станиной станка справа.
С лицевой стороны шкафа управления установлены следующие органы управления:
- трехфазный выключатель S1 серии ПКП25-2-30 для подключения и отключения станка к питающей сети;
- трехфазный выключатель S2 для включения и отключения электродвигателя насоса охлаждения;
- сигнальная лампа Е1 для сигнализации о включении электрооборудования;
Указатель нагрузки РА, измеряющий нагрузку главного привода, имеет три шкалы: две белые и черную. Белая слева показывает недогрузку станка, черная — нагрузку от 85 до 100%, белая справа показывает перегрузку.
www.stanoktehpasport.ru
Устройство токарного станка
токарный станок по металлу
Чтобы лучше понять принцип работы оборудования изучим строение его главных механизмов:
- передняя шпиндельная бабка;
- станина;
- гитара сменных колес;
- фартук;
- коробка подач;
- суппорт;
- задняя бабка;
- коробка с электрооборудованием.
Передняя бабка металлообрабатывающего станка представляет собой металлическую деталь, обычно из чугуна, в которой располагается переключатель скоростей и главная рабочая часть — шпиндель. На бабке крепится болванка будущей детали. Коробка скоростей принуждает деталь вращаться. Основной компонент передней бабки — это вал в виде металлической трубки — шпиндель. Вал оканчивается резьбой особого размера для крепления патрона (используются поводковые, а также кулачковые типы) либо планшайбы, которая удерживает деталь. Здесь же находится прорезь в виде конуса для установки переднего центра. В шпинделе есть сквозное отверстие, сюда вставляют прут при необходимости его обработки. Для вращения шпинделя в передней бабке установлены подшипники, движение передается заготовке. В обычных станках используются подшипники скольжения, а в скоростных — роликовые или шариковые (качения). Именно от правильного движения шпинделя зависит точность обработки детали на станке.
Таблица переключателя вращения шпинделя
На внешней стороне стойки находится переключатель скоростей и информационная таблица. В таблице разъясняется, в какое положение устанавливать переключатель, чтобы получить требуемую скорость (число оборотов за минуту) вращения шпинделя.
Гитара сменных колес это устройство, контролирующее характер шагового движения при нарезке резьбы. Каждый тип нарезки соответствует определенному набору зубчатых сменных колес. Такой механизм можно обнаружить на токарно-винторезном оборудовании старого образца. Он управляет движением резцедержателя.
Коробка подач — одна из основных частей механизма передачи, которая от шпинделя подает движение на суппорт. На этом участке скорость кручения движущихся элементов меняется, благодаря чему суппорт передвигается с необходимой скоростью в поперечном или продольном направлении.
Фартук — преобразовывает вращение вала хода в движение суппорта в обоих направлениях.
Станина (подставка) — основание машины, обычно выполняется из тяжелого металла (чугуна). Крепится на пару толстых столбов. Верхние части подставки — пара гладких рельс и пара направляющих в виде призмы, по ним перемещаются задняя бабка и суппорт.
Суппорт — это устройство токарного станка по металлу , передвигающее резцедержатель вместе с вставленным инструментом в любом направлении по отношению к оси токарного механизма: продольном, наклонном или поперечном. Наличие суппорта освобождает токаря от необходимости удерживать инструмент в руках. Движение в нужную сторону инструменту можно придать вручную или механически. Части суппорта:
- устройство поперечных салазок;
- каретка, двигающаяся по рельсам подставки;
- фартук с устройством преобразования кручения валов хода и винта в перемещение суппорта;
- устройство резцовых салазок;
- устройство резцедержателя.
Задняя бабка нужна чтобы закрепить свободный конец крупной детали из металла во время работы. На нее крепятся и дополнительные инструменты, например, сверла.
Короб с электрическими частями содержит кнопки, рукоятки и тумблеры для пуска и остановки металлообрабатывающего станка, электромотора, управления устройствами подач и оборотов, надзора над устройством фартука.
Кроме перечисленных частей в механизме токарного станка могут применяться хомуты, цанги, планшайбы, оправки, люнеты. Не в каждом станке присутствуют описанные выше части. Так, в станках для нарезки резьбы на детали нет коробки подач, вместо нее работает гитара и зубчатые колеса. У других устройств узел подач состоит из пары механизмов.
иж 250 электросхема | Схема электрическая, описание работы
Описание работы электросхемы. Схема электрическая принципиальная показана на рисунке 1.
Перед началом работы не обходимо убедиться, что вводный выключатель находится во включенном состоянии, о чем должна показывать сигнальная лампочка, а рукоятка управления вращением шпинделя в нейтральном (среднем) положении. Затем включается двигатель станции смазки М2.
Рисунок 1 — схема электрическая станка ИЖ 250
Пуск двигателя
Пуск двигателя Ml главного привода осуществляется переводом рукоятки управления в верхнее или нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение двигателя Ml. При переключении рукоятки в нижнее положение нажимается выключатель 55, который включит пускатель КЗ, двигателю Ml будет обеспечено обратное вращение.
Торможение двигателя
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле времени К4, которое своим замыкающим контактом включит пускатель торможения К5, а другой размыкающийся контакт с выдержкой времени отключит этот пускатель. Величина выдержки настроенная на время 5 с. обеспечивает торможение двигателя Ml до полного его останова.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямителя V в обмотку статора двигателя. Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при опускании рукоятки цепь вращения двигателя Ml восстанавливается.
Защита от перегрева
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателей происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное положение.
Управление электронасосом
Включение и отключение электронасоса охлаждения М3 производится выключателем Q2 при работающем двигателе смазки М2. Включение и отключение местного освещения производится выключателем S6, установленным на светильнике. Включение и отключение цифровой индикации производится выключателями, установленными непосредственно на блоках БИН-1И.
Защита от короткого замыкания
Защита от токов коротких замыканий обеспечивается плавкими предохранителями F3…F5 и выключателем Q1. Защита двигателей от длительных перегрузок осуществляется тепловыми реле F1 и F2. Нулевая защита электрической схемы обеспечивается пускателем К1.
Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.
Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
ПАСПОРТА К ТОКАРНЫМ СТАНКАМ. ДОСТУПНО ДЛЯ СКАЧИВАНИЯ
ТВ-125ВМ Электросхемы (выше качество)
Электросхемы токарного станка ТВ-125ВМ Спасибо пользователю
«О…
| 583 Скачиваний (1454 Просмотров) |
Обновлен: 26 Mar 2011
1А62 — токарно-винторезный станок, Москва
1А62 — токарно-винторезный станок 1955 год, завод «Красный прол…
| 152 Скачиваний (690 Просмотров) |
Обновлен: 15 Jul 2012
TOS-S28+, станок токарно-винторезный, TOS
Чехословакия
Токарно-винторезный станок TOS-S28+. Отличие от оригинального
TOS-S…
| 187 Скачиваний (754 Просмотров) |
Добавлен 12 Mar 2011
Таблица скоростей резания для станка 1Е61М
Сделал табличку (в архиве пдф и хтмл версии). Специально для
нашего…
| 641 Скачиваний (1639 Просмотров) |
Обновлен: 07 Mar 2011
1М61П, станок токарно-винторезный, Ереван
Паспорт станка 1М61П :pardon:
| 230 Скачиваний (969 Просмотров) |
Обновлен: 05 Mar 2011
1Л532, станок токарно-карусельный.
Электросхемы
Станок токарно-карусельный модели 1Л532 Только электросхемы
| 1233 Скачиваний (1896 Просмотров) |
Обновлен: 25 Jun 2012
1М65 — универсальный токарно-винторезный
станок, г…. (pdf)
Рязанское станкостроительное объединение 1М65 — универсальный
токар…
| 112 Скачиваний (692 Просмотров) |
Обновлен: 24 Feb 2011
1Н318, 1Н318Р — станок
токарно-револьверный. Электро…
1Н318, 1Н318Р — станок токарно-револьверный. Электросхема Только
э…
| 362 Скачиваний (1114 Просмотров) |
Обновлен: 21 Feb 2011
1A616K, станок токарно-винторезный с АКС,
Куйбышев
Cтанок токарно-винторезный модель 1A616K с автоматической
коробкой…
| 96 Скачиваний (381 Просмотров) |
Обновлен: 20 Feb 2011
Колчестер Студент 1800,
токарно-винторезный станок,…
Colhester student 1800 — токарно-винторезный станок
| 88 Скачиваний (373 Просмотров) |
Обновлен: 20 Feb 2011
Колчестер Студент, токарно-винторезный
станок, Англия
Colhester student — токарно-винторезный станок 1967г.
| 203 Скачиваний (839 Просмотров) |
Обновлен: 14 Feb 2011
ИНДЕКС С19 — ИНДЕКС С29 (INDEX C19 — INDEX
C29) — то…
ИНДЕКС С19 — ИНДЕКС С 29 / INDEX C19 — INDEX C29 —
токарно-револь…
| 1322 Скачиваний (3097 Просмотров) |
Обновлен: 15 Feb 2011
1К62Д, станок токарно-винторезный,
Челябинск
Станок токарно-винторезный 1К62Д Челябинское производственное
объед…
| 168 Скачиваний (448 Просмотров) |
Обновлен: 01 Feb 2011
С5М (С5МВ), станок токарно-винторезный,
ZMM, Болгария
С5М — С5МВ — универсальные токарные станки Завод металлорежущих
маш…
| 1589 Скачиваний (2213 Просмотров) |
Обновлен: 29 Feb 2012
1512, 1516 Ф1-041, станок
токарно-карусельный однос… djvu
1512, 1516 Ф1-041 — станки токарно-карусельные одностоечные.
Руков…
| 1092 Скачиваний (1565 Просмотров) |
Обновлен: 30 Jan 2011
1М61, станок токарно-винторезный, Ереван
1М61 -универсальный токарно-винторезный станок,1967 г.,
модификация…
| 159 Скачиваний (1065 Просмотров) |
Добавлен 25 Jan 2011
DIY 0820. Настольный токарный станок,
Китай.
Краткое техническое описание и инструкция по эксплуатации.
| 142 Скачиваний (753 Просмотров) |
Добавлен 24 Jan 2011
SN55B-71B Универсальный токарный станок
пр-ва TOS TR…
Электрическая принципиальная схема
| 285 Скачиваний (871 Просмотров) |
Обновлен: 25 Jan 2012
РТ 131 — Станок специальный
токарно-винторезный, г….
Руководство и Паспорт на специальный токарно-винторезный станок
мо…
| 270 Скачиваний (842 Просмотров) |
Обновлен: 20 Jan 2011
ИЖ240ТС — Токарно-винторезный станок.
Руководство по…
Станок токарно-винторезный ИЖ240ТС, руководство по эксплуатации
. С…
1к62 схема
На станке установлены три трехфазных короткозамкнутых электродвигателя (см. рис.). На станке могут применяться следующие величины напряжений переменного тока:
- главная цепь 3~50 Гц, 220, 380 В;
- цепь управления ~50 Гц, 110 В;
- цепь местного освещения ~50 Гц, 24 В.
Рабочее напряжение силовой цепи и местного освещения выбирает заказчик.
Рисунок — схема электрическая станка 1к62
Электрообоорудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
В левой нише задней стороны станины установлен конечный выключатель S6 для ограничения холостого хода главного привода. Для освещения рабочего места имеется светильник с гибкой стойкой типа СГС-1 с лампой МО (24 В, 40 Вт), смонтированный на каретке станка.
В рукоятке фартука встроен конечный выключатель S7 для управления электродвигателем быстрого перемещения каретки и суппорта. На каретке установлена кнопочная станция для пуска «1» и останова «О» главного привода.
Шкаф управления установлен за станиной станка справа.
С лицевой стороны шкафа управления установлены следующие органы управления:
- трехфазный выключатель S1 серии ПКП25-2-30 для подключения и отключения станка к питающей сети;
- трехфазный выключатель S2 для включения и отключения электродвигателя насоса охлаждения;
- сигнальная лампа Е1 для сигнализации о включении электрооборудования;
Указатель нагрузки РА, измеряющий нагрузку главного привода, имеет три шкалы: две белые и черную. Белая слева показывает недогрузку станка, черная — нагрузку от 85 до 100%, белая справа показывает перегрузку.
www.stanoktehpasport.ru
2 Особенности конструкции
Основными конструктивными узлами станка 16К20 являются: передняя и задняя бабка, фартук, суппорт. Внутри передней бабки установлен блок шпинделя и коробка скоростей. В конструкции агрегата установка и центровка патронов выполняется посредством конической шейки, центров — с помощью конического отверстия выполненного в конфигурации конуса Морзе 5. Для настройки цепи подач на нарезание разных типов резьбы (метрической, дюймовой, питчевой) используется гитара с сменными зубчатыми колесами.
Вращение ходового вала преобразовывается в поступательное движение суппорта посредством фартука. Сам суппорт является узлом, фиксирующим рабочий инструмент — резец, и передающий на него движение подачи. Устройство суппорта состоит из салазок, каретки, поворотной части и резцедержателя. Возможность монтажа каретки под углом к центрам станка позволяет обрабатывать поверхности конической формы.
В посадочное гнездо задней бабки могут монтироваться центра двух типов — фиксированные и вращающиеся. Центра выполняют функцию удерживания обрабатываемой детали. Перемещение задней бабки по станине выполняется вручную. Установка пиноли в требуемое положение также ручная, осуществляется с помощью маховика.
Электрическая схема
Электрическая схема 16К20 представлена на изображении. Запуск основного двигателя производится посредством нажатия кнопки S4, выключение — S3. За защиту привода от перегрузок отвечает тепловое реле, при возникновении коротких замыканий срабатывают плавкие предохранители. Перед запуском агрегата в работу устройство заземления станка обязательно.
Кинематическая схема
Главным движением в кинематической цепи станка является вращение шпинделя, которое сообщается на шпиндель от основного электродвигателя через клиноременную передачу и коробку скоростей. Направление вращения шпинделя зависит от положения фрикционной муфты (М1), если она повернута влево вращение происходит на прямых частотах, при повороте влево включается реверсный ход.
2.2 Наладка и ремонт
Перед первым запуском станка после длительного простоя необходимо выполнить его наладку, которая осуществляется в следующей последовательности:
- Проверяется заземление, после чего в шкафу управления отключаются провода питания электродвигателей и агрегат подключается к электросети.
- Посредством органов ручного управления проверяется работоспособность главного реле и магнитных пускателей.
- Проверяется работоспособность каждого из блокировочных механизмов.
- Если все блокировочные узлы работают нормально, ранее снятые провода электродвигателей подключаются обратно.
- Проверяется действие запущенных электродвигателей на предмет направленности их вращения. Главный привод должен вращаться против часовой стрелки, движок быстрой подачи шпинделя — по часовой, двигатель гидростанции — по часовой, мотор насоса СОЖ — в соответствии с указанной на корпусе маркировкой. Приступать к эксплуатации станка можно только после выполнения всех вышеуказанных операций. Приступать к эксплуатации станка можно только после выполнения всех вышеуказанных операций.
16К20 после восстановления
Ремонт агрегата, в зависимости от его сложности, классифицируется на три типа — малый, средний и капитальный. Собственными силами имеет смысл выполнять ремонтные работы малой группы, тогда как более сложные операции должны производиться профильными специалистами.
К операциям малой ремонтной группы относятся:
- разборка наиболее загрязненных конструктивных узлов — шпинделя, передней бабки, коробки скоростей и подач, с их последующей чисткой и промывкой;
- очистка посадочных гнезд на пиноле задней бабки и шпинделе без их демонтажа;
- осмотр зазоров на валах и втулках, замена изношенных расходников, настройка подшипников качения;
- настройка фрикционной муфты основного двигателя, при необходимости — комплектация привода новыми дисками;
- механическая очистка шлицев и зубьев шестеренок коробки подач от заусениц;
- восстановление или замена потерявших форму крепежей на резцедержателе;
- шлифование ходового вала, винтового двигателя и салазок суппорта (продольных и поперечных);
- замена износившихся экранов и ограждающих муфт.
Проверка работоспособности станка выполняется посредством его испытания на холостом ходу, в процессе которого визуально оценивается уровень шума, нагрев привода и точность обработки заготовки.
Инструкция по эксплуатации
К работе со станком 1А616 не должен допускаться персонал без соответствующей квалификации. Выполнение операций разрешается работникам, получившим первичный инструктаж, о чем должна быть сделана отметка в журнале техники безопасности.
Правила эксплуатации учитывают как постоянно проводимые операции, так и пусконаладочные работы. Последние выполняются после доставки оборудования с завода или от покупателя, по окончании установки на жестком фундаменте.
- С открытых поверхностей и корпусов узлов — очищается коррозионный налет и загрязнения.
- Согласно документации к оборудованию, проверяется уровень масла и при необходимости производится долив.
- В случае проведения постоянных работ с охлаждением, в бак системы заливается соответствующий состав. Проверяется установка накопительного поддона.
- Осматриваются силовые кабеля, проверяется соединение с источником питания.
Если станок приобретен на вторичном рынке — рекомендуется проверить все параметры зазоров, натяжений, другие показатели настройки системы. По окончании наладочных работ — производится тестовый пуск агрегата на малых оборотах.
Перед производством постоянных операций — проводится проверка состояния питающей линии, визуальный осмотр узлов станка. После этого станок обесточивается, устанавливаются резцы, другое нужное оснащение, настраиваются обороты шпинделя, осуществляется крепление детали в патроне или центрах. Только после этого на оборудование подается напряжение и осуществляется пуск главного привода.
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.
Техника безопасности при работе с самодельным токарным станком
При работе с конструкцией следует соблюдать определенные меры безопасности. Так, после сборки станка нужно осуществить проверку его работоспособности. Шпиндель должен вращаться легко и без задержек, передний и задний центры должны быть выровнены по общей оси. Центр симметрии вращающейся детали должен совпадать с осью ее вращения.
На любом видео токарного станка своими руками видно, что после монтажа электродвигателя он накрывается специальным кожухом. Последний служит не только для защиты оператора станка, но и для защиты самого мотора от попадания пыли, металлических частиц и грязи. Для станка, изготовленного на основе электродрели, такой кожух не нужен.
Пример токарного станка по металлу, собранного своими руками
Также следует придерживаться следующих правил безопасности:
Рабочий инструмент обязательно должен располагаться параллельно поверхности обрабатываемой заготовки. В противном случае он может соскочить, что приведет к поломке станка.
Если вы обрабатываете торцевые плоскости, деталь должна упираться в заднюю бабку
При этом очень важно соблюдать центровку, иначе вы рискуете получить бракованную деталь.
Для защиты глаз от металлических стружек и частиц можно соорудить специальный щиток или просто пользоваться защитными очками.
После работы конструкцию обязательно нужно чистить, удаляя металлические опилки и другие отходы производства. Внимательно следите за тем, чтобы мелкие части не попадали в электродвигатель.
Строение и применение ЧПУ
Современный токарный станок имеет числовое программное управление (ЧПУ). Применение электрической схемы и видоизменение основных узлов позволяет добиться высокой точности обработки.

Особенности станков с ЧПУ:
- При выборе оборудования нужно учитывать данные, указанные в ГОСТе. Там указываются класс точности и другие параметры.
- Устройство имеет сложную электрическую схему и мини-блок управления.
- Несмотря на свои небольшие размеры и вес, модели могут выдерживать большую нагрузку.
- Прибор имеет блок, на который выводится вся информация. Для этого применяются языки программирования, установленные стандартом.
- Оборудование небольших размеров и высокой точности востребовано. На нем производятся детали для электроники и бытовой техники.

Электрические схемы станков
Токарные патроны — еще их называют зажимными устройствами, предназначаются для установки на шпиндель токарных станков. Конструкция токарного патрона обеспечивает большое усилие зажима обрабатываемой детали, обеспечивает точность центрования и перпендикулярность поверхностей оси обработки. Отечественные и зарубежные производители изготавливают патроны для токарных станков из прочного чугуна или на базе закаленного корпуса из стали, они включают в себя комплект закаленных кулачков.
- Предприятия — производители токарных патронов
- Государственные стандарты регламентирующие конструкцию и размеры токарных патронов
- Разновидности и классификация токарных патронов
5 Электрическая схема и электродвигатель токарного агрегата
Понятно, что никакая кинематическая схема функционирования станка для токарной обработки металлических изделий не может быть реализована, если на агрегате отсутствует электродвигатель. Двигатель может быть: асинхронным; постоянного тока. Электродвигатель асинхронного типа располагает литой чугунной либо алюминиевой станиной, ротором и статором. В зависимости от установленной на станок модели двигатель способен выдавать несколько скоростей вращения (либо одну).
Обычно электрическая схема токарного станочного оборудования работает за счет двигателя с короткозамкнутым ротором. Коробка передач (как следствие и коробка скоростей, и иные основные электрокомпоненты станка) в данном случае соединяется с «движком» либо посредством ременной передачи, либо напрямую с ротором.
На токарный агрегат может монтироваться и двигатель, позволяющий выполнять изменение скоростей вращения по бесступенчатому принципу. Он представляет собой устройство с независимым возбуждением, обеспечивающее регулировку частоты вращения в интервале 10 к 1. Такое оборудование применяется намного реже, так как короткозамкнутый двигатель характеризуется малыми размерами и высоким уровнем экономичности его применения.

Чтение кинематических схем
Система отечественных стандартов определяет перечень и правила обозначения каждой используемой детали. Таких изображений существует более двух сотен.Все знаки располагаются с соблюдением последовательности передачи движения от элемента к элементу. Они имеют своё графическое изображение. Например, подшипники качения и скольжения обозначаются двумя параллельными линиями заданной толщины. Муфта отображается в виде системы зубьев, которые входят в зацепление. В зависимости от применяемого знака, можно определить, какая муфта изображена: предохранительная или кулачковая.
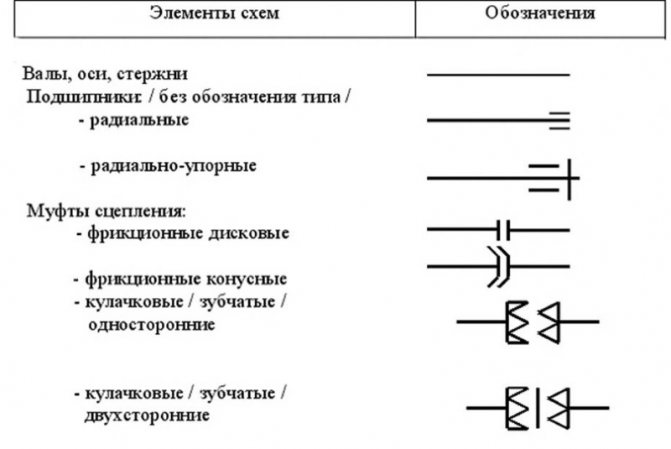
Для станков, вал обозначается длиной сплошной линией, на котором располагаются различные элементы. Обозначение червячной передачи позволяет определить направление передачи обоих видов движений: поступательного и вращательного.
Чтение названий осуществляется на основании принятых наименований.Каждое имеет свою аббревиатуру. Она состоит из одной заглавной буквы и одной цифры. Вид обозначается заглавными буквами, например,К – кинематические, Г – гальванические. Тип цифрами, например, 1 – структурные, 2 – функциональные, 3 – принципиальные. Более подробный перечень таких обозначений можно найти в соответствующих таблицах. Таким образом, название может состоять из нескольких обозначений: ЭЗ – это схема электрическая принципиальная; К3 – кинематическая принципиальная.